
薄壁套筒零件加工工艺
2013-10-11 14:09北方机器有限责任公司黑龙江齐齐哈尔161000李延平陈桂梅阴法军
金属加工(冷加工) 2013年2期
北方机器有限责任公司 (黑龙江齐齐哈尔 161000) 梁 齐 李延平 陈桂梅 阴法军
1.零件分析
典型薄壁套筒如图1所示。
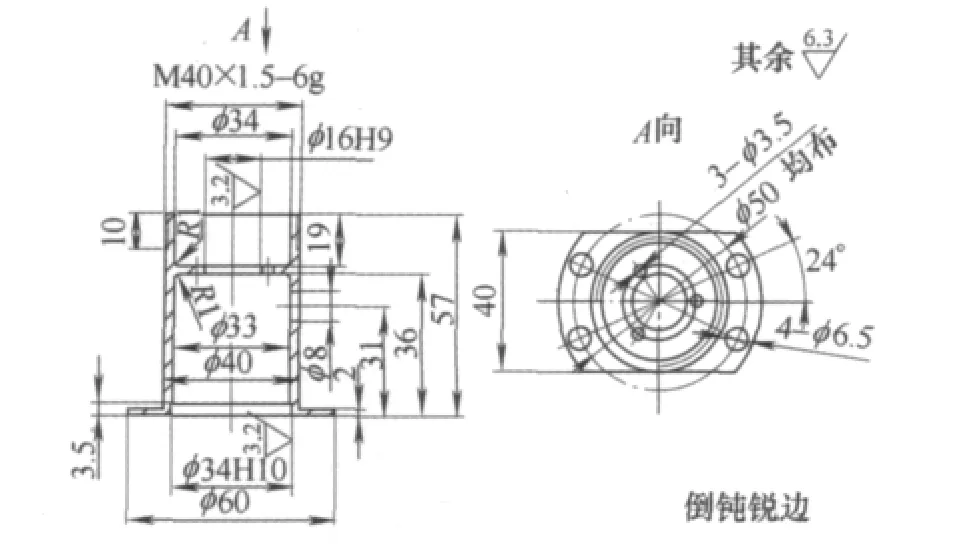
图1
此零件属于薄壁套筒类零件,从图样上看,工艺没有难点。但是从装配图面上看,外螺纹M40×1.5-6g与内孔φ16H9及另一端面内止口φ34H10都有同轴度要求,在图样上不给出同轴度要求,加工中可取公差的1/2或1/3。按正常加工方法很难保证产品图样要求。
2.加工难点及工艺方案
此零件壁厚为3.5mm,按正常加工方法一次装夹中完成外圆及内孔并切断,设计夹具装夹,车另一端面及内孔。但是外圆要求不严,壁又薄,用夹具装夹必须提高外圆精度,才能保证产品要求。这样无形中增加工艺成本,所以说,此零件加工难点就是装夹加工方面。
为避免加工中的变形,特制定加工工艺方案如下:
(1)毛坯选择单件下料,包括夹头尺寸。
(2)粗加工内孔,单边留量。
(3)调质处理。
(4)车端面,车外圆到尺寸φ60mm,车内孔φ34H10及φ33mm到尺寸,保持深度尺寸(加上夹头30mm),距端面尺寸30mm内车外空刀(空刀为夹头切断处),如图2所示。
(5)按外圆找正,装夹(夹头)零件,车端面,保持全长尺寸,车内孔φ34mm及孔φ16H9定寸,保持深度尺寸,车外圆及外螺纹定寸,按空刀槽切断保证产品质量要求,如图3所示。
此方法加工套筒,增加夹头,可以保证产品质量,加工中没有变形,但是此方法适用于小批量生产零件,不适用大批量生产。大批量生产最好设计车用夹具,零件定寸基准必须加严才能适用于夹具定位。
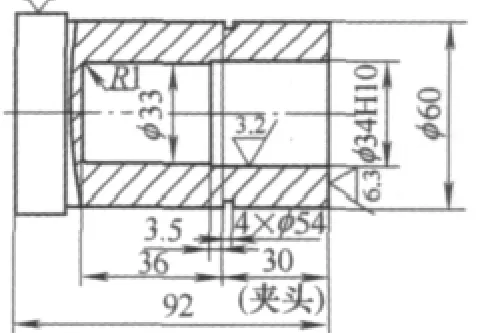
图 2
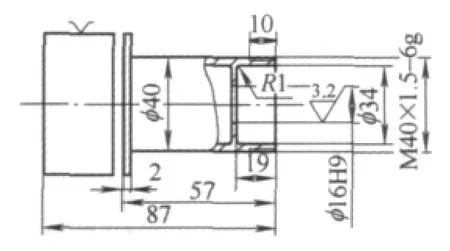
图3
3.结语
加工薄壁套筒应注意以下几点:
(1)多次装夹完成的套筒,如内孔精度高,可设计车用心轴,定心精度高,可保证较高的形位公差要求。
(2)多次装夹完成的套筒,如外圆精度高,可设计弹性夹具,零件装夹可靠。
(3)如果套筒壁薄,精度高还可以精加工后再留0.20mm,卸下零件自然时效1~2天后,再从新装夹加工防止加工变形。
猜你喜欢
一重技术(2021年5期)2022-01-18
一重技术(2021年5期)2022-01-18
装备制造技术(2021年1期)2021-05-21
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2017年6期)2018-01-19
凿岩机械气动工具(2017年3期)2017-11-22
制造技术与机床(2017年2期)2017-05-04
现代冶金(2015年4期)2015-02-06
机械工程师(2015年10期)2015-02-02
组合机床与自动化加工技术(2014年11期)2014-06-29
