
温湿度自动检定系统的应用与改进研究
2013-09-07 07:51:54陈一鸣
武汉工程职业技术学院学报 2013年4期
尚 伦 高 云 陈一鸣
(武汉钢铁(集团)公司研究院 湖北 武汉:430080)
温湿度是实验室环境的重要参数,对实验数据具有一定的影响,故温湿度计广泛应用于各个实验室中。依据JJG 205-2005《机械式温湿度计检定规程》规定,温湿度计需要定期检定。检定所需设备为标准通风干湿表和温湿度检定箱,检定时正反行程及重复性检定的检定点多达36个,每达到温湿度检定点后需要稳定30min才开始读数,过5min再读数一次,完成整个检定工作耗时较长,且每个检定点都需要人工设定、读数和记录,影响了工作效率和检定精度,因此,有必要对当前系统进行改进。改进过程充分利用了设备已有的功能和接口,增加了低成本的USB摄像头,通过计算机编程控制检定过程,使其具有实时的温湿度数据采集和控制功能,提高了温湿度检定系统的自动化程度,节省了大量的人力、提高了工作效率和检定精度。
1 温湿度检定系统结构及应用
1.1 温湿度检定系统的结构
温湿度检定系统主要由XLS-Ⅱ型温湿度检定箱和MT-humi700型标准通风干湿表构成。温湿度检定箱是一种能提供稳定温湿度环境的温湿度检定设备,温湿度可随意调节,用来检定各类温湿度仪表。温湿度检定箱控制系统是以宇电公司的AI808P人工智能控制器为控制核心,以Pt100温度传感器和瑞士rotronic公司生产的MP408A-T4-W4W湿度传感器作为输入信号,以调温和调湿装置(电加热器、除湿分子筛和加湿器等)为控制对象的专用温湿度仪表检定设备。标准通风干湿表是经过计量部门标定的计量标准,作为标准器具,它采用Pt100铂电阻做测温传感器,采用通风干湿球法测量相对湿度,测量精度高,抗干扰能力强。
1.2 温湿度检定系统的应用
开展检定工作时,将标准通风干湿表的传感器置于温湿度检定箱工作室的中心位置,被检温湿度计置于检定箱工作室的有效空间内。检定时,通过分别设定检定箱上的AI808P温控和湿控仪表达到检定点。温度检定点为:15℃,20℃,30℃,湿度检定点为:箱内温度为20℃时,40%RH,60%RH,80%RH。达到检定点设定值后,稳定30min后开始读标准干湿表和被检仪表示值,间隔5min后再读数一次,取两次读数的平均值作为标准器和被检仪器的示值。然后再计算示值误差。之后再在同一检定点上正、反行程读数,得出温湿度的重复性和回差等参数。
由上可以看出,温湿度检定工作时,检定点较多且达到检定点后稳定时间长;每个检定点读数后,需要人工再次设定检定箱的温湿度值,整个检定过程耗时较长,且需要工作人员长期监视、读数,耗费大量的人力和时间;读数时透过检定箱玻璃窗读数,读数精度不高,影响了工作效率和检定精度。
2 温湿度检定系统的自动化改造
2.1 温湿度自动检定系统的结构原理
温湿度检定自动化改造,以计算机为上位机,以AI仪表、MT-humi700型标准通风干湿表和USB摄像头为下位机,基于vb6.0编程,运用串口通信和USB摄像头图像采集技术,通过串口通信控制记录AI仪表和标准通风干湿表数据,通过USB摄像头记录被检定仪表的示值。检定过程中实时显示温湿度变化曲线、被检仪表温湿度数据显示图片,并以检定点标准温湿度数据作为被检仪表图片文件名保存图片文件,检定结束后,读取检定数据和被检仪表在各个检定点的示值图片,获取检定结论,完成检定工作。自动检定系统的原理结构如图1所示。

