乌桕籽油钾皂微波脱羧制备可再生烃类燃料
2013-10-11 02:50刘玉环王允圃阮榕生温平威万益琴
化工进展 2013年10期
刘玉环 ,马 雯 ,王允圃 ,阮榕生 ,温平威 ,万益琴
(1 南昌大学生物质转化教育部工程研究中心,江西 南昌 330047;2 南昌大学食品科学与技术国家重点实验室,江西 南昌 330047)
随着全球变暖的加剧及传统化石燃料的不断消耗,迫切需要发展可再生能源和可持续替代能源的烃类燃料[1]。最近,越来越多的研究工作集中在从生物质中合成绿色燃料。相对于石化燃料,生物质中获取的燃料最大的优点是具有可再生性,其来源的植物油成为目前获得生物燃料最主要的原料。植物油可通过酯交换、裂解[2-3]等方式获得生物燃料[4]。酯交换是目前广泛应用的制备生物柴油[5-7](脂肪酸甲酯)的方法。但生物柴油生产成本偏高,而且浊点高,在寒冷的环境不利于使用[8],且酯交换过程中残留的脂肪酸会导致腐蚀问题[9];生物柴油能源密度低,热值比普通的石油柴油低 9%[10-11]。生物柴油的这些缺点,归因于脂肪酸甲酯生物柴油的高含氧量[12-13]。最近的研究报告显示,裂解植物油所得到的产物,由于其高能量密度、低含氧量及可再生特性,可作为化石燃料的替代品[14-15]。
乌桕是大戟科落叶乔木,为我国特有的经济树种,亚热带重要的油料作物,喜光、喜温暖气候及深厚肥沃而水分丰富的土壤。乌桕在我国的栽培区为长江流域及南部各省[16],其含油率高达 40%左右,是良好的生物质基原料。植物油脂提取最常用的方法为有机溶剂提取法,但是有机溶剂提取存在提取时间长、溶剂易挥发、有机溶剂残留不易解决等问题。