
硅片多线切割的温度场仿真研究*
2013-09-12 09:09王建臣邓小雷
组合机床与自动化加工技术 2013年9期
王建臣,邓小雷,王 涛
(衢州学院机械工程学院,浙江 衢州 324000)
0 引言
随着太阳能电池产业的快速发展,太阳能用硅片市场需求量迅速增长,尤其是对大尺寸薄硅片的需求量更是不断增加。硅片切割是制造硅片的重要工艺之一。目前,硅片切割方法主要包括外圆切割、内圆切割和多线切割。多线切割采用往复式结构,通过线锯表面的磨粒直接切割硅片或带动混有磨料的切削液间接切割硅片,与前两种加工形式相比,生产效率高、切缝损耗小、表面损伤小、表面加工精度高,更适合大直径硅切片加工[1-2]。
切割过程中,由于线锯不断磨削硅棒,所消耗的能量几乎全部转化为热量,其中大约有1/2至1/3被硅棒所吸收[3-4]。硅材吸收热量后温度上升,热胀冷缩导致硅片发生变形,而非切削区的硅材保持不变,所加工的硅片不可避免的产生变形。研究显示,加工直径为200mm的硅片所产生的热变形大约为10.4μm[5]。这直接影响到硅片的表面质量,并影响到后续工艺的加工精度。因此,研究硅片切割的温度场分布,对提高硅片的表面加工质量具有十分重要的意义。
本文在建立了硅片切割传热分析模型的基础上,通过生死单元技术仿真分析了硅片多线切割的温度场分布情况,并研究了线锯张力、硅材进给速度等工艺参数对硅片温度场分布的影响。
1 线切割传热建模
硅材多线切割的工作示意图如图1所示,切割用的高碳钢锯丝分别缠绕在放线轮与收线轮上,经过一系列张力控制装置缠绕在两个加工导轮上形成均匀分布的间距为拟切割硅片厚度的平行线网,相对于硅材做往复运动,磨粒在钢丝的压力作用下压入硅材中使其表面产生破碎与裂纹,在钢丝的往复运动与硅材的进给运动下实现材料的去除,从而完成硅片的切割[6-8]。

图1 硅材多线切割模型

式中:ρ为硅材的密度;C为硅材的比热容;T为与时间和位置有关的温度分布函数;t为切割时间;k为硅材的导热系数;qv为内部热源强度,该处表示切削过程所产生的热密度,为简化计算模型,本文假设切削热量主要产生在硅材的切削层,切削受力分布如图2所示[10],则qv可表示为:

硅片多线切割是一个典型的高速切削过程,切削速度一般可达10m/s。伴随着材料的去除,硅材的切削层产生大量切削热;同时,硅材的表面与空气和切削液之间则发生强烈的对流换热[9]。因此,为了准确预测硅材在线切割过程中的温度变化,本文通过瞬态传热的微分方程对该过程进行数学建模,其温度场控制方程为:
式中:ε为切削能量损耗系数;α为线锯的弓角,本文取α的值为2°;P为切削功率;V为切削层的体积;F为线锯的张力;vs为线锯的移动速度;L为线锯的接触跨度;d为硅材的切槽宽度;vf为硅材的进给速度;tinc为模拟切削加工的最小时间步。

图2 线锯切割受力示意图
切割硅片所产生的热量主要通过硅片表面与空气的自然对流换热以及与切削液的强制对流换热散发到环境中,具体如图3所示,则其散热公式可表示为:

式中:n为硅片外表面的法向量;h为对流换热系数,自然对流与强制对流下其值有所不同;Te为周围环境的温度,本文去周围环境及冷却液的工作温度为20℃。

图3 线锯切割传热边界条件
2 有限元建模
目前,边长100~200mm的硅晶片已经进入商业生产应用的阶段,其生产技术已相对成熟[1]。因此,本文取所研究的硅片边长为100mm。取硅片的厚度为0.75mm,待加工的硅棒长度为100mm。同时,线切割所使用的线锯直径一般为0.22mm,因此,本文取切槽宽度即切割损耗为0.25mm,一次加工所得到的硅片数量为100片。为了节省仿真时间,提高求解效率,本文建立了硅棒1/4的有限元模型,网格划分如图4所示。硅材的热物理参数如表1所示。

图4 有限元模型

表1 材料的热物理参数[10]
硅片切割的工艺参数是影响硅材温度场的重要因素。为研究线锯张力F对温度场的影响规律,本文取F分别为22N、25N、28N。为研究硅材进给速度vf对温度场的影响规律,本文取vf分别为8μm/s、10μm/s、12μm/s。取线锯的移动速度vs为 10m/s。取硅片切割的工作环境为20℃,计算得到硅片表面与空气的对流换热系数为10W/(m2·℃)。硅材的切削层通过切削液进行冷却,所采用的切削液为水基磨削液,工作温度为20℃,计算得到切削液的对流换热系数为3×104W/(m2·℃)。
为了模拟切割过程中材料的去除与热载荷的移动,本文采用了参数化编程与生死单元技术相结合的方法。首先,切削层单元施加均匀分布的热源载荷,切削层外表面施加切削液的强制对流换热边界,已切削的硅片表面施加空气对流换热边界,并进行仿真分析;仿真结束后,将当前载荷步的切削层单元定义为死单元,其材料参数如密度等近乎为0,以模拟材料被切除的过程;调整仿真参数,模拟硅材的进给过程,并重复之前各操作,直至切割过程结束。
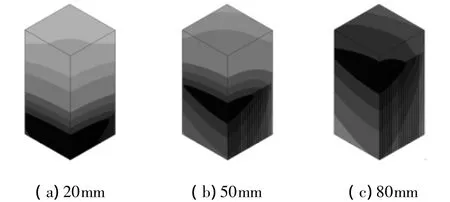
图5 切削不同深度时硅片温度分布云图
3 仿真结果分析
3.1 温度场总体分析
图5显示的是切削深度分别为20mm、50mm、80mm的硅棒温度场分布云图,线锯张力为25N,硅材进给速度为10μm/s。切割加工时,硅棒的中心区域温度最高,并向四周逐渐降低。峰值温度发生在切削层,并随着切削的增加而不断移动;谷值温度发生在最外层硅片的外表面。图6显示的是硅棒极值温度随切割深度的变化曲线。从图中可以看出,随着切割深度的增加,峰值温度不断升高,并逐渐趋于定值;谷值温度随着切割深度的增加迅速升高,达到某一切深后缓慢降低。其原因在于:刚进入切削阶段时,冷却液等的散热能力有限,大部分切削热由切削层进入硅材内部,导致硅材的内部温度升高;随着切割的进行,内部硅片的散热表面增大,逐渐与切削热达到收支平衡,而最外层硅片与硅棒内部之间的热交换逐渐减少,表面温度在空气等的冷却作用下缓慢降低。

