
基于PLC及工业以太网混合模型的污水处理自动控制系统
2013-10-08 03:03白辉
中国科技信息 2013年17期
白辉
神华准格尔能源有限责任公司 010300
1 概况
随着工业自动化技术的飞速发展以及工业产品价格的降低,PLC和组态软件的应用范围和使用规模越来越大,大大加快了我国工业自动化的进程。污水处理工艺过程连续且流程之间相互影响,通过各类在线仪表的数据分析及判断,直接形成控制设备运行的控制信号。PLC控制系统以其优良的控制性能可以大大减轻实际操作负担。创造适合自己污水处理工艺的自动控制系统,使污水处理工艺流程按最优设计方案运行就显的尤为重要。同时通过视频监控系统、上位机报警系统可以及时监控现场设备及工艺系统的运行,实现多个无人值守车间,可以有效节约人力资源节约,并在设备轮换上实现远程控制,全面提升系统运行能力,加强系统运行的可靠性。
2 自动控制系统在污水处理中的实例
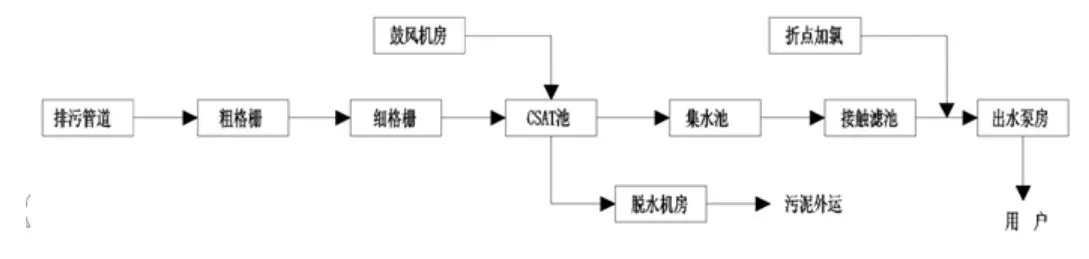
薛家湾污水处理厂扩建工程设计处理水量为20000吨/天,全部为生活污水,污水采用的是全密闭管道收集,经过三年的运行,现在污水处理达到了设计负荷的90%,使用循环式活性污泥处理工艺,工艺流程如下:
薛家湾污水处理厂扩建工程自动控制系统通过PLC以及工业计算机的方式对整个污水处理厂进行设备控制和监控,辅助监控系统是设置在各个无人值守车间的视频监控系统。设置一个中央控制室和4个PLC现场控制站、6个视频监控摄像系统、3套13个在线监测仪表。分为管理层(中控室操作站),控制层(PLC控制站)和监测层(现场检测仪表、视频监控系统),中央控制室与现场通过以太网及TCP/IP通信总线形成通讯。
当设备处于就地控制时,PLC设备只监测设备的运行状态,现场设备只有操作人员在设备现场才可以进行启停,上位机无法对其进行操作。在自动状态下,中央控制室还具有自动和远程手动两种控制模式,当处于自动控制下时,全厂设备完全由PLC相关软件和硬件发出指令进行运作。中控室只是起到监测设备运行状态的作用。再设计阶段使用的是现场仪表数据实现控制,但在实际运行过程中,由于现场仪表数据波动太大,频繁启停设备,对设备及工艺系统有极大的损坏,所以在实际运行过程中采用了时间控制的方式,来实现对工艺系统的全方位控制。当出现故障报警时程序自动停止运行,发出故障报警,所有设备及工艺系统由自动变更为远程手动。中控室人员需要上报相关检修人员对故障部位进行修理。故障解除之后,重新恢复到自动状态。当处于远程手动控制模式下时,中控室人员可以通过上位组态软件控制现场设备的启停。
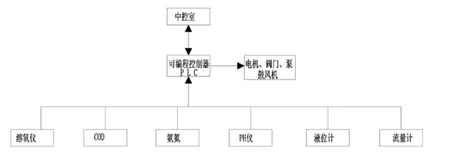
图1 分布控制系统示意图
2.1 中控室
本污水厂以工业计算机作为上位机应用于控制系统,提供一种良好的人机界面,减轻操作人员的负担,提高管理水平。本控制系统设有一个中控室属于管理层,内有一面模拟屏和两台计算机操作员站,模拟屏显示的是全厂整个污水处理工艺流程及主要在线仪表数据,可以对全厂设备运行状态进行监视,其中组态软件为组态王6.53,两台工业计算机操作站互为备用,它们均可各自单独完成整个工艺过程的监控。在实际运行过程中,一台为操作用计算机、一台为监控用计算机,无论是数据备份还是操作过程完全一致,中控室操作站具有以下功能:
(1)显示全厂设备运行状态,包括阀门开关状态,水泵启停状态等。显示工艺流程的动态参数,包括进水COD、进水浊度、进水总磷、进水氨氮、进水流量、CAST溶解氧、CAST液位计、集水池液位计等在线仪表数据。显示相关参数趋势。对所采集的在线数据形成报表。
(2)打印报警记录和检修维护记录等。
(3)报警设置有优先管理,报警包括闪烁和声音,可以有效提醒操作人员对其采取措施。而且设置优先管理级别普通操作人员无法对数据进行清零及修改等操作。
(4)实现编程、组态和修改等,操作员站装有功能强大的上位软件,以便能方便、直观的组态和编程。