本研究采用水剂法提取油脂是利用植物种子中的蛋白质对水的亲和力,加热过程导致蛋白质变性,一并将油料种子中的油脂取出,蛋白质溶于水中,分液可将水中的油脂分离。水剂法工艺条件温和、安全、环保,对环境不造成任何污染。
乌桕油脂目前主要是通过酯交换制备生物柴油,由于含有大量的饱和脂肪酸(棕榈酸),导致制备的生物柴油低温流动性差,无法正常使用。微波加热可通过定向裂解光皮树油脂的皂化物制备烃类燃料[17-19]。本研究将乌桕油脂皂化后,其羧基端增加了金属离子,使羧基端的极性增强,反应物在微波磁场中振动吸热效率增强,并能优先加热羧基端,促进其脱羧的进行[20-21]。
1 材料与方法
1.1 实验材料
实验材料为乌桕籽(产自江西省九江县);微波反应器为自行设计,购于南京策木微波公司;分析纯KOH、石油醚购于天津永大化学试剂有限公司。
1.2 实验方法
1.2.1 水剂法提取油脂工艺流程
工艺流程如下:乌桕籽—→烘烤 —→粉碎—→兑水—→调 pH 值—→高压蒸汽处理—→离心—→清油。
1.2.2 水剂法提取油脂方法
索式提取法测定(GB/T 5511—85)乌桕籽粗脂肪干基含油率42.16%;乌桕籽的含水率6.75%(105℃恒重法GB/T 5497—85)。
水剂取油率计算方法:50 g乌桕种子水剂法提取的油质量/50 g乌桕种子索氏提取的油质量。
单因素实验:分别研究时间、pH值、料水比、烘烤时间、烘烤温度对取油率的影响,实验重复3次。
1.2.3 乌桕籽油钾皂的制备
以乌桕籽油的皂化值为标准,称取定量的KOH,配成溶液,加入乌桕籽油,80 ℃保温2 h,使其充分皂化。