图1 系统原理结构图
2.2 温湿度检定系统自动化改造具体措施
2.2.1 温湿度检定箱的控制
温湿度检定箱用以提供稳定的温湿度检定环境,温度和湿度两个参数由两个宇电公司的AI808P人工智能控制器控制,改造前各个检定点需要人工设定控制器,设定后需要监视环境温度和湿度是否达到设定值,达到设定值后开始稳定时间计时和记录数据。本改进利用PC机作为上位机,AI仪表作为下位机,利用仪表的RS485接口,通过vb编程实现对温湿度值的设定和实时监控,达到设定的温湿度后自动开始稳定时间的计时,稳定时间结束后保存检定图片并依次设定下一个检定点,按照检定规程的要求完成检定工作。
AI-808型控制器具有光电隔离的RS485通讯接口。RS485是工业现场中应用较多的一种通信方式。通讯距离长达lkm以上(部分实际应用已达3km 4km),只需两根线就能使多台AI仪表与计算机进行通讯,优于RS232通讯接口。由于PC机一般只提供RS232接口,当使用PC机作为温度控制器的控制上位机时,须使用RS232/RS485通讯接口转换器,将计算机上的RS232通讯口转为RS485通讯口。仪表允许在一个RS485通讯接口上连接80台仪表(本系统使用2台),其连接的结构如图2所示。
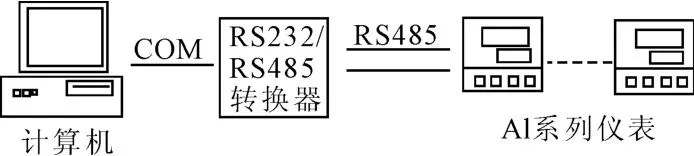
图2 AI仪表连接图
AI-808P型控制器采用宇电公司开发的AIBUS通讯协议,指令简单,控制器使用异步串行通讯接口。数据格式为:1个起始位,8位数据,无校验位,1个或2个停止位。通讯前,需设置仪表的“Addr”和“bAud”参数,以完成仪表RS485通讯的地址和波特率设置。通讯传输数据的波特率设置为9600bit/S,地址参数用以识别同一条总线上的不同温度控制器,仪表的通讯波特率须与上位机保持一致。
PC机与控制器之间的通信采用主从问答方式。PC机为上位主站,控制器为下位从站。PC机通过发送(读/写)命令启动通信。处于总线上的2个控制器同时接收到命令。控制器检查命令中的站地址是否与自己相符。如不一致,说明上位机是与其他温度控制器通信,则忽略该命令;如一致,则响应该命令,并将执行结果回送给PC机,一次通信过程结束。
AI-808P控制器采用16进制数据格式来表示各种指令代码及数据,通信帧为定长格式。通信指令经过优化设计后,只有两条,一条为读指令,一条为写指令。
读/写指令格式分别如下:
读:地址代号+读写标志(52H)+要读参数的代号+0+0+CRC校验码
写:地址代号+读写标志(43H)+要写参数的代号+写入数低字节+写入数高字节+CRC校验码
地址代号为两个相同的字节,数值为(仪表地址+80H);参数代号为一个字节,表示要读/写的参数名;CRC校验码为参数代号×256+读写标志+参数值(读指令为0)+仪表地址。
控制器对读写指令,返回以下数据:
测量值PV+给定值SV+输出值MV及报警状态+所读/写参数值+CRC校验码
其中PV、SV及参数值为16位有符号补码整数,各占2个字节,低字节在前,高字节在后。整数无法表示小数,要求在上位机处理。MV为8位有符号数,占一个字节,状态位占一个字节,校验码占2个字节,共10个字节。返回校验码:PV+SV+(报警状态*256+MV)+参数值+ADDR按整数加法相加后得到的余数。
温度控制仪表的“Addr”为1,下面以将温湿度箱温度设定为30℃为例,给出了AI仪表的部分串口通信程序:

2.2.2 标准通风干湿表的串口通信
微测仪器(福州)有限公司的MT-humi700型标准通风干湿表,采用pt100作为测温传感器,采用通风干湿球法测量相对湿度,避免了风速对湿度测量的影响。测量精度高,抗干扰能力强,20℃时,湿度准确度1.0%RH。使用计算机的RS232接口与标准干湿表通讯,用三线制接法与仪表通讯,即计算机RS232接口的2脚、3脚、5脚分别与标准通风干湿表的3脚、2脚、5脚连接,将通讯传输数据波特率设置为9600bit/S,该仪器开机即实时上传数据,上传数据为14位的ASCⅡ码,其中前8位数据为湿度值,后4位数据为温度值,最后1位是换行符,上传的数据按照以下格式发送:

串口通信实现部分程序:

2.2.3 USB摄像头的通信和被检仪表图片获取
USB摄像头由于价格低、功耗小、与计算机连接方便等特点,已得到了广泛使用。本系统USB摄像头传输距离为1.5m,小于USB2.0规范规定的最大有效传输距离不超过5m的要求,随着摄像头技术的不断进步,其分辨率和成像质量已经非常理想,各项性能满足本系统的需求。本次改造中的自动监控系统就是基于普通的USB摄像头,利用 Windows内部提供的Avicap32动态链接库,完成被检仪表视频信号的实时采集,根据检定步骤要求,以温湿度数据为文件名保存被检仪表图片。
工作步骤:摄像头的初始化,图像的获取,达到设定的温湿度后,稳定30min后以温湿度数据做为文件名保存图片一次,再过5min再次保存图片一次。部分程序代码如下:

