
三菱M70系统PLC窗口功能在夹臂式刀库上的应用
2013-09-28 13:19李洪波
制造技术与机床 2013年8期
李洪波 黄 琳
(大连大森数控技术发展中心有限公司,辽宁大连 116023)
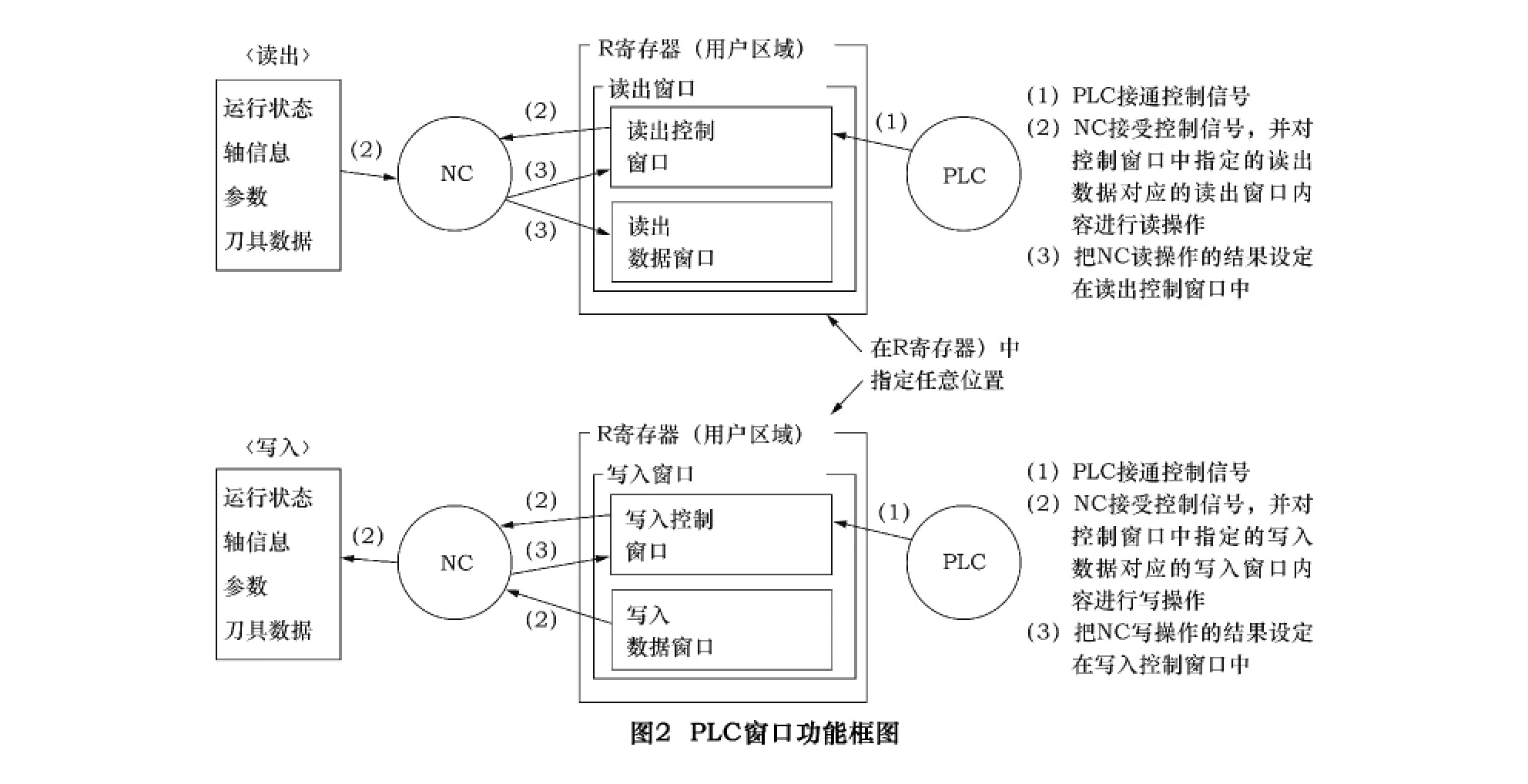
从M60系列的直接数据总线(DDB)功能,到M70/M700系列的PLC窗口功能,三菱数控系统提供了一种使PLC直接读取或写入NC数据的方法,通过对R寄存器的分配,读出或写入NC的运行状态、轴信息、参数、刀具数据等。该功能实现了PLC与NC数据的实时交互,在实际应用中可进行轴负载显示、轴位置坐标读取等。

钻铣中心,又称钻攻中心或攻牙机,是以高速钻孔、攻丝和铣削为主的加工机床。这类机床通常采用夹臂式刀库,如图1所示,依靠Z轴上下移动进行还刀和取刀,由于省略气缸等辅助机构和中间环节,使得换刀速度极快,平均换刀时间不到2 s。与斗笠式和机械手刀库略有不同,为保证换刀和加工安全,夹臂式刀库需要实时读取和判断Z轴机械位置。
1 夹臂式刀库换刀特点
区别于斗笠式刀库的刀盘进/退和松/夹刀,以及机械手刀库的刀套上/下和松/夹刀,夹臂式刀库省掉了这些环节,因此,换刀速度较快。一般其换刀流程如下:换刀指令发出后,首先判断Z轴位置位于第1参考点下方,然后主轴定向,Z轴升到第2参考点位置(完成还刀),刀盘转到预选刀位,Z轴再降到第1参考点(完成选刀)。如果换刀指令发出后,判断Z轴位置位于第1参考点上方,出于安全考虑,换刀指令不执行。这里需对Z轴当前机械位置的准确读取和判断。
通过PLC窗口功能,可以实时读取Z轴当前位置的机械坐标值和第2参考点的机械坐标值,并在PLC中对这两个坐标值进行比较,判断Z轴当前位于第1参考点的上方或下方,即是否处于换刀安全位置。
2 PLC窗口功能的PLC编写
图2所示是PLC窗口功能的执行框图。
(1)PLC窗口功能的寄存器设定和功能准备
这里,我们分配“当前Z轴机械坐标值”读出控制窗口的控制信号从寄存器R9400开始,分配“Z轴第1参考点机械坐标值(#2037参数)”读出控制窗口的控制信号从寄存器R9416开始,对应PLC的编写如图3所示。
(2)读取当前Z轴机械坐标值
参照PLC窗口功能的大、小区分编号表,大区分编号37代表第1~3轴在机械坐标系中的当前位置,小区分编号2代表机械位置,读取轴为第3轴(Z轴),因此,对应PLC的编写如图4所示。