1.2.4 微波裂解
反应设备为图1所示微波发生装置,石英瓶,冷凝系统,收集瓶。微波发生装置可调节微波功率为100~900 W共9个档位,而且可控制温度。
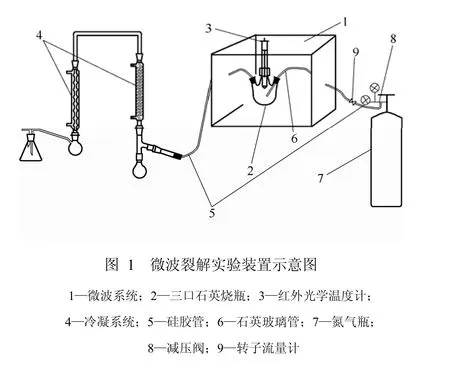
分别称取30 g乌桕油脂(加入5.8 g KOH)和35.8 g钾皂,冷凝水调至 12 ℃,将微波功率调至600 W,开启微波发生装置,对所加入的物料进行微波极化加热,时间设置为10 min,分别收集液体,固体和气体,对液体和固体称重,利用差量法计算气体重量。另一个石英瓶加入定量的蒸馏水,在相同的裂解条件下清洗裂解系统,收集液体混合物并旋转蒸发,计算剩余液体量(重复3次)。
1.2.5 GC-MS分析
柱温:60 ℃维持2 min,然后以升温速率10 ℃/min升至280 ℃。气化室温度250 ℃;进样量:0.2 μL;分流比20∶1;载气为He,载气速度1.0 mL/min。质谱条件:EM电压1941 V;离子源温度230 ℃;接口温度280 ℃;分析模式Scan。
2 结果与讨论
2.1 高压处理时间对取油率的影响
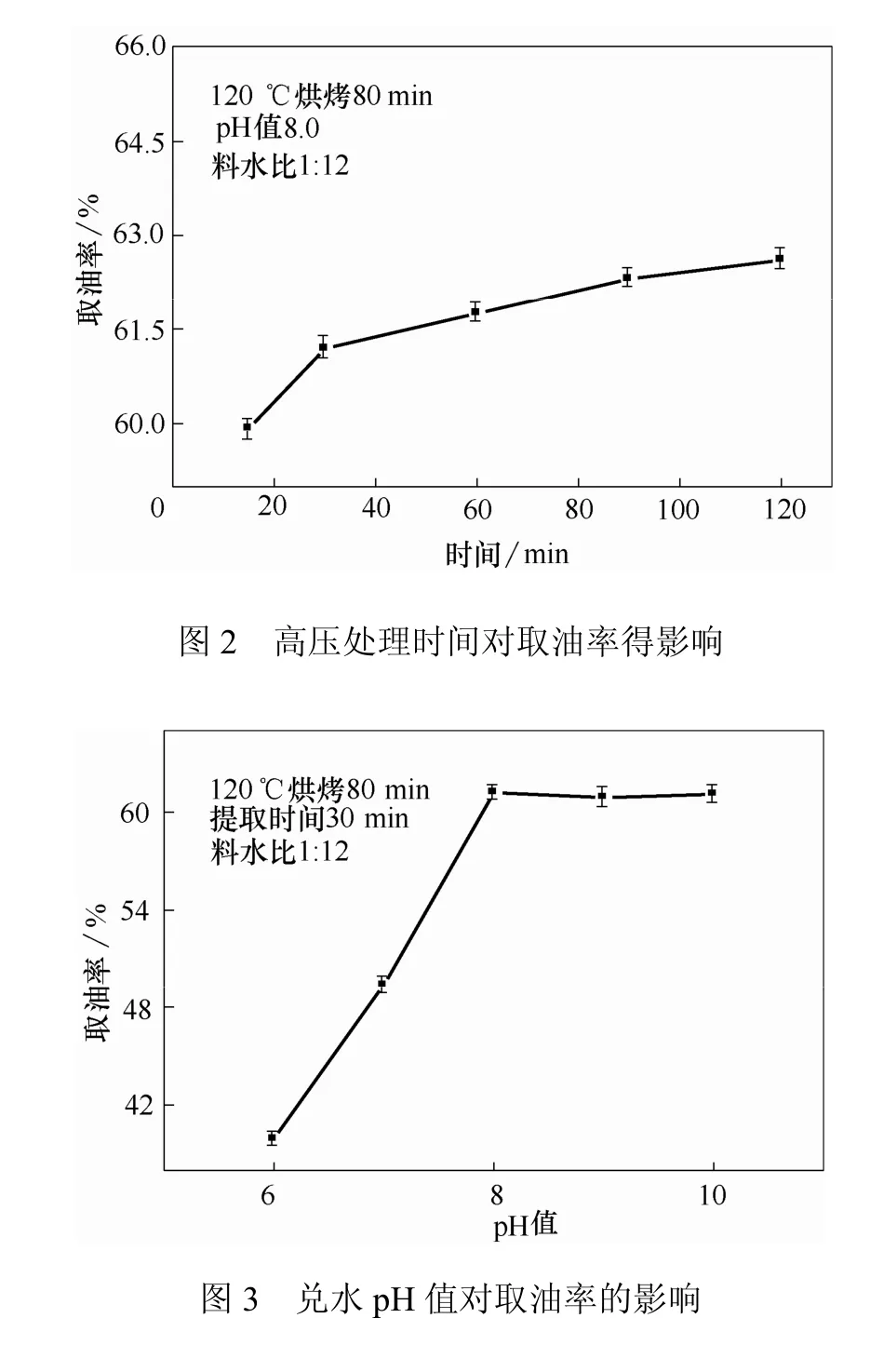
从图2可知,当高压处理时间从15 min增加到30 min,取油率由59.92%提高到61.19%,取油率随着高压处理时间明显提高,而高压处理从60 min 延长到80 min,取油率提高不显著。反应初期,随着高压处理时间的延长,取油率大幅增加,超过30 min后增加量不明显,趋于稳定。鉴于工业生产的能耗及缩短工艺周期,实现操作简单经济。高压处理时间不宜太长,故选定高压处理时间为30 min。
