控制臂压装弹性衬套工装设计
2013-10-11 14:09:50宁波跃进汽车前桥有限公司浙江315021郑玲玲
金属加工(冷加工) 2013年14期
宁波跃进汽车前桥有限公司 (浙江 315021) 郑玲玲
悬架系统是现代汽车上的重要总成,控制臂作为汽车悬架系统的导向和传力元件,对汽车的行驶平顺性和操控稳定性有很大的影响。某车型控制臂总成,前后套管处压装前后弹性衬套,与汽车副车架相联接,将作用在车轮上的各种力传递给车身,同时保证车轮按一定轨迹运动。如果弹性衬套压装不到位,将降低汽车行驶的性能及安全性。为了有效保证产品质量,需设计制作专用的压套工装,使整个压装过程顺利可靠。本文介绍该车型控制臂后弹性衬套压装工装。
1.工艺分析
该车型控制臂总成如图1所示,零件为左右对称件,图1为左件。该车型控制臂总成,加工的难点主要是后弹性衬套的压装:一般弹性衬套压装无角度要求,而该车型后弹性衬套的压装角度技术要求为95°±2.5°,加工精度非常高,对工件的定位要求偏高,再加上控制臂焊接总成后套管焊接后的变形严重(见图2,后套管内孔直径为d),是工装设计的难点。
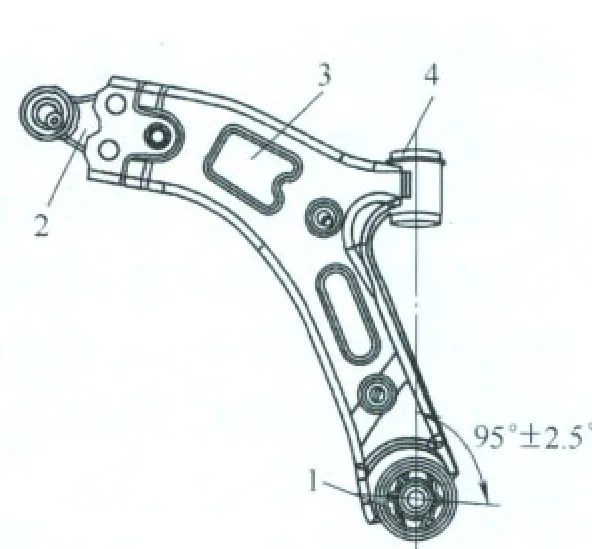
图1 控制臂总成
2.工装的结构及工作原理
工装的结构如图3所示。
底板1通过螺栓固定在压力机工作台上,定位座5通过螺栓与底板联接,并通过圆柱销9定位;定位心轴6安装在定位座5内,并成小间隙配合,二者可以相对上下滑动;销7与定位座5同轴安装在底板上,作为压缩弹簧8的定位支撑。在压缩弹簧的作用下,定位心轴6的台肩始终保持与定位座5的内台肩接触;同心轴4同轴安装在定位心轴6上,作为后弹性衬套压装时的定位元件。
限位销10是利用控制臂焊接总成下板上的工艺孔定位,防止工件转动,与压头上的限位搭子一起保证后弹性衬套的压装角度为95°±2.5°。同时限位销10的高度要和工装匹配,保证工件安装后,后套管孔中心线处于垂直的位置。由于工装设计成左右件共用,左右错装将导致弹性衬套压装角度偏离,形成批量报废,故设计撞杆11,防止工件发生安装错误。
