
变频器在印染机械多电动机同步调速系统中的应用
2013-09-13 02:29屈文斌
电子测试 2013年17期
屈文斌,赵 政
(1.陕西工业职业技术学院,陕西 咸阳 712000;2.中海兴业(西安)有限公司,陕西 西安 710054)
0 引言
在印染机械运行过程中,各电动机拖动各加工单元的主动辊,为了在相同时间内达到工艺要求的转速,提高系统的可靠性及产品的正常加工,即要求各单元进出物料的速度要一致及多单元电气传动系统能“同步”地协调的运行,因此如何控制系统中多台电机的同步传动已成为亟需解决的关键问题。
1 变频调速在印染行业中应用特点
(1)运行环境差
印染设备长期运行在湿度大(相对湿度可达90%)、环境温度高(有时变频器周围温度可达到50℃以上)、“织尘”多的环境下,就要求变频器的防护等级高,同时尽量使变频器与相应的控制设备同印染机械隔离,并增加通风降温设施。
(2)长时期连续工作制
印染机械要求“常年不停机”长期连续运行,每次停机除减少产品产量外,还会产生大量次品,因此对变频器及相应的电控设备要求具有长期高可靠性运行。
(3)起动平稳且各电动机的起动时间应一致
印染机械通常是多电动机同步运行,但每个电动机的功率从几百瓦到几千瓦不等,所带负载差别也较大,如要求各电动机同时起动并在相同时间内达到工艺要求的转速,就需要根据电动机功率大小及所带负载情况对各变频器的加速时间、起动频率、转矩提升等进行合理设置。
(4)快速制动
因各电动机功率差别较大,所带负载差别相应的也较大,如各电动机自由运行停车,会由于惯性不同使每个电动机的停车时间不一样,造成布料堆积或撕裂,不仅会产生大量次品,还会引起机械故障及增加下次开车难度。因此除对变频器的有关参数进行合理设置外,还要根据各变频器的功率配备合理的制动电阻,以满足各电动机快速停车[1]。
2 多电机同步系统的同步原理与方法
随着变频技术发展的逐步成熟和功能的逐渐完善,现在借助于变频器技术,可以克服以前实现同步控制所采取方式的缺点,传统设备使用直流电动机加变速箱传动,这种设备笨重,各单元之间调节电机的转速采用辊式或摆式松紧架, 自整角机、旋转变压器等同步装置,尽管可以实现同步,但精度和可靠性较差。将变频器引入同步控制系统,设备的动态品质和稳态控制精度都有很大提高。以下是目前常见的将变频器应用于电动机的几种设计方法和设计原理。
(1)变频器永磁同步电机群调法
当多个单元的结构与功能相近,且每个单元要求驱动的功率大小相差较小,就可以选用一台变频器来控制每一个单元所用的每一个永磁同步电机,这样能够保证每个电动机的转速相同,即一台变频器控制多台电动机。
(2)变频器电流负反馈软机械特性法
当每个单元各对应每个异步电机且每个异步电机各自需要各自的变频器驱动,而且要求有一定加工张力,就可以考虑引入矢量控制变频器的电流输出负反馈设计拖动系统的软机械特性实现同步。例如一台电动机转速下降,则负载转矩由后面与前面加工料的张力差减小而减小,而电磁转矩却增大, 转速会随着升高,这样转速有下降趋势的电动机由于负载变轻导致转速不会下降,同理,转速存在上升趋势的电机由于负载变重,结果转速也不会上升,这样各轧辊线速度都保持一致,各电动机之间保持了良好的同步。
(3)多电机同步系统的调速法
当需要两台功率大小不同的电机变频调速去驱动一个单元,由于功率大的电机足以驱动该单元,本单元的速度大小由功率大的电机驱动,功率大的电机变频器在速度模式工作,功率小的电机其变频器在转矩模式工作,能够提供一定的辅助驱动转矩,用来调节张力的大小[2、3]。
3 变频调速的基本原理
由电动机学可知,异步电动机的同步转速,即旋转磁场的转速为
式中n1——同步转速()
f ——定子频率(即电源频率HZ)
p——磁极对数
异步电动机的转速为