(3)读取Z轴第1参考点机械坐标值(#2037参数)
参照PLC窗口功能的大、小区分编号表,大区分编号95代表第1~3轴的原点返回参数,小区分编号K2037代表#2037参数,即第1参考点位置参数,读取轴为第3轴(Z轴),因此,对应PLC的编写如图5所示。
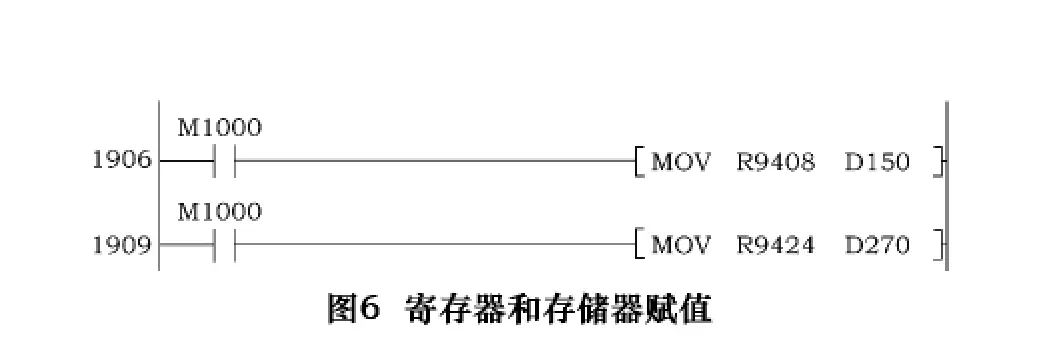
(4)将寄存器值赋值给D存储器
为了方便PLC顺序控制中的数值比较,将当前Z轴机械坐标值和Z轴第1参考点机械坐标值(#2037参数)的寄存器值分别赋值给数据存储器D150和D270,如图6所示。

(5)Z轴当前机械位置比较
将当前Z轴机械坐标值和Z轴第1参考点机械坐标值(#2037参数)进行比较,当前Z轴位置位于第1参考点上方时,中间地址M116输出,如图7所示。
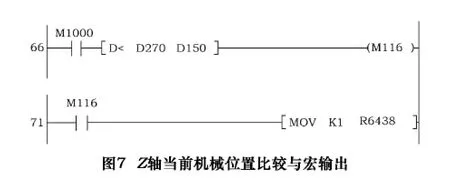
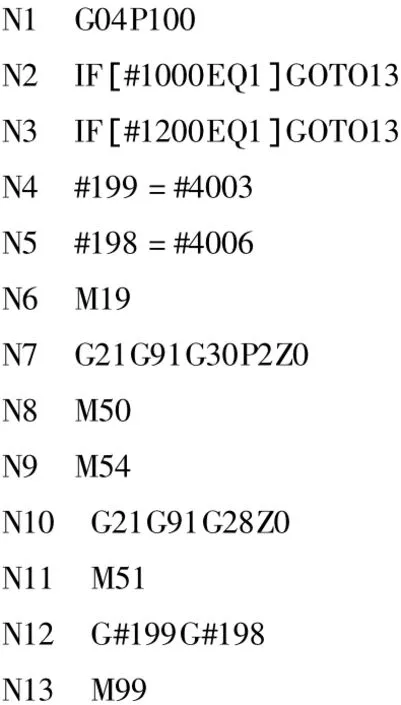
当Z轴位于第1参考点上方时,不允许换刀,宏程序中对应处理如N3单节所示,当M116输出时,寄存器R6438置1,对应的#1200变量为1,宏程序直接跳转到结束,不执行换刀动作。同理,也可以在PLC或宏程序中做相应的报警信息提示。
换刀宏程序:
3 结语
三菱M70数控系统的PLC窗口功能,可以直接读取和写入NC数据,本文应用PLC窗口功能,实现对Z轴位置的实时精确读取,并以夹臂式刀库为例,说明其工作原理和使用方法。通过对PLC窗口功能的灵活应用,可以设计出功能更加完备的数控系统PLC和控制用宏程序。
[1]三菱电机.M700/M70系列设定说明书.IB -1500110-E[Z].
[2]三菱电机.M700/M70系列使用说明书.IB -1500878-A[Z].
[3]三菱电机.M700/M70系列 PLC 接口说明书.IB -1500276-D[Z].
[4]三菱电机.M700/M70系列 PLC 编程说明书.IB -1500279-D[Z].
猜你喜欢
智能制造(2021年4期)2021-11-04
湖北农机化(2020年22期)2021-01-18
探索科学(学术版)(2019年8期)2020-01-17
制造技术与机床(2019年10期)2019-10-26
消费导刊(2019年3期)2019-01-28
农业与技术(2018年18期)2018-12-18
制造技术与机床(2017年11期)2017-12-18
自动化学报(2017年2期)2017-04-04
郑州大学学报(理学版)(2013年3期)2013-03-11
物理教学探讨(2009年7期)2009-06-08
