应用PDCA实现湿度敏感器件的有效控制
2013-09-19 01:31:26胡德春夏叶峰
电子与封装 2013年4期
胡德春,夏叶峰
(上海贝尔股份有限公司,上海 201206)
1 引言
电子产品的广泛应用使人们对电子产品可靠性的要求也在不断提高;同时电子元器件小型化、集成化和封装技术的革新使得湿敏器件的应用越来越广泛,所有这些使得电子产品制造行业中MSD问题越来越突出,已经成为影响产品可靠性的重要因素。相对于电子产品制造过程中ESD的认识和防护,企业普遍都对MSD问题缺乏理解和有效控制。
作者在审核多家SMT制造工厂过程中发现,企业在MSD控制中存在很多问题,主要集中在以下几点:(1)MSD控制程序文件不符合MSD控制标准J-STD-033B,程序文件过于简单,对MSD的作业、运输、存储和包装没有详细定义;(2)材料仓库中MSD器件与其他器件混放在一起;(3)MSD暴露在空气中,没有真空封装;(4)SMT流水线开封的MSD包装上没有粘贴MSD管控标签;(5)存放MSD器件的干燥箱,温度和湿度超标;(6)SMT车间环境的温度和湿度没有监控的记录;(7)缺少湿敏器件的清单;(8)相关员工没有MSD的培训记录。所有这些问题都折射出企业在MSD管控过程中的缺陷和不足,制造出的产品会存在MSD失效的风险,直接影响产品的可靠性。
针对企业在MSD控制中存在的问题,可以应用PDCA循环全面质量管理的思路,来实现对MSD的有效控制,PDCA循环的原则即策划(Plan)、实施(Do)、检查(Check)、处置(Act);具体可以分四个阶段来实施:第一阶段:策划MSD的质量控制,即根据J-STD-033B制定公司MSD控制的程序文件,在材料管理系统中增加材料MSD的等级,制定MSD知识的培训计划;第二阶段:实施MSD质量控制,依据MSD控制的程序文件定义的MSD失效预防措施在整个制造流程中严格执行;第三阶段:检查MSD的质量控制,通过质量人员的巡查和定期的MSD审核来检查MSD控制的落实情况;第四阶段:MSD质量控制的处置,总结MSD控制成功的经验,实施管理流程的标准化。
2 策划MSD的质量控制
做好MSD的失效控制,首先要有专业的工程师,根据MSD控制标准J-STD-033B生成公司一级的程序文件,这份MSD控制程序文件需要详细定义整个生产制程的MSD管控措施,包含:
(1)环境温度湿度监控规范,环境温度湿度监控的区域有MSD材料仓库、SMT区域、功能测试区域和电子产品维修区域,由于MSD器件车间寿命随着环境的温湿度变化呈现函数曲线的变化,通常环境的温湿度定义为≤30℃/60%RH(相对湿度)。
(2)湿敏器件清单,在审核中发现很多PCB制造企业没有湿敏器件清单,他们对MSD器件的控制是基于来料的包装信息,如果来料包装信息上没有MSD警示标签或标明MSD等级,材料控制员就把该材料当作非MSD器件处理,这样就会存在很大的风险。所以,完整的湿敏器件清单对有效控制湿度敏感器件是必要条件。企业首先要建立一份完整的湿敏器件清单,在湿敏器件清单上不可少的信息是MSL(湿敏等级),在新器件导入时就要识别出该器件是否是湿敏器件,MSL是多少,同时在材料管理系统中标注湿敏等级。湿敏器件从入库那一刻起就要做好控制。
(3)详细定义湿度敏感器件(MSD)的来料检验、使用、储存、封装、烘烤作业细则,规范MSD在整个制造流程中的管制要求,确保MSD得到有效的管理。
(4)湿敏器件控制标签,定义标签的样式,用于在发料或生产过程中追踪记录湿敏器件的暴露时间。
(5)烘烤管制记录表,定义烘烤管制记录表的样式和烘烤条件及要求。
(6)干燥箱的温湿度检查表,定义干燥箱的温湿度检查表样式和要求,要求是每天点检干燥箱的温湿度,干燥箱要求可以维持内部环境在25±5℃,且湿度≤10%RH。有可能用到氮气或干燥气体。
(7)定义MSD控制过程中出现异常的处理流程,当车间环境温湿度超标、干燥箱的温湿度出现异常以及其他异常情况出现时如何处理。MSD程序文件是指导企业进行MSD管控的纲领性文件,需要全面系统地定义每一个控制环节。其次,在MSD程序文件指导之后,要做好员工的培训计划,要对所有直接接触MSD器件的员工进行培训,像材料仓库的人员、SMT操作人员、维修人员、质量人员等,培训MSD的程序文件和MSD的基础知识。
3 实施MSD质量控制
MSD的控制最关键的是过程控制,严格按照MSD程序文件定义的要求来执行:
3.1 MSD来料检验
首先根据对比来料的材料Code号和材料系统中的MSD信息,判定该材料是否是MSD材料,确认MSD器件的湿敏等级,根据不同的MSL来检验包装信息,检验的内容有:(1)真空包装有无漏气,有无破损;(2)有无警示标贴,2~6级器件都需要警告标示贴;(3)真空包装有无超过标贴上规定的有效期限;(4)根据湿敏等级对照表1[1],确认包装信 息是否完整。