2.2 兑水pH值对取油率的影响
pH值的变化会影响蛋白质的溶解度,随着pH值增加,取油率增加,蛋白质易溶于偏碱的环境中,而且pH值的变化会导致蛋白质变性,利于油层的释放,从而利于油脂的溶出。从图3可知,pH值为8.0时,取油率最高。当pH值继续增加,会发生皂化反应,皂化反应引起乳化,取油率不再增加[22]。
2.3 水与物料的比例对取油率的影响
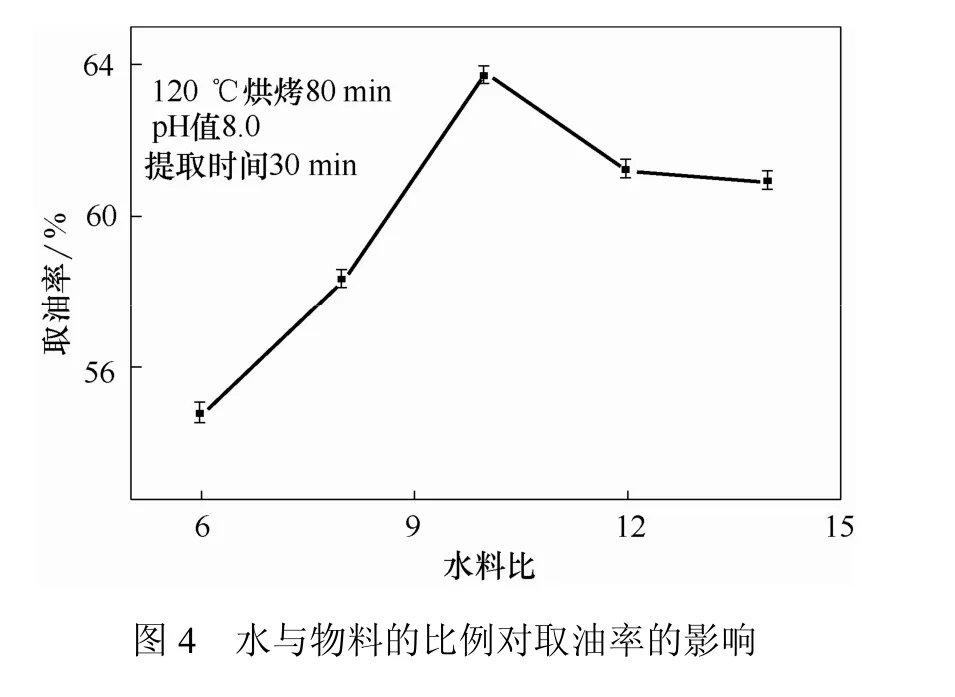
由图4可知,料水比为1∶10时,取油率最高。这可能是因为,在料水比小于1∶10时,料液比过少,蛋白质吸水不足,不能将油脂更彻底地替换出来,随着料水比的增加,蛋白质与水的作用增加,蛋白质与油脂的作用减弱,从而利于油脂释放。随着料水比继续增加,水相也继续增加,水相中残油的量也增加,从而导致取油率下降。
2.4 烘烤时间对取油率的影响
由图5可知,烘烤时间为80 min时,取油率最高,将乌桕籽进行烘烤,物料中的蛋白质发生变性,细胞壁、膜等组织结构被破坏,其中的油脂释放出来。而随着温度的增加,还会产生油脂氧化的哈喇味,所以选择烘烤时间80 min。
2.5 烘烤温度对取油率的影响
由图6可知,当烘烤温度低于120 ℃时,取油率随温度的增加而增加,这可能是由于温度的增加导致蛋白质的变性程度增加,利于油脂的释放。而随着温度的继续上升,当烘烤温度过高,可能导致油脂氧化,取油率下降。
2.6 乌桕籽油的成分分析
