
大型焊割回转变位机的结构设计
2013-10-08 11:38中国有色沈阳冶金机械有限公司辽宁110141刘红枫
金属加工(热加工) 2013年24期
中国有色(沈阳)冶金机械有限公司 (辽宁 110141) 刘红枫 黄 浩
1.概述
球磨机、混合机适用于大型黑色金属矿石破碎及筛选。球磨机是选矿过程中的主体设备,可将大块的矿石粉碎成可以用来筛选的小规格矿石。球磨机主要由进料部、进料端部、筒体部、主轴承部、出料部、出料端部及传动部等部分组成,其中筒体部是烧结机的重要组成部分;混合机是选矿的重要设备,它主要是由大齿圈装配、挡辊装置、托辊装置、滚筒装配及小齿轮装配等组成部分。球磨机是通过筒体与法兰,再将法兰与端盖连接起来;混合机的筒体和齿圈架也是通过焊接完成连接,所以焊接质量的好坏直接影响着球磨机及混合机的使用寿命。
以往我公司在生产过程中,很多筒体的坡口都是利用刨边机刨成。但由于刀具行程问题,混合机的部分带过渡坡口的筒节、齿圈架及磨机法兰等无法在刨边机上刨出;而人工切割的质量无法达到均匀度,故选择立式车床进行加工保证坡口质量。但由于立车的选择,不但使加工成本及周转的费用大大提高,增加了大量的成本,而且操作者在焊接过程中需一边焊接一边绕着筒体、法兰、齿圈架旋转,因焊接位置为横焊,增加了焊接难度,故导致焊缝处会出现气孔、夹渣,甚至出现裂纹等重大焊接缺陷,严重影响产品质量及使用寿命。
焊割回转变位机的研发成功,有效解决了筒体法兰基齿圈架焊接过程中的回转、焊接及坡口的焊割问题,为筒体加工的高质、高效提供了技术保障。
2.变位机结构设计
变位机采用座式结构,由底座、液压倾翻机构、机械倾翻机构、齿轮传动机构、回转工作台、机架、定位锁紧机构、导电装置和电控系统等部分组成。整机设计承载和驱动能力为25t,采用液压、机械双举升倾翻结构形式,工作台最大可倾翻角度20°,工作台360°回转,满足φ5000~φ6000mm筒体及齿圈架周圈焊接需要,图1为焊割变位回转机结构示意。

图1
(1)机架和底座设计 机架和底座设计为框架式结构,由优质钢板及型钢焊接而成,焊后经整体退火去应力处理再进行机械精加工,以保证整体刚性、强度和长期使用不变形。机架起支撑变位机自身重量和承载工件负荷的作用,并将重量分散、均匀地传递给地面。
(2)回转工作台设计 工作台为结构钢件,盘面为基本盘面加支撑腿结构,可满足最大φ5500mm工件焊接变位使用。工作台具有足够的强度和刚性,通过回转支承固定在翻转支架上。回转支承选用德国HRS公司合资生产的重载型带齿圈的专业回转体,承载能力大,可以承受较大的冲击载荷;回转支承带有齿圈,可通过齿轮与之啮合进行传动,将电动机输出转矩传递给回转支承,实现工作台带动工件旋转,且回转精度高。工作台面加工有放射性的8条T型槽,用于安装固定工件支承架或相关工装夹具。图2为工作台结构示意。

图2
(3)倾翻装置的设计 工作台翻转采用液压系统驱动,利用液压缸推动工作台支架绕翻转铰链机构旋转实现工作台部件(包含工作台、回转支撑、回转驱动系统等)绕固定支点翻转,已达到变换工件位置的目的。翻转转轴端部还设有量角器,以便操作工观测、调节工件倾斜角度。液压和机械双重锁紧,在液压缸将工件举升至20°时,通过把机械支承臂的插销插上,起到安全双重锁紧的目的,图3为倾翻机构结构示意。

图3
(4)回转驱动装置的设计 回转驱动系统由驱动电动机、减速机、回转小齿轮及回转支承等部分组成;减速机安装于工作台背面,在翻转过程中随工作台一起翻转;回转动作设计为变频调速回转,操作工可通过手控盒进行翻转、回转方向控制,回转速度调节和观测,以保证焊接过程顺畅进行。减速系统采用摆线针轮减速机和蜗轮蜗杆减速机组合而成。既体现减速系统的高效率,又具有良好的自锁定位功能。驱动电动机选用制动电动机,在工厂突然断电时可有效防止在断电情况下工作盘的自锁;多重保险能在较大程度上保障人员安全及设备安全。
(5)定位夹紧装置设计 工装夹具是工件与变位机相连的中间过渡连接部件,一端与变位机的回转盘固定,另一端用于装夹固定工件。工装夹具采用丝杆螺母副结构形式,该套夹具安装在变位机工作盘面的T型槽内,可根据需要在T型槽内滑动并固定,以满足工件直径范围的变化和对工件的装夹。夹具双重保护,通过插销和预留孔可防止夹具滑块因丝杆失效在轴线方向的窜动,图4为定位夹紧装置结构示意。
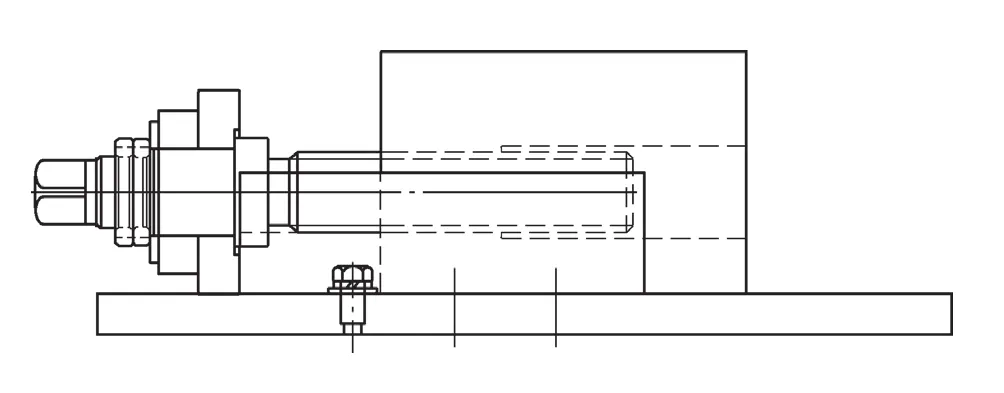
图4
3.结语
该大型焊割回转变位机结构设计缜密,操作使用方便,符合现代化生产中筒体直径大、坡口切割形式复杂、焊割质量高标准需求,使原来球磨机筒体法兰、混合机筒节、齿圈架只能通过大型立车才能完成的精度,现在可以利用焊切割来完成,降低了生产成本。采用该焊割回转变位机,使原来操作者绕工件旋转、调整角度焊接,改为工件旋转、翻转,不仅保证了焊接质量,而且满足了快节奏的产品加工需要。现该变位机应用于公司的焊接车间,取得良好的加工效果。(20131010)
猜你喜欢
防爆电机(2022年2期)2022-04-26
石油化工建设(2019年6期)2020-01-16
经济技术协作信息(2018年8期)2019-01-14
时代汽车(2018年12期)2018-06-18
制造技术与机床(2017年11期)2017-12-18
新疆钢铁(2015年1期)2015-11-07
云南畜牧兽医(2015年4期)2015-02-28
建筑机械化(2015年7期)2015-01-03
当代畜禽养殖业(2014年5期)2014-08-31
当代畜禽养殖业(2014年2期)2014-08-22
