
Precision Measurement of Series Motor Housing Based on CMM
2013-09-17 12:10:58JINChuanLIYing
机床与液压 2013年12期
JIN Chuan,LI Ying
Nanjing Institute of Industry Technology,Nanjing 210023,China
1.Introduction
With the development of society,mechanical and electrical products tend to be smaller size,more portable and low cost at the same time.So does the motor.
Currently for small size motor,the motor housing is injected directly with plastic,especially for DC series motor.The material of injection is usually the nylon in which some glass fiber is added.Therefore,the cost of manufacturing will be comparatively decreased and manufacturing efficiency will be greatly improved.Another benefit of this is that the portability will be enhanced due to the using of less weight plastic material.
However,the disadvantages are quiet obvious:Due to the deformation,the distance between location of stator and rotor on motor housing and the location of assembling with other part of motor housing will inevitably deviate from the original design.However,the parts inside motor have high precision requirements from the design point of view.Any interference between parts will lead to anomalous temperature rise even burn up for the range of rotation speed from 10,000 r/min to 20,000 r/min.
Therefore,it is very important to control the precision of motor housing.
In order to control the precision of motor housing,the key part is how to measure and assess it.Currently,CMM is widely used as measurement tool.The process of measurement is that detector gets some points data on workpiece,and then inputs to software to simulate the expected results.
The advantage for this measurement is no need to rotate workpiece,no need to prepare a dedicated shaft or support,no need to do mechanical alignment,and the efficiency is very high with good repeatability[1].However,the disadvantages for this method are the measurement datum selection,it is the one of most important factors which will affect the measurement precision[2].
This paper tries to take one power tool motor housing as example to analyze and find out how to choose an appropriate and reliable datum system for better precision measurement of motor housing.
2.Assembly requirements for series motor
The motor assembly structure is shown as Fig.1.One side of the rotor is positioned with a bearing in bearing seat on motor housing,another side of the rotor shaft is engaged with gear inside the tool.The motor housing structure is shown as Fig.2.There are 8 ribs holding the stator to keep the axis of stator be coaxial with the axis of rotor.The whole motor housing is positioned by four small assembly surfaces with fix plate,and is fixed with tool body by screws through assembly holes.
For motor housing,the most important function is to keep stator central axis coaxial with the axis of rotor,so the coaxiality of these two axes will directly reflect the precision of the motor housing.
Next we will focus on the measurement of coaxiality for the motor housing.

Fig.1 Motor assembly structure

Fig.2 Motor housing structure
3.Measurement methods development
The central axis of motor housing,the central axis of stator should be coaxial with central axis of rotor from design point of view,but the coaxiality of the axis can not be measured directly by CMM.It is necessary to transfer the measured object to some basic elements such as circle,plane,cylinder and cone.Then using CMM to measure these basic elements and calculate by using Calypso software to get expected results[3].For this motor housing measurement,we can transfer the axis to the line which connects two circle center points.How to use the existing geometric features on the motor housing or on the stator to simulate the circles and then connect two centers to create the alternative line will directly affect the measurement deviation,therefore,the measurement datum is the key.
Next,we will use three different measurement datum to measure the coaxiality.
3.1.Method 1,Directly taking measurement datum on motor housing inside surfaces
Taking points directly with CMM on motor housing bearing seat internal surface,assembly surfaces,down side of the motor housing ribs and top side of the motor housing ribs,and then the program simulate the data of points to the four circles as shown in Fig.3.At the same time,the program calculates the centers for each circle automatically as O1,O2,O3and O4,and then we can create line O1O2by connecting point O1and point O2,and by using the same way to create line O2O3.
So we can take line O1O2as central axis of rotor,and take line O2O3as central axis of stator,then the coaxiality measurement is transferred to the measurement between these two lines.

