
中阶梯光栅金刚石刻划刀具受力分析
2013-10-10 03:23:16吉日嘎兰图
长春工业大学学报 2013年4期
吉日嘎兰图
(中国科学院长春光学精密机械与物理研究所,吉林 长春 130033)
0 引 言
机械刻划光栅是由刻划刀具劈型刃对光栅基底上的铝膜(或金膜)进行挤压、擦光,使其发生形变而形成阶梯形状规则刻槽的过程,且在刻划过程中不会产生切削现象[1-2]。光栅刻划过程示意图如图1所示。
在刻划大型光栅时,刻划刀具的使用寿命极为重要[3-6],天然金刚石由于其特殊的物理化学性能,具备了特有的抗磨损性能,从而成为各种光栅刻划刀具材料的首选。然而,金刚石晶体本身具有很强的各向异性性质,在不同的晶向及晶面上的耐磨性不尽相同,因此,金刚石光栅刻划刀具设计时首先考虑的是金刚石晶体在刀具刃口各位置的取向问题。
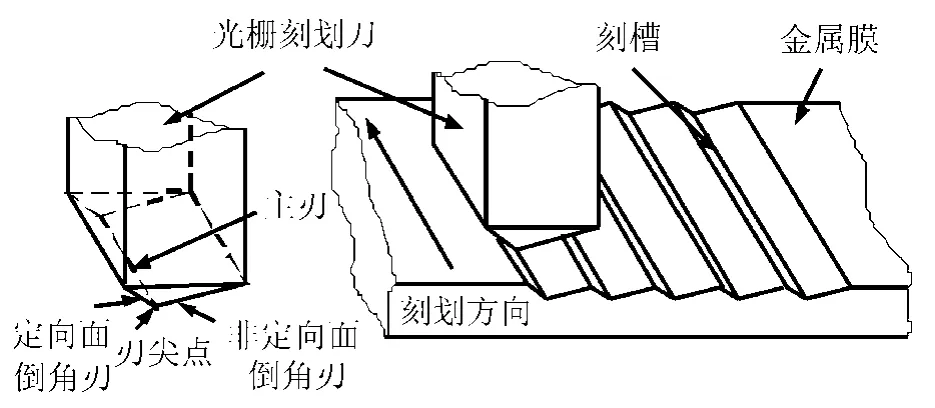
图1 光栅刻划过程示意图
光栅刻划刀具金刚石晶体取向取决于以下两个方面:
1)在光栅刻划过程中,光栅刻划刀具刃口各位置的应力分布情况;
2)金刚石晶体本身的各晶面及各晶向的抗磨损性能。
在其它材料表面微成型加工领域,如微切削、微铣削、纳米划擦等金刚石刀具刃口各位置的应力分布情况及其刀具刃口取向设计研究相关报道已越来越多。但是,国内外基于挤压、擦光模式加工成型的光栅刻划刀具刃口各位置的应力分布情况及其刀具刃口取向设计研究很少见到报道。金刚石光栅刻划刀具抗磨损性能即使用寿命是决定大型光栅的刻划制作成功与否的关键因素之一。鉴于此,从光栅刻划刀具刃口各位置的应力分布情况及金刚石晶体本身的各晶面及各晶向的抗磨损性能这两个方面出发,针对性地设计抗磨损金刚石光栅刻划刀具具有重要意义。
文中基于DEFORM有限元分析软件,从刀具刃口各位置在光栅刻划过程中对铝膜产生的应力分布情况来说明刀具刃口易磨损位置,为刻划大型光栅用抗磨损金刚石刻划刀具的研制提供了有效的理论依据。
1 光栅刻划刀具与铝膜相互作用方式及磨损形式
光栅毛坯是光学玻璃基底上蒸镀一层铬,再蒸镀一层铝膜(或金膜)的层状复合结构,其中铝膜(或金膜)为刻划层,铬层为过渡层,如图2所示。