组态软件用来操作现场设备,监控画面和图形管理,通过PLC程序来对各数据进行储存和管理,图形界面包括6个部分:预处理、CAST池、深度处理单元、报表、报警、曲线、各工艺画面有全厂的所有厂房设施和管道流向,分别用不同颜色和形状来表示。报警和报表有储存功能,可以对数据进行保存,为处理工艺提供适当的参数。组态软件编程充分实现可视化、简洁化、美观化、操作简单化,通过编程充分实现组态王软件与PLC系统的连接功能,同时为操作人员提供简洁明了的操作界面。
2.2 PLC控制站
污水处理过程的PLC系统的主要特点是开关量多,模拟量少,除在线仪表的相关数据使用模拟量转换为4-20mA电流信号,其余包括水泵、阀门等设备的启停都是通过开关量控制的,根据本污水处理厂的生产工艺和生产控制要求及现场情况,设有4个现场PLC控制站,包括预处理PLC控制站,CAST池、鼓风机房、接触滤池及出水泵房PLC控制站,污泥脱水系统及加氯间PLC控制站。通过PLC控制站可代替常规设备如按钮、信号灯、数显表,并具有报警功能。每个PLC控制站均由电源、CPU模块、以太网模块、远程接口模块、热备模块、数字量输入输出模块、模拟量输入输出模块组成,每个PLC控制站均采用相同的编程方法,有利于整个程序的编写和扩展。PLC工作为循环工作法,每个周期对输入端口和输出端口进行一次扫描,最后确定设备的启停和模拟量的数值。然后把扫描所得数值通过modbus传送到上位机进行设备状态监视。完成数据曲线显示和报表打印。并通过相关数据来确定合适的工艺流程。
系统采用CPU双机结构、电源冗余结构、通讯控制器冗余结构,远程通讯采用双电缆同轴电缆。
系统中每个主站都有相同的配置,二者通过光纤连接,系统运行时,其中一个主站作为主机,另一个主站自动成为备机,主备转换通过热备模块和光纤来实现,若主机运行过程中出现故障时,系统自动切换到备机,此刻备机成为主机,主机变成备机,待故障经操作人员检查修复后,备机才可以投入使用。从而保证系统整体安全可靠。
主站和远程站通过同轴电缆通讯,连接主站和远程站的RIO模块,同轴电缆采用冗余方式,当其中一条电缆发生故障时,另一条可以完成数据通讯,因此保证了通讯的不间断,使得现场数据能实时传递到主站而后传递到操作站。整个系统在某一处出现故障时不受影响,安全生产不停机,提高系统自动化水平。
2.3 现场测量仪表
本污水处理厂的主要在线测量仪表如下:
2.3.1 进水口
进水口仪表如下:进水流量计、进水氨氮、进水COD、进水总磷、PH仪、浊度及温度仪。
2.3.2 CAST池
CAST池仪表如下:溶氧仪、温度仪、CAST池液位计
2.3.3 出水口
出水口仪表如下:出水流量计、出水氨氮、出水COD、余氯测量仪
其中溶解氧测量CAST池内溶解氧量,让溶解氧量转换为4mA~20mA电流,电流信号传递到鼓风机房三台鼓风机变频器上,从而控制变频器频率,达到控制鼓风机风量的目的,其他在线仪表把测量数据实时传递到中控室上位机,并形成报表储存。
3 运行中存在问题
本污水处理厂在实际运行过程中,维修质量及维修速度成为了决定系统可持续的关键因素,所以充足的备品备件及维修人员技术素质成为了系统可靠运行的重要保障,但由于管理体制及人员年龄层次等温体,这一现象长期存在,有缓解但没有最终解决,这也成为了限制企业健康发展的不利因素。
4 结语
薛家湾污水处理厂扩建工程到现在已经运行四年,其控制系统运行良好,在出现故障时能够及时发现故障位置及故障原因,通过在线仪表可以提供有效的水质水样数据,从而为后续工艺的确定提供有力参考。由于其具有设计简单、投资少、控制效果好、易维护、故障率低等优点,很适合中小型污水处理厂采用。
猜你喜欢
河北农机(2020年10期)2020-12-14
科技风(2019年31期)2019-12-05
重庆与世界(2019年10期)2019-11-25
中国电气工程学报(2019年3期)2019-09-10
建材发展导向(2019年11期)2019-08-24
中国资源综合利用(2017年4期)2018-01-22
中国资源综合利用(2017年3期)2018-01-22
凿岩机械气动工具(2017年2期)2017-07-19
无人机(2017年10期)2017-07-06
海峡科技与产业(2016年3期)2016-05-17
