基于PLC的配煤中心放炮连锁系统研究与设计
2013-09-10 06:05胡肖飞张国钧
中国煤炭 2013年2期
胡肖飞 张国钧
(太原理工大学信息工程学院,山西省太原市,030024)
基于PLC的配煤中心放炮连锁系统研究与设计
胡肖飞 张国钧
(太原理工大学信息工程学院,山西省太原市,030024)
针对汾西矿业介休洗煤厂配煤中心放炮系统目前存在的煤仓清堵不及时和系统不稳定的问题,设计了一套基于PLC的自动放炮连锁系统。该系统采用PLC和触摸屏相结合的方法实现了对介休洗煤厂6个煤仓清堵系统的综合管理和集中控制,并且可以通过触摸屏的监控画面对放炮系统的各种参数进行实时监控和调整。
洗煤厂 配煤中心 煤仓清堵 放炮系统
配煤中心是把原煤经过原煤车间处理后送入不同的煤仓,然后根据生产需要对不同煤仓的煤进行配煤。由于同一批次煤的煤质之间存在差异,因此经常会出现煤仓堵煤现象,这造成了煤仓出料不稳,给生产控制和产品质量带来较大影响。解决煤仓堵煤现象常用的方法是安装一个空气加压站,把空气送入煤仓上的空气炮管中,利用空气炮管释放空气瞬间产生的震动清除堵煤问题。介休洗煤厂目前是由操作工人现场查看煤仓是否有堵煤现象,当出现堵煤现象后,操作工人手动控制操作台上的空气炮按钮进行放炮,然而这种处理方式具有堵煤现象不能及时处理以及现场的恶劣环境对工人的身体有损害等问题。本文针对汾西矿业介休洗煤厂配煤中心的放炮系统在手动控制放炮的过程中存在的这些问题,设计了一套基于PLC的放炮系统,实现了对空气炮的自动控制。
1 系统介绍
介休洗煤厂配煤中心总共有6个煤仓,每个煤仓中安装4台给煤机和12组空气炮,每个给煤机的下料口安装3组空气炮,每台给煤机通过相应的变频器调节转速。煤仓下料的多少会通过传感器反馈给变频器,然后通过改变变频器的频率大小去调节给煤机的运转速度。介休洗煤厂配煤中心放炮连锁系统结构如图1所示。
本系统把24台变频器的相关信号输入PLC,经过PLC的计算和比较后做出相应的判断,如果出现堵煤现象,PLC就给相应的空气炮发出放炮指令或者给工作人员发出报警信号,实现自动放炮功能。本系统还可以从操作台触摸屏、控制柜触摸屏或者控制室触摸屏方便地看到系统的各种指示和相关参数,也可以在任何一台触摸屏上对系统参数进行修改,实现6个煤仓的放炮连锁系统的综合管理和集中控制。
2 控制系统的设计
2.1 控制系统的硬件设计
考虑到现场恶劣的环境以及系统维修的方便性,选用稳定性和安全性都比较好的S7-300 PLC作为控制器。由于系统控制器PLC需要采集的信号有变频器的运行信号、变频器的频率信号和手/自动切换信号,需要输出的信号有放炮信号和报警信号,因此控制系统的硬件设计应该包括电源模块、CPU模块、数字量输入模块、数字量输出模块、模拟量输入模块和接口模块。
另外,为了能够更加直观地看到系统的各种状态和方便对系统的各种参数进行设置,系统加入了3台触摸屏并分布在控制中心、控制柜和操作台上。因为各个触摸屏和PLC之间的距离不是很远,需要交换的数据量也不是特别的大,所以设计采用了经济适用的MPI工业通讯网络。系统硬件网络结构如图2所示。

图2 系统硬件网络结构
