
基于计算流体力学的木材干燥窑内三维流场的数值模拟1)
2013-09-18 11:11张杨吴哲曹军
东北林业大学学报 2013年12期
张杨吴哲曹军
(东北林业大学,哈尔滨,150040)
木材干燥是改善木材物理力学性能、合理使用木材、减少木材降等损失、提高木材利用率的重要技术措施,也是保障家具及其他木制品质量的重要工序。木材干燥过程的研究对有效地利用有限的木材资源、降低能源消耗,提高木材制品质量显得尤为重要。在实际生产中,由于干燥窑的特殊结构,要保证窑内的气流分布均匀极为困难[1]。因此,为了提高木材干燥效率,应该对干燥窑的内部流场进行分析,以改进干燥窑的结构。
利用计算流体力学(CFD)技术对木材干燥窑进行数值模拟能够获得干燥窑内的速度场、温度场和湿度场等,可以广泛用于优化木材干燥工程。文献[2]利用计算流体力学软件FLUENT对木材干燥窑建立三维稳态的CFD模型,进行了数值模拟计算,预测了风机给定不同气流速度对干燥窑的气流分布的影响。文献[3]利用Fluent完成了6种不同干燥窑内壁结构下的干燥窑内部流场的建模与仿真,对干燥窑壁进行了改进,获得了较为均匀的干燥窑内部流场。文献[4]表明,在二维结构下,导流挡板既可以提高窑内不同木材堆间隙内的速度分布均匀性,又可以显著消除窑内的回流低速区。从而可以较好地改善干燥窑内的流场。而在真实干燥窑的三维结构内,多台风机布置在干燥窑顶部,木材堆进口气流速度并不均匀,而且三维空间内流场结构更为复杂。
因此为了进一步研究导流挡板对改善干燥窑内流场性能的作用,本研究进行了窑内流场的三维数值模拟,详细对比了不同截面的速度分布,为导流挡板结构的应用奠定基础。
1 几何模型和数学模型的建立
笔者研究的是实验室用顶风式木材干燥窑,干燥窑结构为方形,长 2.10 m、宽 1.40 m、高 1.50 m。干燥窑顶部安装3台风机,风机直径R=0.44 m。采用Gambit建立干燥窑三维计算模型,用混合网格,总网格数量160万个左右。采用k-ε湍流模型,风机进口采用速度进口,出口给定出风速度。图1分别给出了干燥窑的局部结构和网格划分,其中z为干燥窑长度方向,y为高度方向,x为宽度方向。
笔者对等温等湿条件下装有木材堆的干燥窑内空气的流动情况进行研究。由于送风速度较低,将窑内空气的流动视为不可压缩的湍流,密度为常数。采用隐式求解器,速度压力耦合求解采用SIMPLE算法,湍流模型为标准k-ε模型[5]。流动控制方程包括连续方程、动量方程以及湍流动能输运和耗散方程,具体如下:
①连续方程:

②动量方程:

式中:u为窑内空气流速(m·s-1);ρ为窑内空气密度(kg·m-3);μ为动力黏度(Pa·s);P为空气静压(Pa);g 为重力加速度(kg·m-1·s-2)。
③湍动能k和耗散率ε的输运方程分别为:


式中:ui、uj分别为 xi、xj方向的时均速度;xi为直角坐标系的3个轴坐标;μt为湍动黏度(Pa/s);ν为运动黏度(m2·s-1);E 为时均应变张力,c1=1.44,c2=1.92,σk=1.0,σε=1.2。

图1 装有弧形导流板的方形干燥窑的局部结构和网格划分
2 数值模拟及结果分析
本研究主要针对干燥窑内部速度场进行详细分析,模拟结果为三维云图,颜色的变化代表速度大小的变化,即分布趋势。所以通过仿真模拟出的气流分布云图,可以直观地观察出干燥窑内的气流分布规律及均匀性情况。为了详细对比两种干燥窑内的流场特性,取定进口速度为3m/s,选取x分别为-0.40、-0.25、0.25、0.40 m,y 分别为 0.1、0.6、1.0 m,z分别为 0.10、0.45、0.75、1.05 m,共 11 个截面进行详细分析。各截面示意图见图2。