将取得的乌桕籽油进行甲酯化(GB/T 17376—2008),并借助GC-MS分析乌桕油脂中所含脂肪酸成分。所得结果列于表1中。
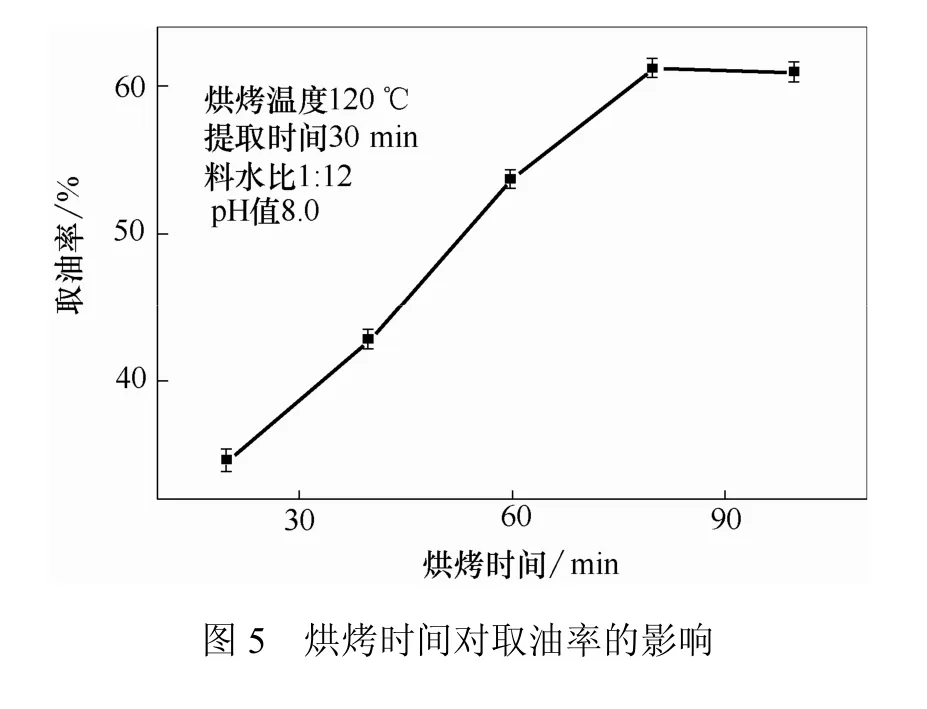
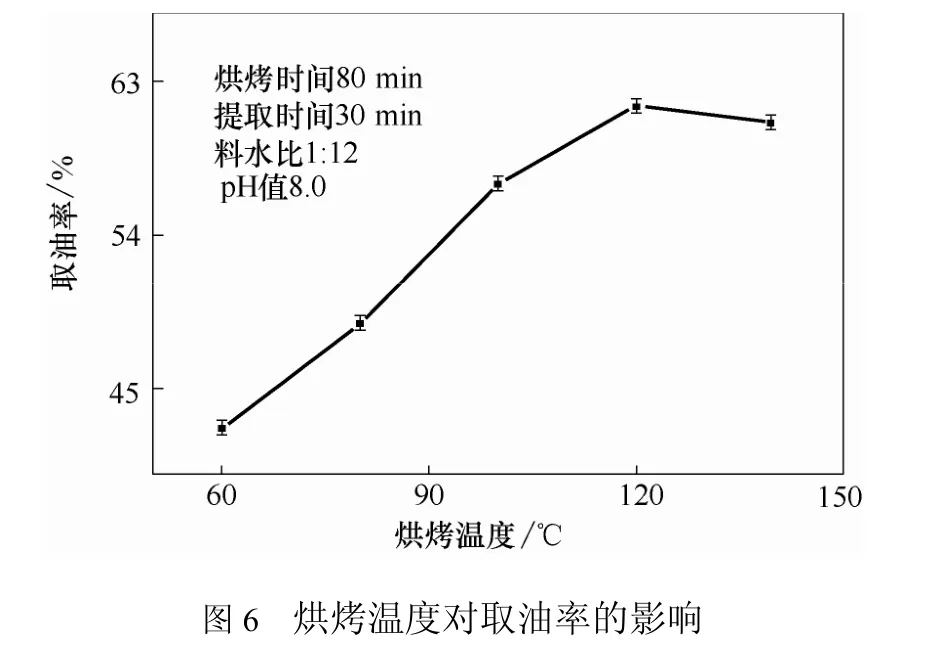
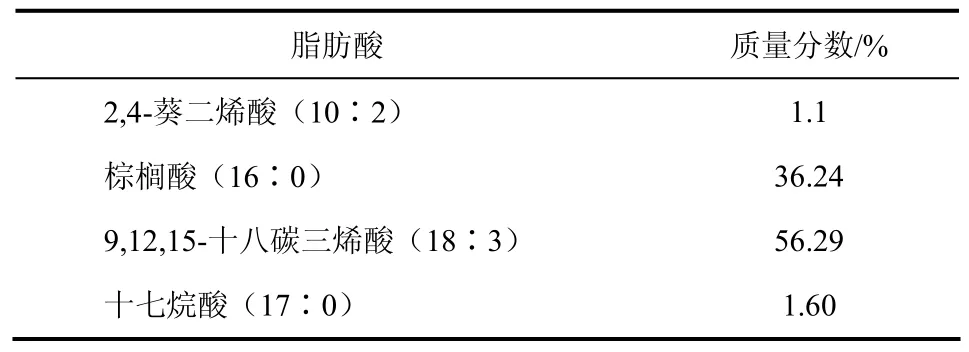
表1 水剂提取乌桕油脂脂肪酸成分
2.7 微波极化乌桕籽油皂化物脱羧制备烃类燃料
对微波辅助裂解后所得的产物进行分析,气液固三相态的得率如图7所示,乌桕籽钾皂裂解的液体产物得率在60%以上,液体得率略高于KOH+乌桕油脂。固体成分主要为残炭。微波辅助裂解皂化物温度上升迅速,在600 W的条件下,5 min可从30 ℃上升到460 ℃,6 min全部裂解完成。乌桕钾皂由于羧基端的钾离子,大大增加了分子自身的极性,微波吸收充分,有利于温度的上升及裂解反应的发生。在裂解过程中,裂解温度越高,停留时间越长,越易发生二次裂解,产物中芳香烃的化合物也增多。微波辅助裂解具有升温快、停留时间短等特点,减少了裂解过程中发生二次裂解的概率,提高了裂解油的品质。
2.8 裂解后液体产物成分的分析
大分子的脂肪酸及脂肪酸盐都可通过热裂解得到小分子的烃类化合物[23-24],这为开发新的生物质能源提供了重要的思路。微波辅助裂解具有速度快、能耗低、脱羧选择性强等特点,具有传统裂解所不能比拟的优势[25]。
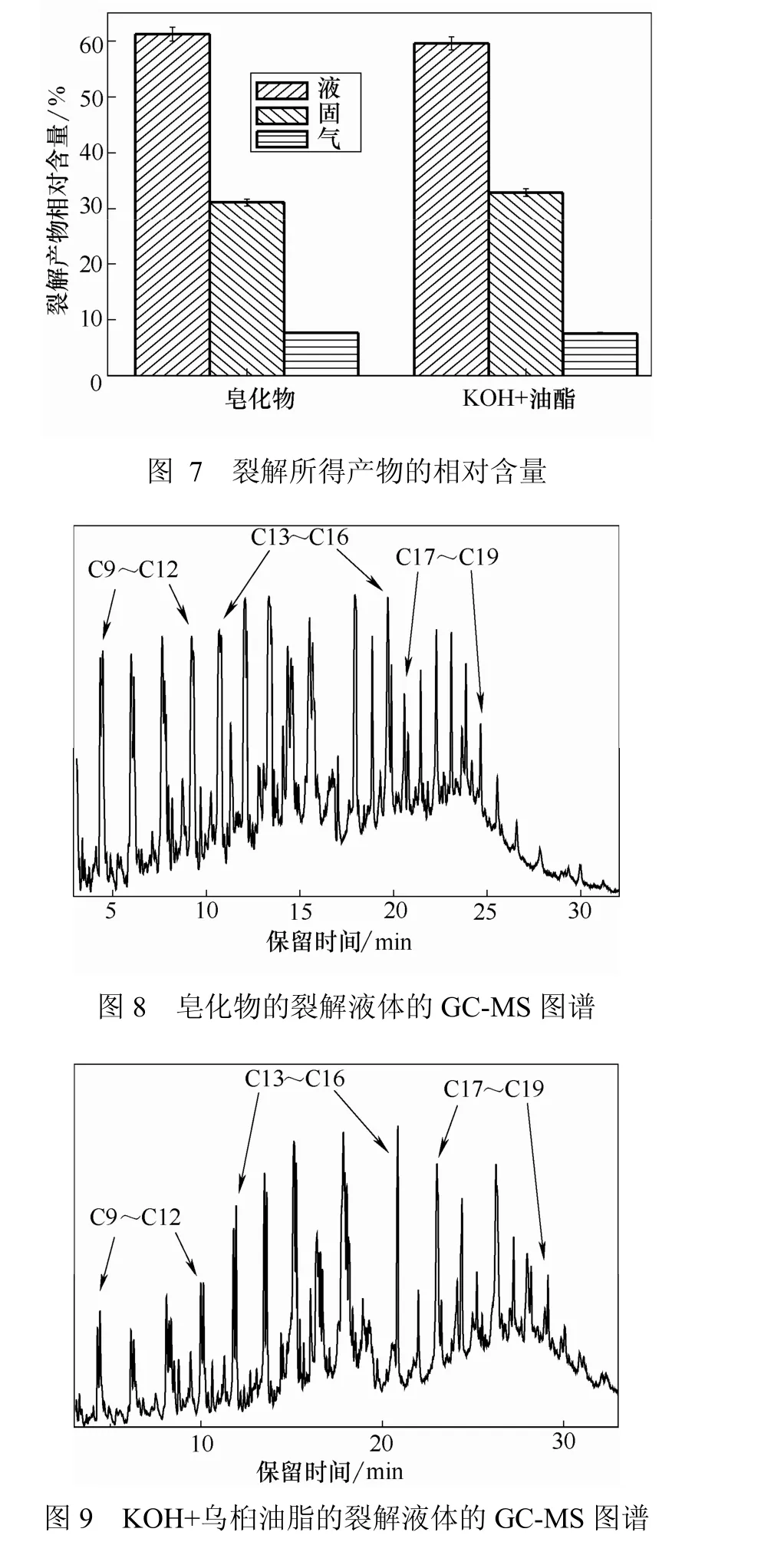