Fig.3 Direct Measurement on motor housing
3.2.Method 2,Taking measurement datum from assembled fix plate and stator
Firstly,we need assemble the stator and fix plate into the motor housing and then fix with screws as shown in Fig.4,and then take points with CMM on the bearing seat internal surface,internal surface of fixed plate and internal surfaces of stators.The program simulates the points data to the four circles as P4shows.At the same time,the program calculates the centers for each circle automatically as O1,O2,O3and O4,and then we can create line O1O2by connecting point O1and point O2,and same way to create line O2O3.
Same as method 1,we could evaluate the coaxiality of line O1O2and line O3O4to reflect the coaxiality of stator and rotor.
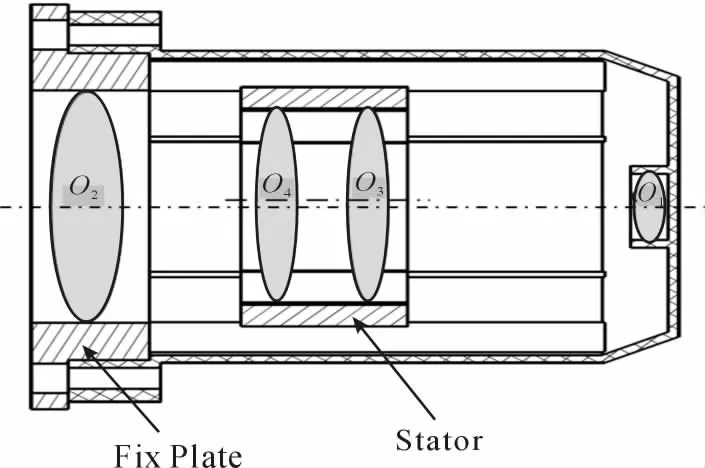
Fig.4 Take measurement datum from assembled fix plate and stator
3.3.Method 3,Taking measurement datum with“Best Fit”function
Same as method 2,assemble stator into the motor housing to get points O1,O3and O4following the same process as before.
Next we will use the“Best Fit”function of CMM to create O2.Firstly,we need take points from the whole four assembly holes,and then the program will apply these hole position data with the method of least squares to get the closest center point O2as shown in Fig.5.
So we can get line O1O2and line O3O4to measure the coxaility.

Fig.5 Measure with best fit function
4.Measurement results comparison and analysis
Following the 3 methods,the measurement results are shown in Tab.1.
From the measurement results,we can see that Method 1 has the greatest measurement deviation and poor repeatability,Method 2 is better and Method 3 is the best one.
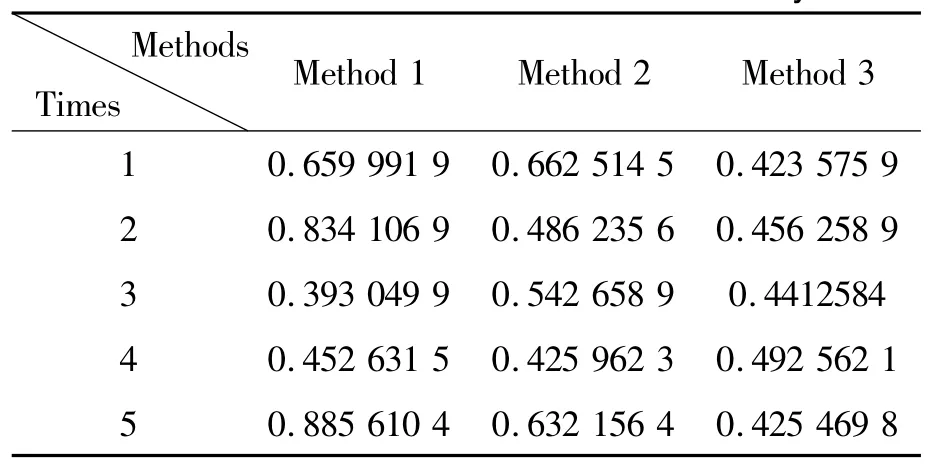
Tab.1 Measurement results of coaxiality mm
The above difference could be explained as follows:
For the Method 1,we take points directly on the surfaces of motor housing ribs,but motor housing is injected out of mold,the ribs has draft angle for easier release from mold,that means the detector will get different data with different section;On the other hand,since the ribs are very thin,they are easy to be deformed during the process out of mold.So it is hard to get the reliable and repeatable results by such kind of point data.The similar situation for the assembly surfaces as the area is too small.
For the Method 2,although it avoids the disadvantages of Method1,but assembly process will lead to the deformation of the motor housing,especially for the fix plate.Because the open end of the motor housing normally has more deformation after it comes out of the mold,and the flatness of the open end surface becomes worse,if the fix plate is assembled on in this situation,the deviation occurs.
For the Method 3,it overcomes the disadvantages for the both methods as mentioned above,so it could get better results.
5.Conclusions
The precision of motor housing will directly affect the motor precision and life.It needs to be measured with reliable and repeatable method to control the precision.According to the measurement results,the control of manufacturing process will help to improve the motor precision and lifespan.
[1] ZHANG Furong,ZHANG Tingjun.Measurement of Coaxiality CMM-based[J].Machine Buliding & Automation,2009(5):64-65.
[2] LIUZhaoping.App lication of Coaxiality Measurement on CMM[J].PRECISE MANUFACTURING & AUTOMATION,2010(3):61-63.

- 机床与液压的其它文章
- Reasearch on A/D Conversion with Strong Anti-jamming Ability Using PWM
- Simulation and Optimization Analysis of Circuit Breaker Operating Mechanism
- Synchronous Motion Servo-control of Biaxial Cross Coupling Based on Intelligence Fusion Strategy
- Decoupling Control Algorithm of Online Self-tuning Based on DRNN
- Experimental Study on Mechanical Properties of Low Carbon Steel with Ultrasonic Vibration Tensile
- Wavelet Analysis Fault Information and Realization in Virtual Instrument