图2 截面示意图
2.1 x截面的速度分布图
图3给出了x=-0.4 m截面的速度分布。图3a和图3b中,由于无导流挡板,该截面顶部出风口附近局部高速区比较集中,安装导流挡板后,由于挡板对出口气流的分流作用,顶部高速区消失,同时,挡板之间形成的流道内部的气流速度较为均匀。由图4给出的x=-0.25 m截面的速度分布可知,无导流挡板时,干燥窑顶部高速区较为集中;而安装导流挡板后,顶部气流被明显分成较为均匀的3股气流,其中对应出风口附近的速度略大。图5给出了x=0.25 m截面的速度分布。总体上看,由于顶部风机的抽吸作用,在干燥窑进口处出现相应的3个高速区。图6给出了x=0.4 m截面的速度分布。由图6a可知,由于无挡板结构,风机的抽吸作用使风机口附近速度较大;在正对风机口下方,气流速度较低,而在风机之间的下部位置,却形成了一个较为明显的高速区。图6b显示了挡板对气流的分流作用,挡板分开的各流道间对应风机口位置的速度较大,同时风机口下方的速度也较大;而且安装导流挡板后风机之间的下方位置也无图6a中的低速区。
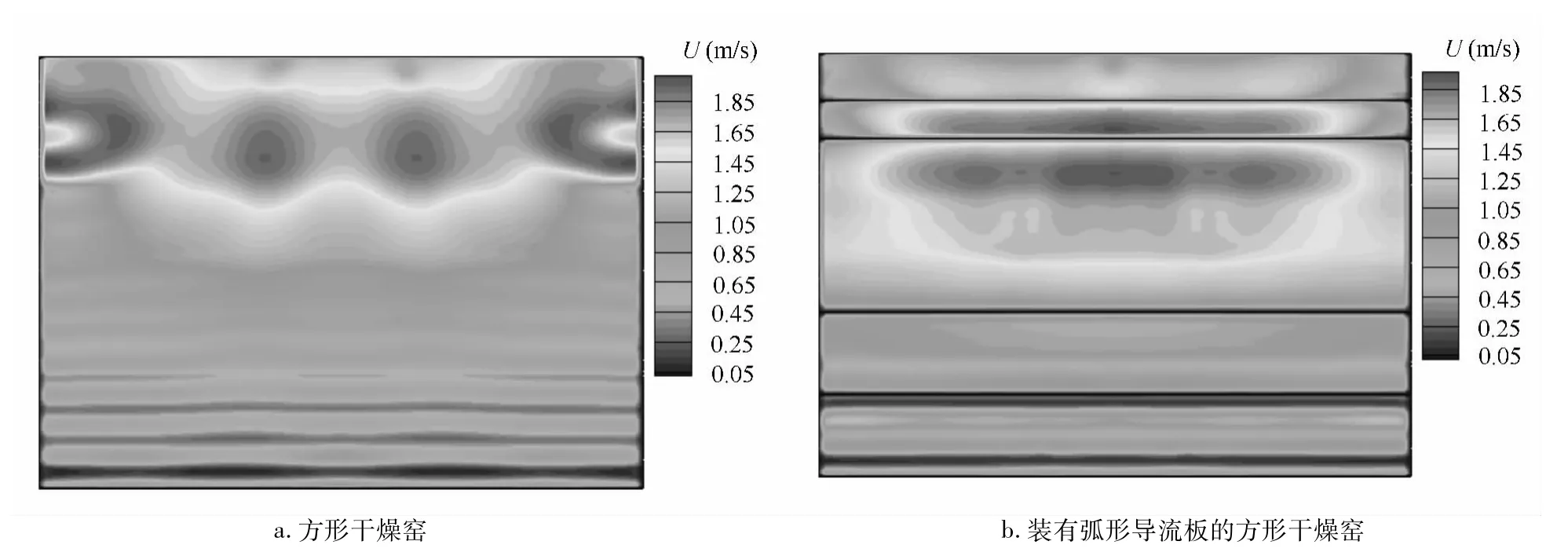
图3 x=-0.4 m截面的速度分布
图4 x=-0.25 m截面的速度分布