图6 温度极值随切削深度的变化曲线

图7 极值温度随切削深度的变化曲线
3.2 线锯张力的影响
图7显示的是线锯张力不同而硅材进给速度恒定时的极值温度曲线。从图中可以看出,不同线锯张力下,极值温度的变化趋势大致相同;硅材的极值温度与线锯张力成正比关系,随着线锯张力的增大,极值温度也随之升高。其原因在于:随着线锯张力的增加,切削功率也随之增加,同样条件下的切削液的冷却能力有限,因此,单位时间传入硅材的能量增多,导致硅材的温度升高。
3.3 进给速度的影响
当线锯张力恒定而硅材进给速度不同时,仿真得到极值温度随切削深度的变化趋势如图8所示。从图中可以看出,不同进给速度下,极值温度随切削距离的变化趋势几乎相同;切削的前段,进给速度慢的切削温升明显高于进给速度快的温升,随着切削深度的增加,这种差距也随之增加;达到某一切削深度后,温度差异逐渐减小;切削结束后,不同进给速度下的硅材极值温度几乎相同。其原因在于:线锯张力恒定,切削功率保持不变,切削硅材前段时,进给速度降低,切削单位深度所产生的切削热增加,导致进给速度慢的硅片温升反而高;随着切削的进行,硅片的外表面积增加,空气及切削液的散热能力增强,与切削热量达到收支平衡后,温升差异减小;由于切削功率相同,切削结束后,不同进给速度下的温升大致相同。

图8 极值温度随切削深度的变化曲线
4 结论
本文建立了太阳能硅片多线切割的传热模型,充分考虑了切削的发热机理、切削液的对流换热影响。在此基础上,采用生死单元技术与参数化编程对硅片多线切割进行了温度场仿真分析。仿真得到硅片的温度峰值位于硅棒中心的切削层,温度谷值位于最外层硅片的外表面。研究分)析了线锯张力与硅材进给速度对硅材温度场分布的影响:不同线锯张力与硅材进给速度下的硅材温升变化趋势大致相同;硅材温度与线锯张力成正比关系,线锯张力越大,切削功率越高,硅材的温升越高;不同进给速度下的温升增幅不尽相同,但切削结束的硅片温度几乎相同。
[1]张厥宗.硅片加工技术[M].北京:化学工业出版社,2009.
[2]CW Hardin,J Qu,AJ Shih.Fixed abrasive diamond wire saw slicing of single-crystal silicon carbide wafers[J].Materials and manufacturing processes,2004,19(2):355-367.
[3]T.Yamada,M.Fukunaga,T.Ichikawa,K.Furuno,K.Makino,A.Yokoyama.Prediction of warping in silicon wafer slicing with wire saw[J].Theoretical and Applied Mechanics,2002,51:251 -258.
[4]王亮,刘志东,黄因慧,等.硅片线切割有限元热分析[J].电加工与模具,2008(5):36-39.
[5]Sumeet Bhagavat,Imin Kao.A finite element analysis of temperature variation in silicon wafers during wiresaw slicing[J].Machine tools& manufacture,2008,48:95 -106.
[6]蒋瑜,马春翔,李涛.硅材线切割温度场的有限元仿真分析[J].组合机床与自动化加工技术,2010(3):11-15.
[7]舒继千,魏昕,袁艳蕊.单晶硅游离磨粒线切割技术研究[J].工具技术,2009,43(1):31 -35.
[8]刘志东,汪炜,邱明波,等.太阳能硅片电火花电解复合切割制绒机理研究[J].太阳能学报,2009(5):619-623.
[9]卢金斌,王志新,席艳君.磨削淬硬温度场的数值模拟[J].制造技术与机床,2007(3):96-98.
[10]裴峰丽,黄辉,郭桦.金刚石绳锯加工弧区锯切力分布的研究[J].金刚石与磨料磨具工程,2011(4):58-61.
猜你喜欢
现代经济信息(2022年26期)2022-11-16
防爆电机(2022年4期)2022-08-17
防爆电机(2022年4期)2022-08-17
电机与控制应用(2022年4期)2022-06-27
金属加工(冷加工)(2022年1期)2022-01-25
热带农业工程(2021年5期)2021-12-06
哈尔滨轴承(2021年2期)2021-08-12
金刚石与磨料磨具工程(2019年4期)2019-09-18
电子制作(2018年2期)2018-04-18
能源(2018年10期)2018-01-16