表1 干燥包装要求
3.2 MSD拆封使用
MSD器件被密封包装在MBB(防潮包装袋)中,MBB包装由干燥剂、HIC(湿度指示卡)、MSD(湿敏器件)三部分组成,对于MSL为2级以上(包括2级)的MSD,拆封时首先查看真空包装内湿度指示卡显示的受潮程度:如果湿度指示卡指示袋内湿度已达到或超过需要烘烤的湿度界限,则需烘烤后再发料生产,如果外包装袋破损漏气,不管湿度指示卡(HIC)是否超标,都需要烘烤处理,湿度指示卡至少包含5%RH、10%RH两个色彩指示点,如图1[1]所示。
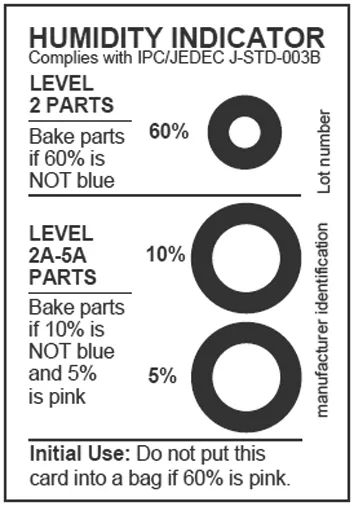
图1 湿度指示卡
干燥包装中5%RH色彩指示点变为粉红色,立即重新替换活性干燥剂并密封包装或放入干燥箱中保存;干燥包装中10%RH色彩指示点变为粉红色,MSD需烘烤处理后重新密封包装或放入干燥箱中保存;干燥包装中60%RH色彩指示点变为粉红色,MSD需烘烤处理后重新密封包装或放入干燥箱中保存。
仓管员确认MSD器件的管控等级和受潮状况,拆封后应立即填写《湿敏器件控制标签》(如图2),贴于该包装上以便跟踪MSD器件的Floor Life(器件车间寿命)。表2为30℃/60%RH的条件内不同湿敏级别器件的Floor Life。
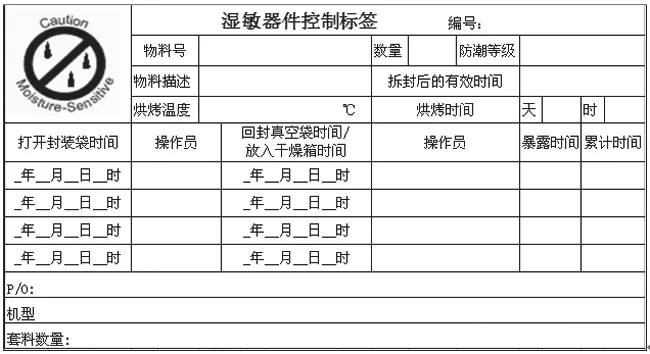
图2 湿敏器件控制标签
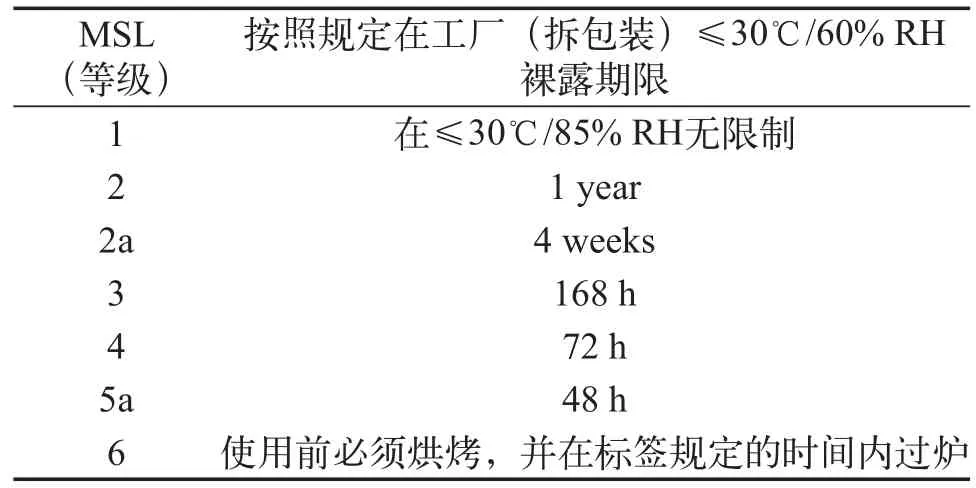
表2 湿敏等级和车间寿命
对于已经拆封并重新真空包装过的MSD器件,生产时优先发与生产线使用。对于包装完好的未开封MSD器件如果不立即生产不要拆包装,在生产线上开封后应及时投入生产,并将打开时间记录在MSD器件控制标签上。SMT对湿敏器件一次拆封数量不能太多,应该遵循少量多次原则进行拆封,最大程度减少湿敏器件暴露在空气中的时间。
3.3 MSD烘烤控制
对开封后已超过车间寿命要求2a级以上的MSD器件在进行使用以及再次真空包装之前必须对其依照J-STD-033B 标准(见表3)[1]进行烘烤;对开封后未超过暴露期限的MSD器件如需重新真空包装时,必须对其按规定进行烘烤;对开封后发现湿度指示卡显示为湿度已达到或超过需要烘烤的湿度界限情况下的MSD器件,必须按规定进行烘烤后才可使用。