图5 x=0.25 m截面的速度分布

图6 x=0.4 m截面的速度分布
2.2 y截面的速度分布图
为了研究干燥窑内不同高度处木材堆间隙内的流场均匀性,图7至图9分别给出了不同高度处的速度分布。由图7可知,对于y=0.1 m截面,无导流挡板时,进风口一侧形成了高速区和低速区交替分布的趋势;安装导流挡板后,进风口一侧高速区和低速区交替分布的现象稍微缓和一点,同时,该截面上木材间隙内的速度显著提高。干燥窑中部y=0.6 m截面(图8)以及顶部y=0.1 m截面(图9)速度分布也表明了安装导流挡板后该截面上木材间隙内速度增加,出风口附近挡板内的速度均匀性也得到显著改善。图9表明,安装导流挡板结构后,木材堆顶部间隙内的速度分布均匀性显著提高。图9a表明,y=1.0 m截面上中部存在明显的低速区,而图9b表明,安装导流挡板后,该截面中部的低速区消失,而在两侧出现了两个对称分布的低速区。

图7 y=0.1 m截面的速度分布

图8 y=0.6 m截面的速度分布

图9 y=1.0 m截面的速度分布
2.3 z截面的速度分布图
图10至图13给出了不同z向截面的速度分布,其中z=0.1 m为靠近干燥窑侧壁的截面,z=0.45 m为经过靠近壁面的风机轴线截面,z=0.75 m为两风机间的中间截面,而z=1.05 m为整个干燥窑z向对称面,该截面过中间风机的轴线。图10至图13中,风机送风口在右侧上方,出风口在左侧上方。由图10可知,挡板结构显著提高了z=0.1 m截面的速度均匀性,消除了出风口附近的高速区。而在z=0.45 m和z=0.75 m截面上,挡板起到了较好的导流作用,同时消除了干燥窑侧壁附近的高速区。从图13给出的对称面的速度分布可知,在方形干燥窑内,风机吹动形成的气流冲击着干燥窑的侧壁(图中右侧),从而在侧壁附近形成高速区,而在木材堆进口形成了低速区。安装导流挡板后,方形干燥窑木材堆最上方速度有所降低,这主要是由干燥窑顶部转折的结构所致;而在安装导流挡板的圆弧形干燥窑内,整个流场速度分布较为合理,没有出现低速区或者回流区。

图10 z=0.1 m截面的速度分布

图11 z=0.45 m截面的速度分布

图12 z=0.75 m截面的速度分布

图13 z=1.05 m截面的速度分布
3 结束语
用GAMBIT建立了实验室用顶风式木材干燥窑的三维几何模型,并对该模型进行了网格划分,然后利用FLUENT进行了干燥窑内空气流动的仿真计算。选取了 x分别为-0.40、-0.25、0.25、0.40 m,y分别为0.1、0.6、1.0 m,z分别为 0.10、0.45、0.75、1.05 m,共11个截面详细分析了干燥窑内的速度分布。结果显示:无导流挡板时,送风口附近速度较高,木材堆间隙内沿横向的速度均匀性较差,而安装导流挡板后,从木材堆底部至顶部所有间隙内沿横向的速度均匀性显著提高。由于挡板的导流作用,装有弧形导流板的干燥窑内流场比较均匀。分析证明该方法可以省时省力地模拟木材干燥窑内任何时间任何空间内的流场,预测风速,进而提高木材干燥的质量。
[1]朱政贤.木材干燥[M].北京:中国林业出版社,1992:102-103.
[2]张瑞雪,孙丽萍.计算流体力学在干燥窑风速检测中的应用研究[J].机电产品开发与创新,2010,23(1):119-121.
[3]茹煜,贾志成,郁金.基于Fluent软件的木材干燥窑内部流场分析研究[J].木材加工机械,2010(4):12-15.
[4]张杨,吴哲,曹军.木材干燥窑结构对窑内空气流动特性的影响[J].东北林业大学学报,2012,40(9):116-119.
[5]王福军.计算流体力学分析:CFD软件原理与应用[M].北京:清华大学出版社,2004.
猜你喜欢
中国钼业(2022年3期)2023-01-04
舰船科学技术(2022年20期)2022-11-28
中学生天地(A版)(2021年9期)2021-10-25
天津科技(2021年7期)2021-07-29
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
装备维修技术(2021年52期)2021-07-03
发明与创新·大科技(2017年1期)2017-01-14
山东工业技术(2014年19期)2014-08-15
同煤科技(2014年1期)2014-08-15
初中生世界·七年级(2014年2期)2014-03-24