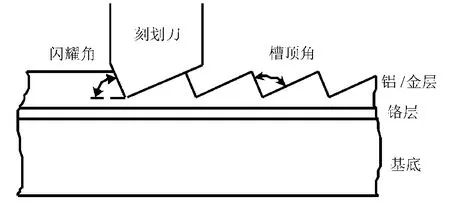
图2 光栅结构示意图
机械刻划光栅槽形是在铝膜(或金膜)上形成的,刀具各位置的应力分布也是由铝膜(或金膜)的屈服强度等材料力学性能决定的。光栅铝膜(或金膜)的蒸镀是在真空状态下进行的,铝膜(或金膜)材料的纯度为99.7%以上,蒸镀后的厚度在1~12μm范围以内,根据实际刻划光栅槽形而定。采用CETR纳米压痕仪测试的铝膜力学性能曲线如图3所示。
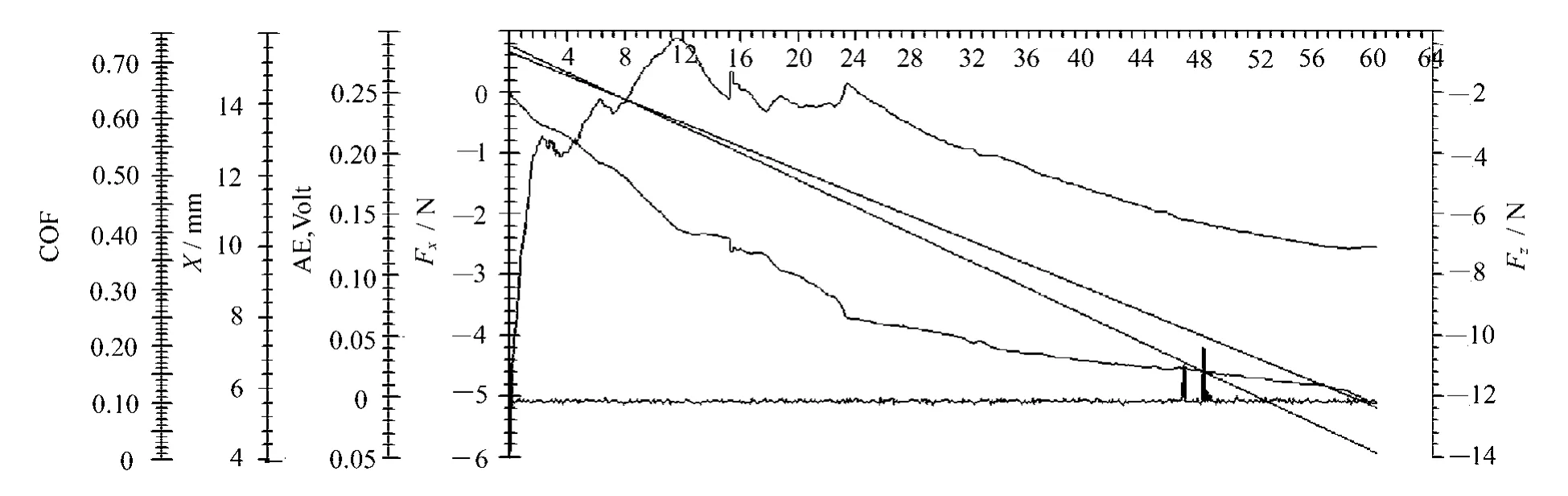
图3 纳米压痕仪测试的铝膜力学性能曲线
铝膜的部分力学性能参数见表1。
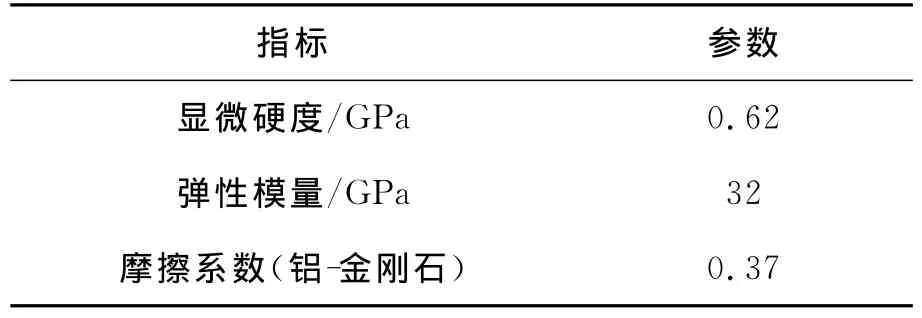
表1 铝膜的力学性能参数
从显微硬度的角度来说,金刚石最高显微硬度104GPa是铝膜显微硬度0.62GPa的上百倍,可见互相作用的两种材质的显著区别。
在光栅刻划过程中,金刚石刻划刀具在铝膜上低速(约20~100mm/s之间)挤压、擦光,挤压所施加的载荷非常小(约0.01~0.06N之间),且在光栅铝膜表层均匀涂一层透平油(汽轮机油),减小摩擦系数,提高擦光面的光洁度。另外,光栅刻划过程中,金刚石刀具与铝膜的相互作用基本不产生热。因此,光栅刻划刀具的磨损形式与其它微加工领域的刀具磨损形式不尽相同。光栅刻划刀具的磨损形式主要集中在刀具刃口4个位置,即主刃、定向面侧刃、非定向面侧刃、刃尖点。另外,由于铝膜蒸镀质量等原因也已造成刃口蹦口失效情况。在中国科学院长春光学精密机械与物理研究所刻划光栅时,最常见的光栅刻划刀具磨损形式如图4所示。
图4 光栅刻划刀最常见的磨损形式
2 金刚石光栅刻划刀具应力分析
为了从理论角度进一步说明光栅刻划过程中光栅刻划刀具刃口应力分布情况,以刻线密度为79gr/mm的中阶梯光栅(其参数见表2)为仿真分析目标,采用DEFORM有限元软件进行了相关的分析计算[7]。
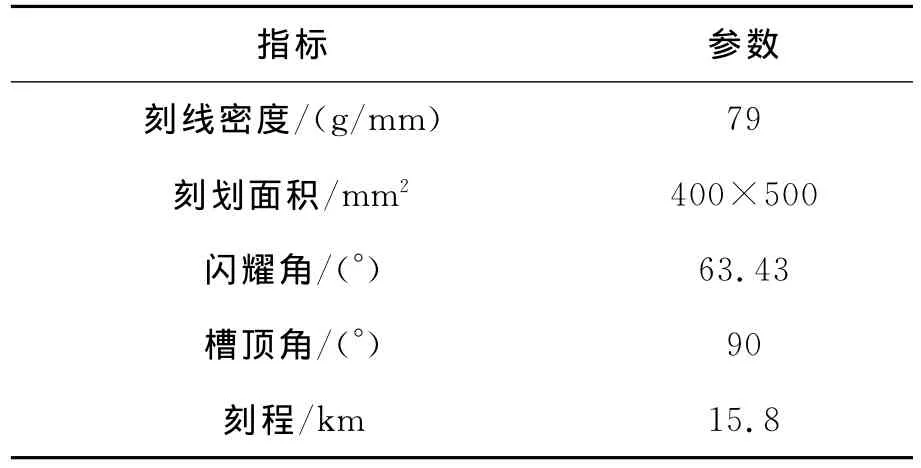
表2 中阶梯光栅参数