经烘烤后的MSD器件车间寿命从0开始计算,MSD器件进行烘烤时的注意事项有:(1)在低温载体内包装的MSD器件(如Tube管、低温Tray盘、Tape& Reel等卷带包装)不能在超过40℃的温度下烘烤。如果一定要在高温下烘烤,则必须把器件从低温载体内转移到高温载体内,烘烤完之后再转移到低温载体。(2)除非有供应商的特殊标注,MSD器件的高温载体(如高温Tray盘)可以在125℃温度下进行烘烤;(3)湿度敏感等级6级的MSD器件,在使用前必须经过烘烤。(4)在125℃高温烘烤之前要移除包装的纸、塑料袋等。(5)控制烘烤的温度和时间。(6)在烘烤时及操作过程中注意静电防护。(7)每次MSD器件烘烤都必须填写《湿敏器件控制标签》跟踪烘烤及储存状态。烘烤后的MSD按器件可参考供应商原包装,对烘烤后的MSD实行真空密 闭包装或放入防潮箱保存。
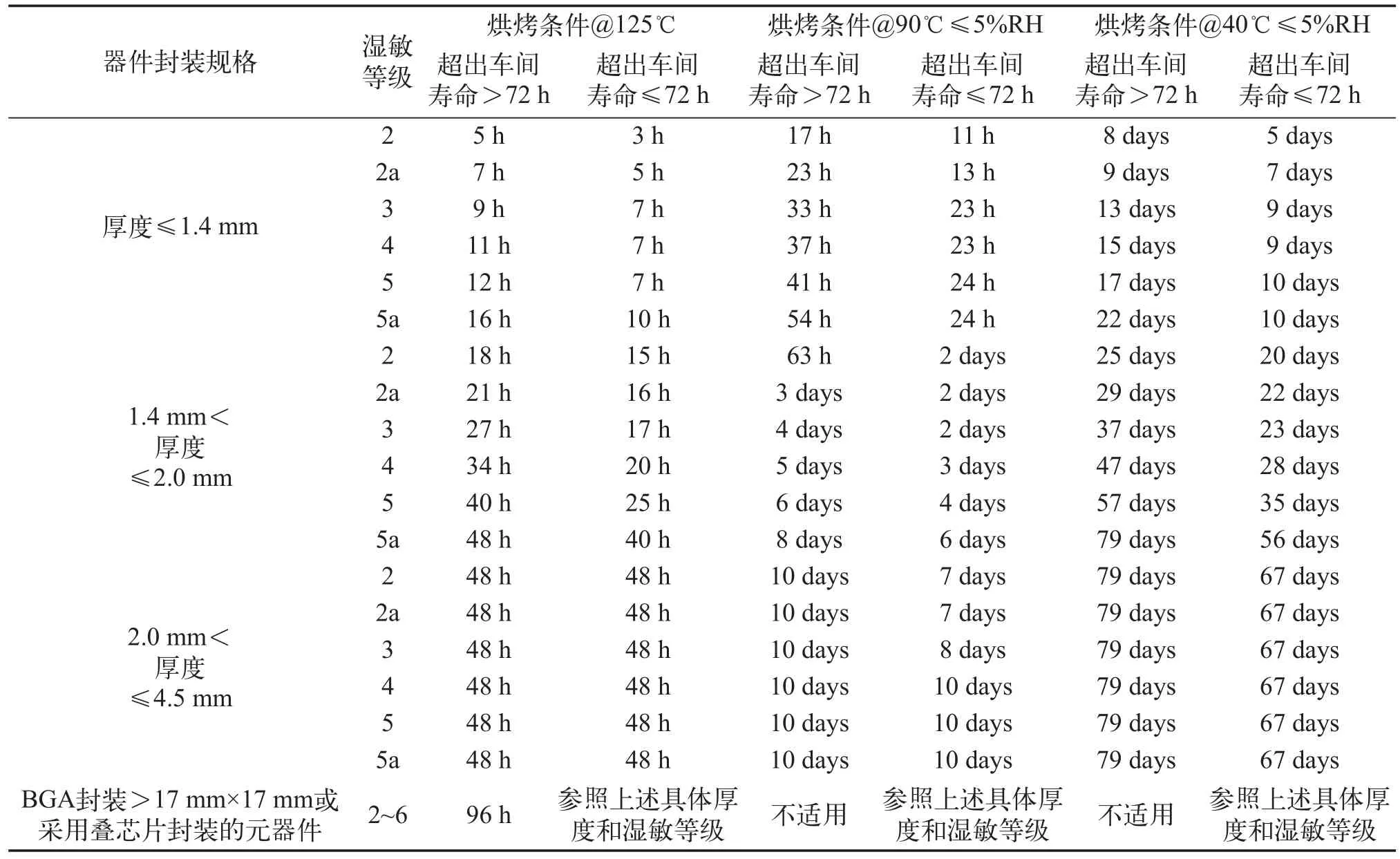
表3 MSD烘烤条件
3.4 MSD存储及封装
在SMT生产线或维修区域,已经拆封未使用完的MSD器件需要保存在干燥箱内或退回仓库进行烘烤后再重新包装。干燥箱环境条件需满足20℃≤T≤30℃,≤10%RH,放入干燥箱中的所有MSD需填写《湿敏器件控制标签》,放入干燥箱后车间寿命冻结,每次取出都需要计算车间剩余寿命并填写该标签,该标签用于全面监控MSD在生产流程中的暴露时间,车间寿命标准依照表2执行。若干燥箱环境超出管控范围,需要立即通知相关工程师进行处理。
对于拆封后需要重新真空包装的MSD,包装袋必须是特制的专门放置湿度敏感器件的包装袋,将湿度敏感器件、干燥剂和湿度指示卡(所有色带必须是蓝色)放入包装袋中,使用真空包装机将袋子密封起来,在密封之前,MSL 2a-5a的MSD器件必须进行干燥处理,包装袋有穿孔或真空泄露的禁止使用。包装后要在包装袋外表面贴上《湿敏器件控制标签》,该标签随MSD物料移动统计总的暴露时间。
4 检查MSD的质量控制