图8和图9皂化物的裂解液体和KOH+乌桕油脂的裂解液体的GC-MS图谱。从表2中可以看出,微波裂解所得的产物中,皂化物液体产物明显优于KOH+乌桕油脂,皂化物液体产物碳氢化合物更多,含氧化合物更少。这可能是由于钾的脂肪酸盐羧基端比乌桕油脂羧基端极性更大,脂肪酸盐羧基端更易吸收微波,温度上升更快,羧基容易脱离[26]。尽管羧酸在碱性条件下也可以脱羧形成烃类化合物,但结果并不理想,含氧化合物依然很多。羧酸盐在微波条件下受热脱羧,得到烷烃、烯烃化合物。液体产物中烯烃占主要成分,这可能是由于乌桕油脂中存在大量的十八碳三烯酸,而且反应过程的自由基历程也会导致烯烃的增加[27]。皂化物裂解所得液体产物密度0.865 g/cm3,黏度2.73 mm2/s,与柴油的性质基本相似。
3 结 论
本研究以乌桕籽通过水剂提取油脂,以取油率比较水剂提取油脂和溶剂提取油脂的得率之间的关系,衡量水剂提取油脂的可行性;通过皂化反应获得皂类为研究对象,采用微波裂解技术开展皂类脱羧制备烃类燃料,主要结论如下。
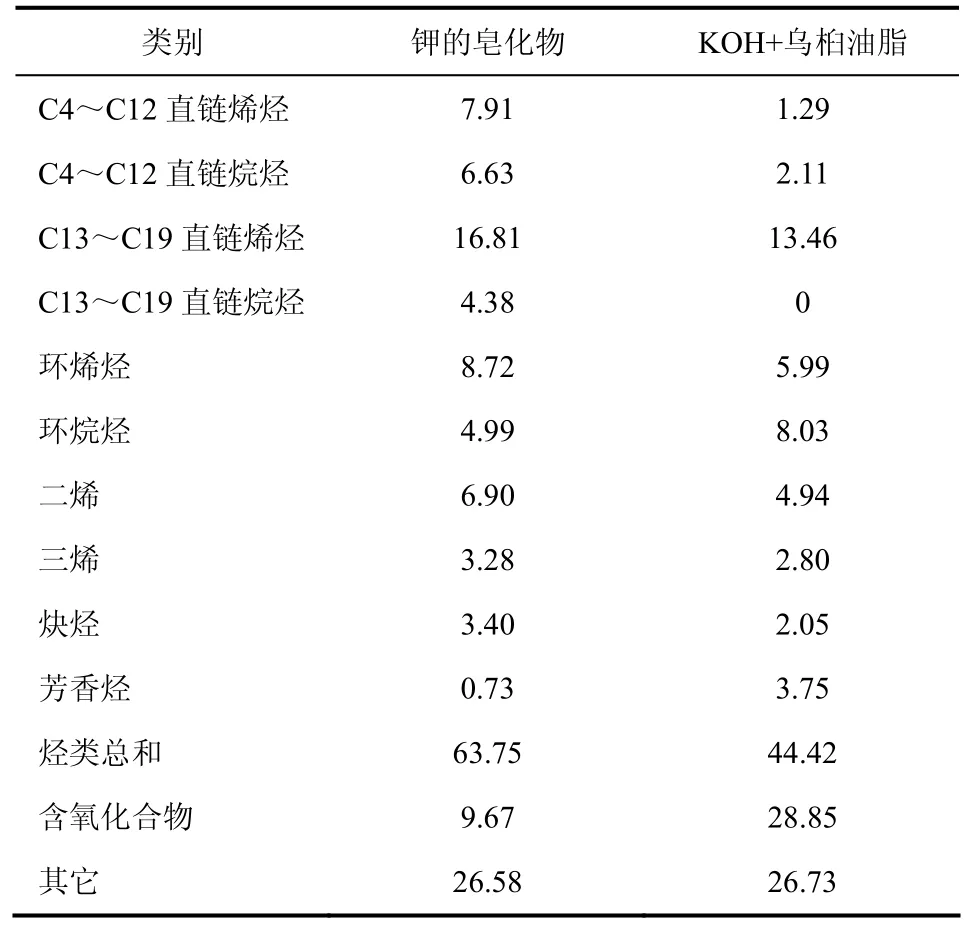
表2 钾的皂化物与KOH+乌桕油脂裂解液体产物比较
(1)水剂法提取油脂,彻底解决了制备工艺的环境污染问题,高压处理时间、pH值、料水比、烘烤时间、烘烤温度均会影响取油率,本实验中水剂提取油脂的得率达到60%以上,安全环保,在经济上具有可行性。
(2)微波裂解皂化物所得到液态产物一般都在60%以上,裂解液态产物的密度0.865 g/cm3,黏度2.73 mm2/s,与柴油的性质基本相似。乌桕籽油裂解液态产物中得到更多的是烯烃,显示反应系统内供氢能力贫乏。裂解液态产物中最高的一个峰是十五碳烯,证实微波选择性对皂化物的极性端确具有优先加热特性,钾的皂化物的羧基端由于极性强率先断裂,脱羧是皂类裂解的主要反应形式。
[1]Le Thi Hoai Nam,Tran Quang Vinh,Nguyen Thi Thanh Loan,et al.Preparation of bio-fuels by catalytic cracking reaction of vegetable oil sludge[J].Fuel,2011,90:1069-1075.
[2]王国清,曾清泉.裂解技术进展[J].化工进展, 2002,21(2):92-96.
[3]郭艳,王垚,魏飞,等.生物质快速裂解液化技术的研究进展[J].化工进展,2001,8:13-17.
[4]Yee Kian Fei,WuJeffrey C S,Lee Keat Teong.A green catalyst for biodiesel production from jatropha oil:Optimization study[J].Biomass and Bioenergy,2011,35:1739-1746.
[5]陈锋亮,钟耕,魏益民.废油脂预处理及制备生物柴油研究进展[J].化工进展,2006,25(8):871-874.
[6]张欢,孟永彪.用棉籽油制备生物柴油[J].化工进展,2007,26(1):86-89.
[7]黄世丰,陈国,方柏山.酯化及转酯化法制备生物柴油过程中催化剂的研究进展[J].化工进展,2008,27(4):508-514.