刀具材料属性设为刚体,铝膜属性设为弹塑性体,采用自适应网格,网格比例是1∶20,最小网格边长0.000 3mm。通过DEFORM有限元软件计算获得的刻线密度为79gr/mm的中阶梯光栅刻划刀具刃口在铝膜上产生的Z向应力分布情况如图5所示。
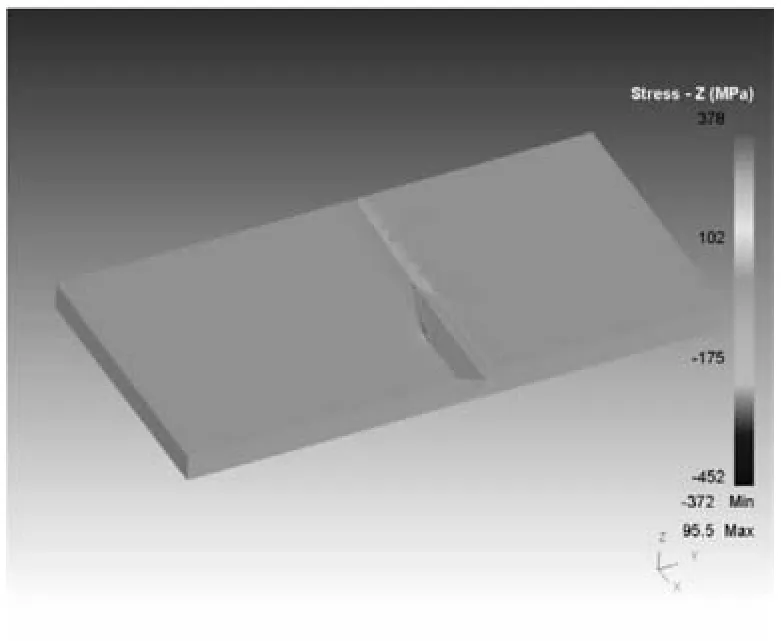
图5 刃口在铝膜上产生的Z向应力分布
具体数据见表3。

表3 刃口在铝膜上产生的应力
从刀具刃口各位置在光栅刻划过程中对铝膜产生的应力分布情况来看,Z向应力(即刀具受重力载荷方向的应力)最大处出现在刃尖点及非定向面侧刃在铝膜对应的位置上,其数据达到-372MPa。
刃口在铝膜上产生的X,Y向的应力数值很小,其最大应力约在±50MPa左右,故光栅刻划刀具设计时基本不用考虑这两个方向的磨损。
3 结 语
根据以上DEFORM有限元分析软件计算结果,结合光栅刻划刀具实际磨损形式,设计刻划线密度为79gr/mm的中阶梯光栅刻划刀具时,应将金刚石晶体的抗磨损性能最好的晶面设置于刃尖点及非定向面侧刃上,将抗磨损性能最好的晶向设置于光栅刻划方向。
通过分析光栅刻划刀具与铝膜相互作用方式及磨损形式,并从理论角度计算光栅刻划刀具刃口各位置对铝膜产生的应力分布,从而确定刀具刃口易磨损位置,最终结合金刚石晶体的各向异性性质,设计抗磨损金刚石刀具刃口取向是提高光栅刻划刀具使用寿命的一种有效方法。采用DEFORM有限元分析软件计算光栅刻划刀具刃口各位置对铝膜产生的应力分布方法,为金刚石刀具刃口晶体取向方案设计提供了有效的理论依据。
[1]M C Hutley.Diffraction gratings[M].New York:Academic,1982.
[2]LI Ying-hai,Bayanheshig,QI Xiang-dong.The manufacture of ultra-precision diamond tool used the diffraction grating ruling[J].Microfabrication Technology Processes,2006,12:15-17.
