基于NX的DMG CTX310车铣复合机床的后处理开发
2013-09-27 03:24李琳琳韩立洋
制造技术与机床 2013年10期
李琳琳 韩立洋
(苏州工业园区职业技术学院,江苏苏州 215021)
NX软件的CAM模块具有强大的自动编程功能。从理论上讲,它生成的刀轨文件经后置处理变成NC程序后即能控制数控机床运动,但由于数控机床的控制器不同,对NC程序格式要求就不同,所以,这些程序往往不能直接控制机床。常用的解决方法是利用NX/POST后处理器,将刀轨文件转换成特定机床控制器能够接受的NC程序格式。
DMG CTX 310 eco机床配备FANUC 0i-TC系统,带有12刀位的VDI 30刀塔,其中可以选配含6个动力刀位的动力刀塔。主轴可与动力刀具配合,用作C轴。该车铣复合机床在执行铣加工时,由动力头夹持刀具,实现复杂工件的加工。为了将其功能充分发挥出来,需要针对该机床开发特定的后处理器。
1 实现方案
由于车铣中心在车加工和铣加工时是独立完成的,因此可以分别处理车和铣的后处理,其中一个为主后处理器,然后用链接技术将车后处理和铣后处理进行集成。在进行后处理时,系统会自动区分加工类型是车还是铣,然后再决定调用哪个后处理器进行后处理。
其中,将车削模式和铣削模式进行链接是关键的问题。解决的方案是,将一个切削模式,通常是铣模式,作为主后处理器,再利用MOM_head命令来判断,当该事件被触发后,将根据HEAD事件传递的mom_head_name变量的值决定要调用哪个后处理器。
对于上述方案的实现,可借助NX的辅助工具Post Builder来完成。
2 实施过程
2.1 铣削模式后处理器的创建
由于Post Builder中建立车铣中心的后处理选项只有铣削模式中的3—Axis Mill-Turn(XZC),所以将铣削模式作为主后处理器。
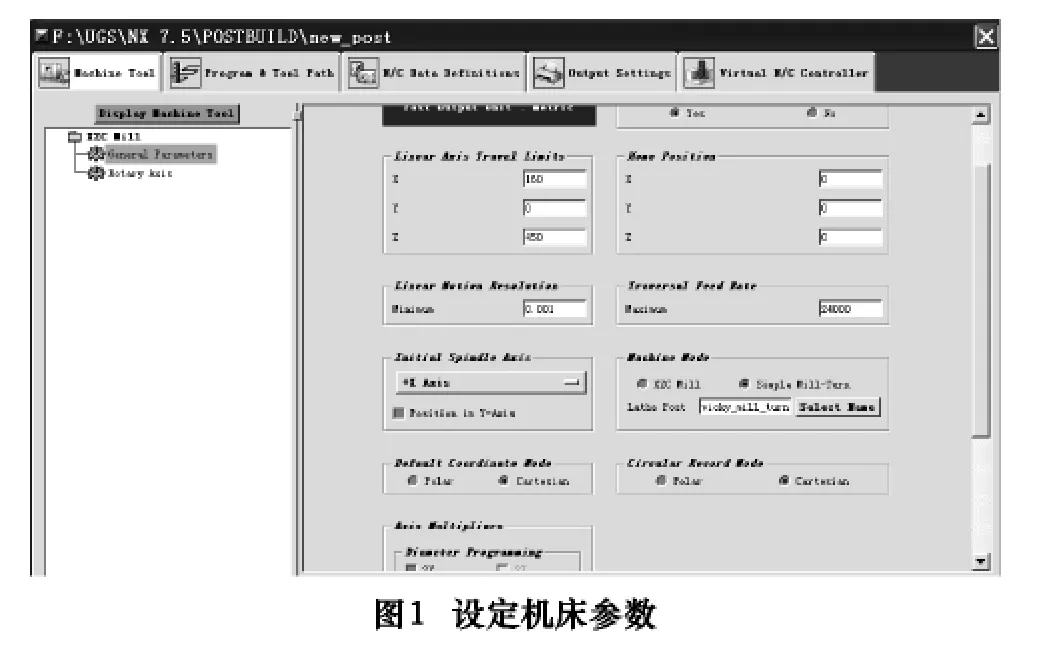
2.1.1 设定机床参数
根据DMC CTX310的机床参数设定主后处理器的General Parameter,如图1所示。
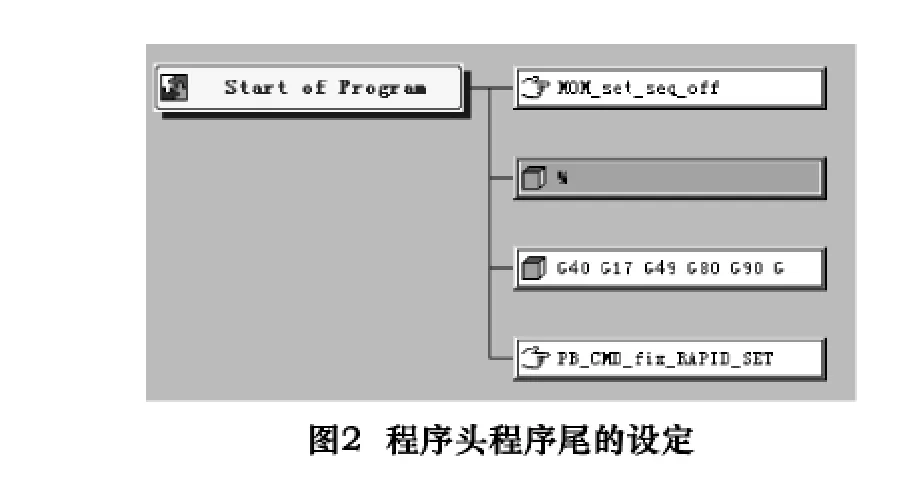
2.1.2建立程序头和程序尾
由于开始和最后调用的后处理器是不确定的,所以复合机床的后处理只会输出主后处理器的Start of Program和End of Program事件,从而避免对所有后处理器进行相同的程序头和程序尾的设置。
根据FANUC0i-TC系统的指令格式来设定程序头和程序尾选项,建好如图2所示。
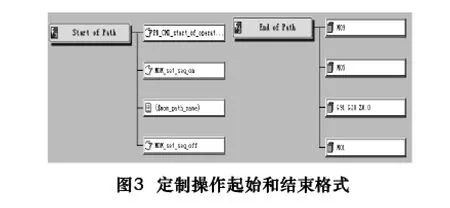
2.1.3 定制操作起始和结束的格式
在操作起始格式中,删除fouth_axis fifth_axis内容,添加序号打开和关闭控制行,添加刀轨信息。在结束格式中,添加 M09、M05、M01 及 G28 Z0.0,并强制输出。建好格式如图3所示。