在实际设计电路图的过程中,要用信号隔离端子对模拟量的输入信号进行相应的处理,防止模拟量信号出现偏差。另外要用中间继电器对数字量输入输出信号进行隔离并对现场的电源进行相应的稳压处理,防止损坏PLC模块。
2.2 控制系统的软件设计
2.2.1 系统的控制原理
本系统的控制器PLC是根据煤仓下煤量来判断是否有堵煤现象进而进行空气炮控制的,下煤量的多少通过传感器反馈给变频器,下煤量少时就说明煤仓出现堵煤现象,反之正常。本系统通过监控变频器的频率来得到煤仓下煤量的数据,并把系统的各种数据同步显示在3台触摸屏上。如果出现煤仓堵煤等情况,系统会自动发出放炮指令来使煤仓恢复正常工作。如果经过连续的几组放炮指令后煤仓还处于堵煤的状态中,那么系统会自动转换到手动放炮并发出报警信号来通知工作人员,同时记录此时的各种数据以便进行分析参考。另外,为了避免连续的一组空气炮长时间工作而造成系统的不合理应用,本系统专门设计了循环放炮的功能。当给煤机的下料口出现堵煤现象时,系统自动启动第一组空气炮清除堵煤现象,当下次再出现堵煤现象时,系统就会自动跳过第一组空气炮而直接启动第二组空气炮;如果第一组空气炮启动后堵煤现象没有被清除,那么就继续启动第二组空气炮清除堵煤现象,当下次再出现堵煤现象时,系统就会跳过前面两组空气炮而直接启动第三组空气炮;如果第二组空气炮启动后煤仓的出料口还是处于堵煤状态,那么系统就继续启动第三组空气炮,此时如果堵煤现象还继续存在,系统就会发出报警信号给工作人员并停止放炮系统工作。系统控制流程图如图3所示。
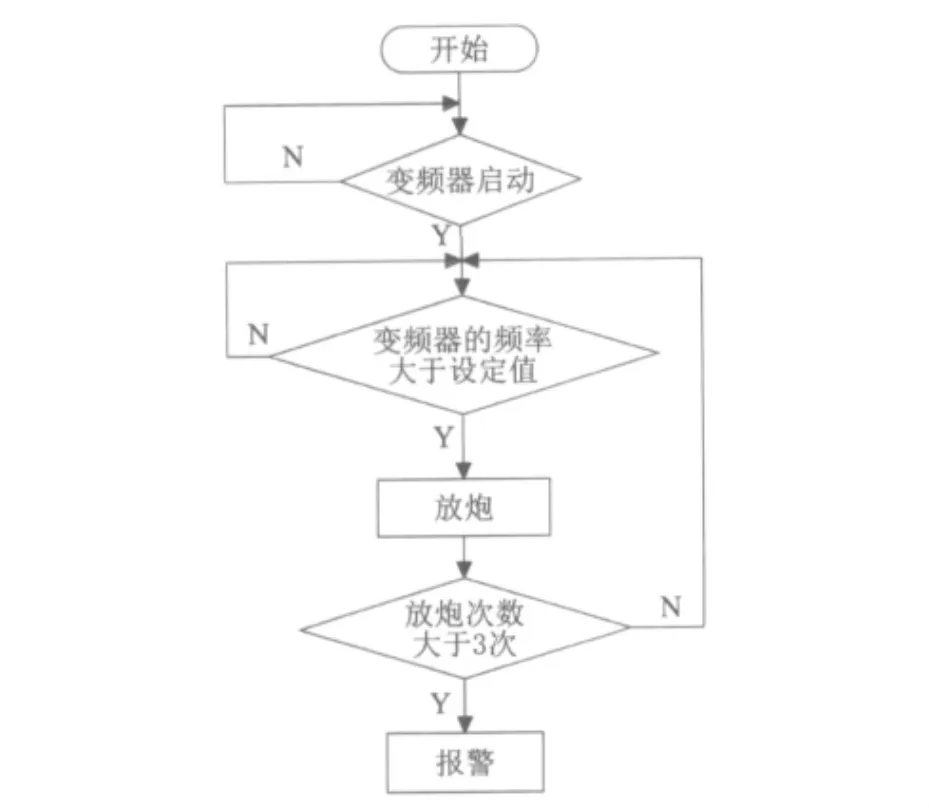
图3 系统控制流程图
2.2.2 控制程序设计
考虑到系统程序的复杂性,本设计把程序分为程序块来进行设计,避免了控制程序的混乱。程序块结构主要包括主程序块OB1、模拟量转换程序块FB1-FB24、时间转换程序块FB25-FB48、放炮程序块FC201-FC224、报警程序块FC225以及惯性滤波子程序FC3等。本程序采用惯性滤波法对模拟量进行处理,因为惯性滤波法能很好地消除周期性干扰和较宽频率的随机干扰信号。
2.3 触摸屏监控系统设计
考虑到现场的实际操作需要,采用3台触摸屏可同步进行显示和操作的一机多屏技术,在这个技术上工作人员可以在任何一个触摸屏上观察到系统的工作状态,也可在任何一个触摸屏上修改系统参数,实现人机信息无缝交换。另外,在触摸屏上也可进行一些相关参数的记录查询,如报警记录、放炮时间以及每天的放炮次数等,方便生产者和管理者查询和管理。触摸屏的运行画面如图4所示。

图4 触摸屏的运行画面
4 设计效果
对比介休洗煤厂原来的放炮系统存在的系统不稳定、维修复杂和处理堵煤不及时等问题,新系统能够及时地清除堵煤现象,而且运行稳定和可靠,使配煤的产量和质量都得到了较大提高,带来了较大的经济效益。放炮系统改造前后对比情况如表1所示。

表1 放炮系统改造前后对比情况
5 结语
PLC和触摸屏在配煤中心放炮连锁系统中的应用把各个煤仓的放炮系统连接到了一起,实现了对配煤中心几个煤仓的综合管理和集中控制。该系统在汾西矿业介休洗煤厂实际运行半年,克服了手动放炮的种种弊端,减少了人工以及工人的工作量,提高了配煤效率。