[3]LI Ying-hai.Diamond diffraction grating ruling tool[J].Opt.Precision Eng.,1996,4(3):81-84.
[4]D A Davies,G M Stiff.Diffraction grating ruling in australia[J].Applied Optics,1969,8(7):1379-1384.
[5]R George Harrison.The production of diffraction gratings:II.The design of echelle gratings and spectrographs[J].Journal of the Optical Society of America,1994,39(7):522-528.
[6]ZHU Shao-ji,ZOU Hai-xing,BAO Xue-cheng.Diffraction gratings[M].Beijing:Machinery Industry Press,1986.
[7]Anon.Scientific Forming Technologies Corporation[C]//DEFORMTM 3DVersion 10.1User’s Manual.2007-08-18.
猜你喜欢
金刚石与磨料磨具工程(2021年5期)2021-11-06 08:19:30
陶瓷学报(2021年4期)2021-10-14 08:57:58
制造技术与机床(2017年7期)2018-01-19 02:29:55
数学物理学报(2017年2期)2017-06-05 09:12:34
山东工业技术(2016年15期)2016-12-01 05:30:44
高师理科学刊(2016年8期)2016-06-15 20:27:46
湖南城市学院学报(自然科学版)(2016年4期)2016-02-27 14:02:41
湖南大学学报·自然科学版(2014年3期)2014-12-30 08:20:03
物理与工程(2014年4期)2014-02-27 11:23:08
扬子江诗刊(2011年2期)2011-08-15 00:49:20