2.3 温湿度自动检定系统的应用
2.3.1 自动检定系统的运行
温湿度自动检定系统具有数据实时采集,曲线动态显示功能,可以直观的反应温湿度参数的变化趋势,摄像头采集图片同时显示在程序的控制面板上,整个程序界面简洁、实用,能够满足实际工作的需要。系统界面如图3所示。

图3 系统界面
2.3.2 系统的工作流程
温湿度自动检定系统的工作流程严格按照JJG 205-2005《机械式温湿度计检定规程》规定,依次达到温度设定点15℃,20℃,30℃和湿度检定点:箱内温度为20℃时,40%RH,60%RH,80%RH。为了提高工作效率,温度达到20℃后,先把三个湿度检定点检定完成后,再检定温度的30℃检定点,检定流程得到了优化。达到每个检定点后,稳定30min后开始读标准干湿表示值,间隔5min后再读数一次,并以标准温湿度值保存被检仪表的图片,取两次读数的平均值作为标准器和被检仪器的示值,然后再开始下一检定点。检定流程如图4所示。

图4 检定流程图
3 结语
本系统由计算机做为上位机,AI仪表、MT-humi700标准通风干湿表和USB摄像头为下位机,按照检定规程的要求依次对每个检定点数据进行检定,检定过程中实时显示温湿度变化曲线,被检仪表的示值图片,以温湿度检定数据作为文件名保存被检仪表图片,实现了对检定流程的实时监控和数据保存。改变了以往检定时由工作人员承担的监控、记录检定数据等工作,减小了工作强度,提高了工作效率,原来读数时需要透过检定箱的玻璃窗口读取被检仪表数据,受到玻璃窗口水雾、光线、人员工作经验等因素的影响,读数准确性受到一定的影响,改造后,摄像头与被检仪表同时放入检定箱中,相对位置固定、环境参数一致、读数由计算机完成,减少了读数过程的误差,提高了检定精度。
进一步改进措施,本系统涉及指针式仪表自动读数技术,它将计算机视觉技术引入仪表检定过程,消除了人工观测方法所造成的主观误差,提高了检定精度和效率,但是不可避免的存在摄像头视差对读数的影响,通过查阅文献,有的用建立在双目测量系统下的仪表成像摄像机标定技术减少读数影响、有的通过仪表图像处理系统进行检定视差的校正、有的使用步进电机以及机械机构实时调整摄像头位置减少成像误差。由于实际工作中,温湿度仪表类型繁多、不同厂家生产的仪表外观尺寸相差较大,所以进一步的改进措施计划采用由计算机控制的步进电机以及相应的机械机构,通过调整摄像头位置减少误差,具体效果有待进一步的验证。
[1]徐桂梅,郑淑芳,王朝敏.机械式温湿度计湿度部分测量结果的不确定度评定[J].内蒙古气象,2012,(2):30-31.
[2]安代芬.机械式温湿度计示值误差的测量不确定度评定[J].计量与测试技术,2012,39(10):68-69.
[3]范逸之,陈力元.Visual Basic与RS232串行通信控制[M].北京:清华大学大学出版社,2002.
[4]张满莉,杨敬伟.基于VB6.0的宇电仪表与计算机串口通信及在发动机磨合试验台的应用[J].计量与测试技术.2011,38(6):23-25.
[5]高云,邓攀,尚伦,等.AI-808温度控制器与计算机串口通信[J].武汉工程职业技术学院学报,2012,24(1):41-44.
[6]李江.基于AVICap窗口类视频监控及捕捉系统的实现[J].视频技术应用与工程,2004,265(7):72-74.
[7]阮林波,曹锦云.基于USB摄像头的远程多路图像采集系统设计[J].计算机工程与设计,2004,25(6):988-995.
[8]魏彩乔,郭会.基于VB和串行通信的步进电机控制系统设计[J].机床与液压,2012,40(8):134-139.
[9]赵卫强,鲁墨武.基于VB6.0的监控系统软件中数据存储及数据曲线实现方法的研究[J].沈阳航空工业学院学报,2003,20(1):31-34.
猜你喜欢
建筑与预算(2023年2期)2023-03-10 13:13:36
建筑与预算(2022年5期)2022-06-09 00:55:10
建筑与预算(2022年2期)2022-03-08 08:40:56
装备制造技术(2021年5期)2021-08-14 01:45:00
漳州职业技术学院学报(2019年1期)2019-11-16 08:46:00
电子制作(2018年11期)2018-08-04 03:26:02
中国公路(2017年19期)2018-01-23 03:06:36
中国公路(2017年15期)2017-10-16 01:32:04
中国公路(2017年9期)2017-07-25 13:26:38
中国公路(2017年7期)2017-07-24 13:56:40