从式(2)可知,要调节异步电动机的转速应从s 、p 、f 三个分量入手,改变这三个量中的任何一个量,就可以改变异步电动机的转速n ,但是s 和p在调速领域内的应用范围较小,而通过改变f 的大小,来调节转速n具有高效率、宽范围、高精度的性能,可以认为,变频调速是异步电动机的一种非常合理和理想的调速方法[4]。
4 印染机械的同步控制电路
由于布料在加工过程中,要进行蒸、煮、酸洗、碱洗、上浆、水洗、上色等多种工艺,且随着布料品种的不同,加工工艺也不同,有些工艺要求伸长,有些工艺要求缩水,因此,印染机械的同步控制并不完全是要求各电动机线速度绝对一致,实际上要根据布的张力来调节各电动机的速度。由于反馈信号是不断变化的,在稳定时除了UG1保持不变外,要使整个系统维持动态平衡,达到所谓的同步运行,其他各变频器的频率给定信号(UG2、UG3、UG4、UG5)是不断变化的。现以简单的LMH101烘干机为例,通过它的工作原理,揭示他的同步控制原理。图1为布料烘干流程图。
根据烘干流程,烘干机的整个过程为布料通过导布辊进入上浆槽,再由轧车电动机经张力架拖进1号烘干机,从1号烘干机出来后经张力架进入2号烘干机,从2号烘干机出来后经落布架进入落布车。
在烘干机中一般将轧车电动机设置为主令单元,其他电动机全部为从动单元,主令单元没有张力架,是全机速度的基准,各从动单元由于各自有各自的张力架,因此相应的电动机变频器的给定频率要根据布张力的大小做出相应的调整,使之与主令电动机同步。张力架可以上下活动,布料松时张力减小,张力架向上移动,使张力架前面的电动机变慢或后面的电动机变快,布料太紧时,张力加大,张力架向下移动,使张力架前面的电动机变快或后面的电动机变慢。
从图1的工作过程可以看出,张力架的位置能够反映布料的张力,然后通过传感器得出偏差信号UF,传输到控制中心,控制中心将传输过来的反馈信号UF与标准给定信号UG比较,根据比较结果给出各变频器的频率给定信号,控制各变频器运行。同步控制示意图如下图2所示。

图1 烘干机流程图
反馈信号UF可以是电压、电流或电阻信号,信号的大小和种类因传感器品种而不同,同步控制中心的作用为根据反馈信号UF提供各变频器的给定信号,对不同的反馈信号,控制中心对信号的处理方式不一样,但最终都处理成变频器能够控制的直流电流信号或直流电压信号[1]。
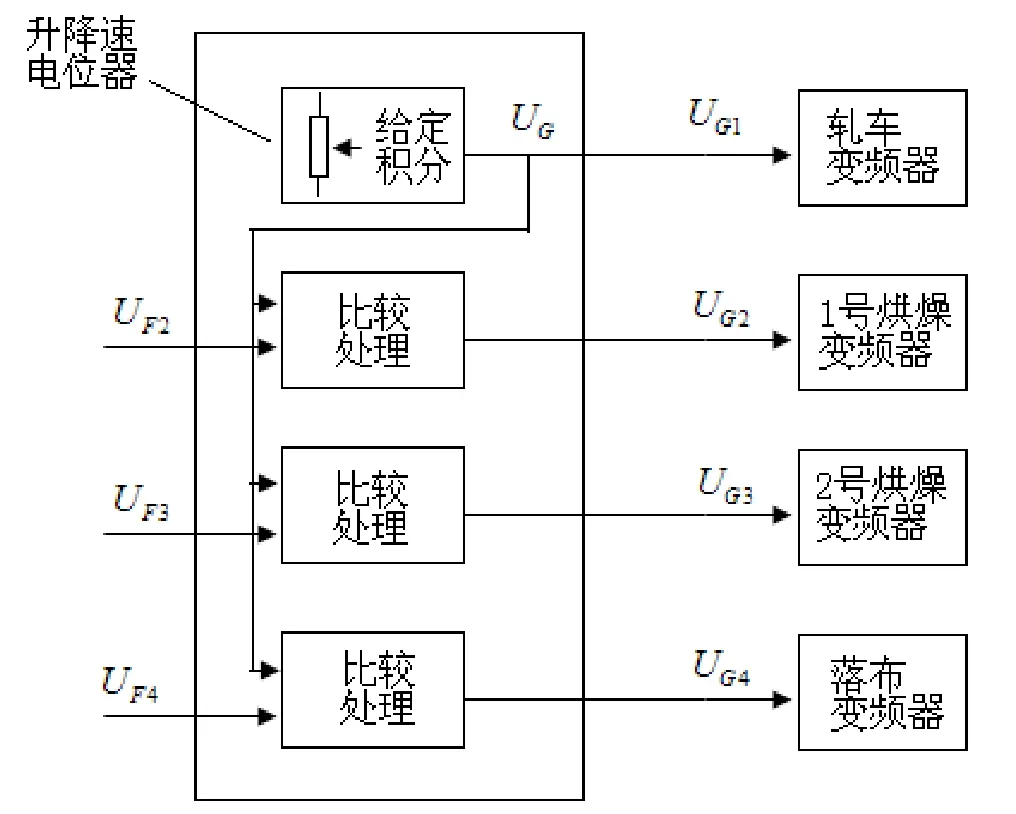
图2 同步控制示意图
5 结束语
将变频调速技术大量应用到印染行业,适应该行业对各电动机“同步”性能的要求,提高了印染设备的调速精度、可靠性及设备运行的经济效率,满足了产品生产工艺要求,使产品的产量、质量都有了大幅提高。
[1]肖朋生,张文,王建辉.变频器及其控制技术[M].北京:机械工业出版社,2008,146-149
[2]金学毅,李晓龙.计算机网络技术在印染机械同步系统中的应用[J].天津纺织科技,192, 52
[3]潘湘高,李晓峰.计算机在新型多电机同步系统中的应用[J].微计算机信息,23(7):129
[4]罗果,唐军.变频调速在中央空调系统节能中的应用[J].机械与电子,2010,7(1):210
猜你喜欢
数学小灵通(1-2年级)(2022年3期)2022-03-17
山东冶金(2019年5期)2019-11-16
电子制作(2018年16期)2018-09-26
制造技术与机床(2017年2期)2017-05-04
西藏科技(2016年9期)2016-09-26
现代农业装备(2015年4期)2015-12-15
现代农业装备(2015年4期)2015-12-15
爱你(2015年2期)2015-11-14
舰船科学技术(2015年8期)2015-02-27
航天返回与遥感(2014年5期)2014-07-31