MSD的质量控制是持续的过程控制,除了前面的MSD质量控制的策划和实施之外,还需要对整个制程中所涉及到MSD器件的检验、储存、领用、使用、退库等工序的管控进行监督控制。对MSD质量控制的检查可以分三个层面来进行:第一层,日常的监控,依据MSD程序文件,每天点检环境(仓库、SMT车间、维修车间)和干燥箱的温湿度,并记录每天的温度和湿度数值,如有异常及时报告相关部门进行处理。IPQC每天巡检,检查仓库和SMT生产线员工是否按照MSD程序文件要求进行操作,例如重新封装的MSD包装是否符合要求,拆封的MSD器件有没有贴MSD控制标签、MSD标签的填写是否规范完整,MSD暴露时间是否超出标准定义的时间,器件的烘烤是否按照文件的要求进行操作并记录等。第二层,把对MSD的检查纳入公司的内部审核,拟定相应的检查项目,定期进行检查和监督,对发现的问题进行整改和跟踪。第三层,通过外部审核和客户的审核,来检查MSD质量控制环节的不足,通过客户的审核来促进MSD质量控制流程的改进。
5 MSD质量控制的处置
通过前面对MSD质量控制的策划、实施和检查,对MSD控制的程序文件和相关的操作文件(例如《环境温度湿度监控规范》、《湿敏器件清单》、《干燥箱温湿度检查表》、《湿敏器件控制标签》、《烘烤管制记录表》以及和MSD质量控制相关的各岗位作业指导书)进行不断的改进和完善,对MSD控制的成功经验进行总结并形成相关的文件,实现MSD控制流程的标准化。
6 总结
伴随电子产品的普及应用和对电子产品可靠性的高要求。对MSD的质量控制越来越重要。对MSD的控制手段和控制方法可能有多种,但是应用PDCA循环能实现对MSD控制过程的持续改进和提高,从而实现对湿度敏感器件的有效控制。
[1]IPC/JEDEC J-STD-033B[S].October 2005.
猜你喜欢
中国农业科技导报(2022年10期)2022-12-03 03:10:58
橡塑技术与装备(2022年8期)2022-08-05 07:04:56
装备制造技术(2021年5期)2021-08-14 01:45:00
漳州职业技术学院学报(2019年1期)2019-11-16 08:46:00
电子制作(2018年11期)2018-08-04 03:26:02
西安工程大学学报(2016年6期)2017-01-15 14:08:35
食品工程(2015年3期)2015-12-07 10:20:55
塑料包装(2015年1期)2015-09-26 12:23:39
邵阳学院学报(自然科学版)(2015年1期)2015-06-05 09:13:14
装备制造技术(2015年7期)2015-02-20 13:47:18