2.1.4 创建后处理文件
在Post Builder菜单栏中选择Utilities/Edit Template Posts Data File命令,将上述设定好的后处理器加入后处理模版文件中,并替换原始模板。
2.2 车削模式后处理器的创建
车削模式后处理器的设置类似铣削模式,这里不再赘述。
2.3 链接
主后处理器根据HEAD事件是否触发来决定调用哪种加工模式。在CAM中,HEAD事件应定义在组(Group)上,而不能定义在操作上。可以先将刀具分成车模式的Group和铣模式的Group,再分别车和铣上定义HEAD事件,这样可以更清晰地判断和调用不同的加工模式。
2.4 用户化后处理
通常Post Builder能够生成符合机床控制系统要求的NC程序,也可以利用TCL语言建立用户自定义命令(Custom Command),从而实现一些用户化要求的定制。
2.4.1 在NC程序尾添加加工时间
如果能够知道程序实际加工时间,可以有针对性的加以改进,提高加工效率,也便于工时统计。可以在Program End Sequence节点中,输入以下用户化命令:

处理结果如图4所示。
2.4.2 换刀附属事件
在NC程序执行时,当出现刀具更换时,如果要实现主轴停转、冷却液停止,通常通过M05和M09来解决,但只能实现在每个操作中出现这些事件,可以建立下面的用户自定义命令进行优化:
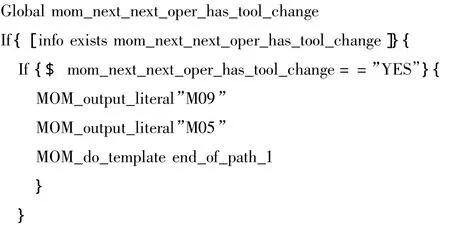
将其加入OperationEnd Sequence下的End of Path节点中到这样,M09和M05出现在换刀前,如果不换刀则不出现。
按照上述方法,还可以添加后置到指定文件夹、显示当前程序大小等用户化后处理。
3 结语
经测试,该后处理器生成的数控程序,可以直接控制CTX310车铣中心(FANUC 0i-TC系统)的运动。用相似的开发思路也可以实现对其他系统机床的后处理开发。
[1]夏爱宏等.基于NX复合机床后处理器开发与应用[J].机械设计与制造,2010(8):69-70.
[2]张海军等.基于UG/Post创建数控系统后处理器[J].现代机械,2008(3):78-80.
[3]张磊.UG NX6后处理技术培训教程[M].北京:清华大学出版社,2009.
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
中国设备工程(2022年12期)2022-07-11
今日农业(2020年20期)2020-12-15
商品与质量(2019年34期)2019-11-29
计算机系统应用(2019年3期)2019-03-11
制造技术与机床(2019年2期)2019-03-06
能源(2018年10期)2018-12-08
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
中国信息化·学术版(2013年1期)2013-05-28