[1]唐印伟.矿用大型带式输送机控制系统优化设计研究 [J].煤炭技术,2010 (2)
[2]孙振海,罗成名,宋风华.浮选自动跟踪加药控制系统 [J].煤炭技术,2011 (4)
[3]李翠兰,李远清,杜香莲.西门子PLC在煤矿带式输送机运输控制系统中的应用 [J].煤矿机械,2004 (8)
[4]刘琛,宫庆刚,赵红艺.东滩煤矿选煤厂配煤自动化技术开发及应用 [J].中国煤炭,2002(8)
Design of shooting chain system for coal blending center based on PLC
Hu Xiaofei,Zhang Guojun
(College of Information Engineering,Taiyuan University of Technology,Taiyuan,Shanxi 030024,China)
In view of such existing issues as block clearing not in time and system instability for shooting system in coal blending center of Jiexiu coal washing plant of Fenxi Mining Group,a PLC-based automatic blaster chain system was designed.A combination of PLC and touch screen achieved the centralized control on six coal blocking systems in coal washing plant,and the realtime monitoring and adjustment of the various parameters of shooting system can be achieved through the monitoring pictures of touch screen.
coal washing plant,coal blending center,block clearing,shooting system
TD94.7
A
胡肖飞 (1987-),男,山西运城人,在读研究生,主要从事工业自动化研究。
(责任编辑 路 强)
猜你喜欢
安徽工业大学学报(自然科学版)(2022年3期)2022-07-14
选煤技术(2022年2期)2022-06-06
同煤科技(2020年4期)2020-08-20
科学技术创新(2020年21期)2020-08-12
艺术品鉴(2020年1期)2020-01-19
娃娃画报(2019年8期)2019-08-05
商情(2017年17期)2017-06-10
爆笑show(2015年5期)2015-07-09
凿岩机械气动工具(2015年2期)2015-01-26
中国高新技术企业(2014年17期)2014-10-28