[8]Hanna Lappi , Raimo Alén.Pyrolysis of vegetable oil soaps——Palm,olive,rapeseed and castor oils[J].Journal of Analytical and Applied Pyrolysis,2011,91:154-158.
[9]Jeong-Geol Na,Bo Eun Yi,Ju Nam Kim,et al.Hydrocarbon production from decarboxylation of fatty acid without hydrogen[J].Catalysis Today,2010,156:44-48.
[10]Carioca J O B,Hiluy Filho J J,Leal M R L V,et al.The hard choice for alternative biofuels to diesel in Brazil[J].Biotechnology Advances,2009,27(6):1043-1050.
[11]Ayhan Demirbas.Competitive liquid biofuels from biomass[J].Applied Energy,2011,88(1):17-28.
[12]王一平,翟怡,张金利,等.生物柴油制备方法研究进展[J].化工进展,2003,22(1):8-12.
[13]韩伟,黄凤洪,杨湄,等.生物柴油低温流动性及改进方法研究进展[J].化工进展,2007,26(10):1395-1399.
[14]Eduardo Santillan-Jimenez,Tonya Morgan,Joseph Lacny,et al.Catalytic deoxygenation of triglycerides and fatty acids to hydrocarbons over carbon-supported nickel[J].Fuel,2013,103:1010-1017.
[15]Tonya Morgan,Eduardo Santillan-Jimenez,Anne E.Harman-Ware,et al.Catalytic deoxygenation of triglycerides to hydrocarbons over supported nickel catalysts[J].Chemical Engineering Journal,2012,189-190:346-355.
[16]蒙剑,许杰.乌桕生物质能源开发利用现状及产业化发展对策[J].黑龙江生态工程职业学院学报,2009,22(7):35-37.
[17]Ren Shoujie,Lei Hanwu,Wang Lu,et al.Biofuel production and kinetics analysis for microwave pyrolysis of Douglas fir sawdust pellet[J].Journal of Analytical and Applied Pyrolysis,2012,94:163-169.
[18]Arshad Adam Salema,Farid Nasir Ani.Microwave-assisted pyrolysis of oil palm shell biomass using an overhead stirrer[J].Journal of Analytical and Applied Pyrolysis,2012,96:162-172.
[19]王学辉,薛风照,李丹.和田核桃的水剂法提油工艺研究[J].中国油脂,2008,33(6):12-15.
[20]Alena Kubátová,Yan Luo,Jana Štˇávová,et al.New path in the thermal cracking of triacylglycerols (canola and soybean oil)[J].Fuel,2011,90:2598-2608.
[21]孙云.废食用油脂催化裂解制备燃料油的研究[D].南昌:南昌大学,2007.
[22]Lam Su Shiung,Russell Alan D,Lee Chern Leing,et al.Microwave-heated pyrolysis of waste automotive engine oil:Influence of operation parameters on the yield,composition,and fuel properties of pyrolysis oil[J].Fuel,2012,92:327-339.
[23]王允圃,刘玉环,阮榕生,等.微波裂解硬脂酸钠脱羧成烃机理研究[J].化学学报,2012,70(2):114-120.
[24]陈洁,蒋剑春,徐俊明.旋转锥式反应器催化大豆油裂解制备可再生燃料油[J].太阳能学报,2011,32(3):34-38.
[25]刘玉环,王允圃,王应宽,等.微波裂解光皮树油皂化物脱羧制备烃类燃料研究[J].农业机械学报,2012,43(2):106-111.
[26]Wang Yunpu,Liu Yuhuan,Ruan Rongsheng,et al.Production of high heat value fuels by microwave pyrolysis of microalgae oil soap under nitrogen environments[J].Advanced Materials Research,2012,347-353:2545-2550.
[27]Wang Yunpu,Liu Yuhuan,Ruan Rongsheng,et al.Production of renewable hydrocarbon fuels——Thermochemical behavior of fatty acid soap decarboxylation during microwave-assisted pyrolysis[J].Advanced Materials Research,2011,1:350-355.
猜你喜欢
润滑油(2022年5期)2022-10-22
花卉(2022年17期)2022-09-06
林业与生态(2022年5期)2022-05-23
应用化工(2021年2期)2021-03-12
中国油脂(2019年8期)2019-08-22
中国油脂(2019年3期)2019-04-29
现代园艺(2017年21期)2018-01-03
浙江农业科学(2017年5期)2017-06-21
食品科学(2015年12期)2015-01-05
油气田地面工程(2014年3期)2014-03-20