由于同心轴4与定位心轴6是同轴的,所以后弹性衬套以同心轴4定位后,能顺利地压入控制臂总成的后套管孔内。
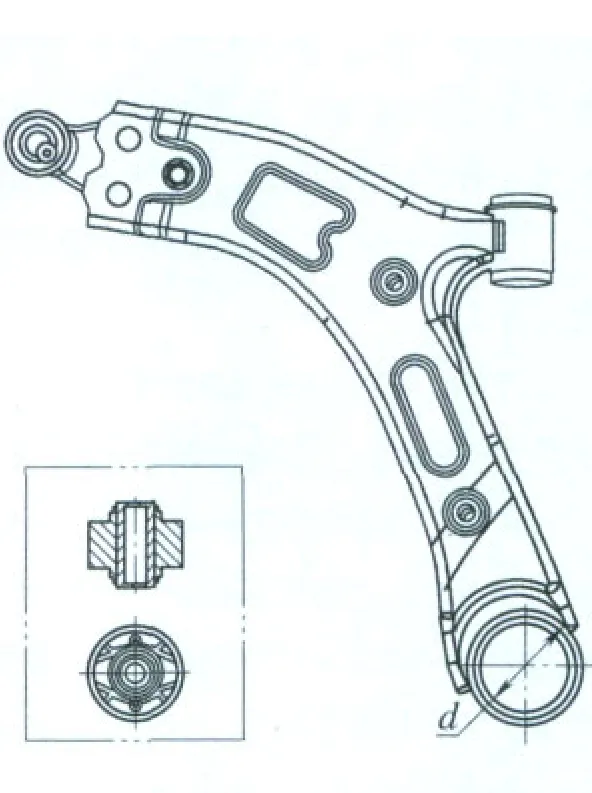
图2 后弹性衬套压装前工件状态(左下角为后弹性衬套图)
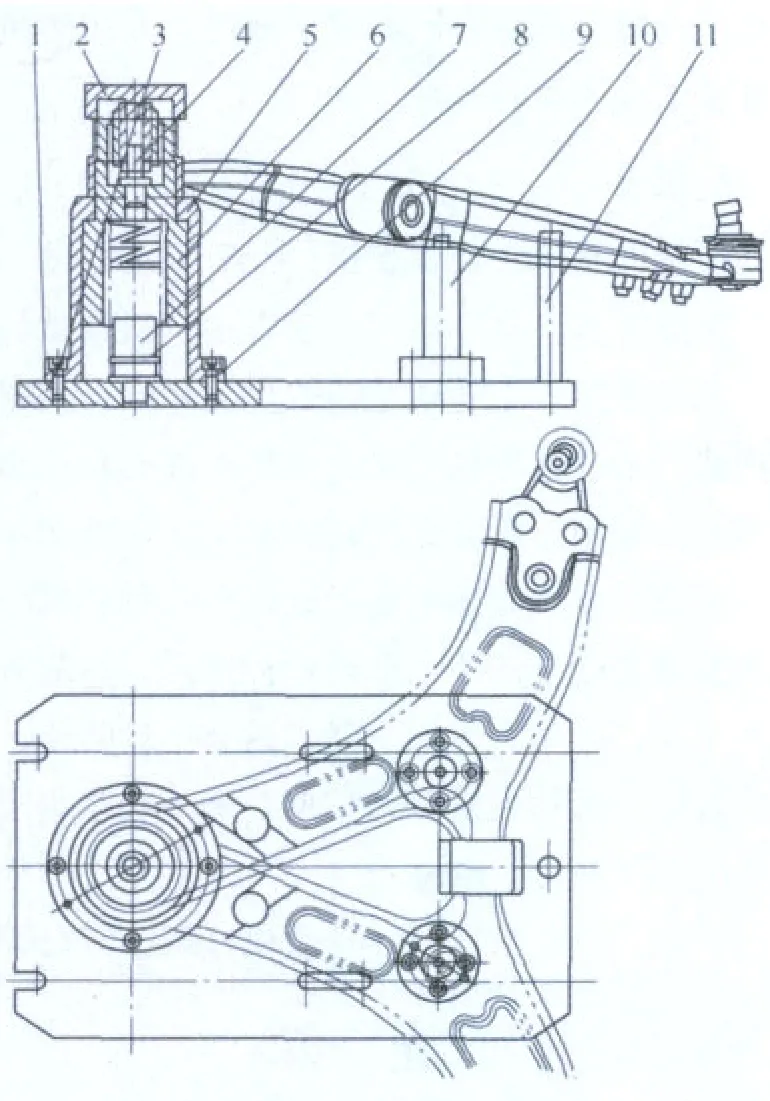
图3 压后弹性衬套工装
使用时,将控制臂的后套管孔装到夹具的定位心轴6上,同时将工艺孔套装入限位销10上,启动压力机,通过压头将后弹性衬套连同定位心轴6,克服压缩弹簧的弹力一起向下运动,将后弹性衬套压入控制臂的后套管孔。压力机回复初始状态后,取下工件,在压缩弹簧的作用下,定位心轴恢复原位,开始下一个工作循环。
为了提高夹具的使用寿命,同心轴、定位座、定位心轴和压头都应选择合适的材料,经过强化处理提高其强度和耐磨性,延长使用寿命。
3.结语
该工装结构巧妙,操作简便,由于后套管与后弹性衬套均以轴心线定位,因此不会发生径向偏移与倾斜,使得整个压装过程平稳顺畅,有效地保证了弹性衬套安装的完好性,在我公司实际批量生产中,成品率较其他传统压装工装高出很多,大大提高了生产效率和装配质量。
猜你喜欢
汽车零部件(2021年7期)2021-07-29 07:11:56
减速顶与调速技术(2021年3期)2021-03-09 03:14:56
山东农业大学学报(自然科学版)(2020年6期)2021-01-09 12:30:14
机电信息(2020年33期)2020-11-29 14:05:56
湖北农机化(2020年17期)2020-11-02 07:46:54
探索科学(学术版)(2019年11期)2019-06-16 07:38:54
汽车实用技术(2018年20期)2018-10-26 08:19:54
电镀与环保(2017年6期)2018-01-30 08:33:37
临床超声医学杂志(2017年3期)2017-04-08 07:13:28
制造技术与机床(2015年10期)2015-04-09 07:05:40