
超高分子量聚乙烯单螺杆挤出熔融研究
2013-09-04 05:44戚晓芸
当代化工 2013年1期
戚晓芸,薛 平
(北京化工大学, 北京 100029)
超高分子量聚乙烯(UHMWPE)是一种新型热塑性工程塑料,其分子结构和普通聚乙烯完全相同,但是粘均分子量可达到100万至800万。分子链程度是普通PE的十几倍,极易缠结,从而使超高分子量聚乙烯分子热运动缓慢,当加热到熔点时,UHMWPE呈胶状高粘弹体,熔体粘度高达108 Pa·s以上,熔体流动速率几乎为0。超高分子量聚乙烯的临界剪切速率也极低,使得超高分子量聚乙烯很难用常规的塑料加工方法加工。然而,正是因为其极高的分子量,UHMWPE具有其他塑料无可比拟的优异性能,可取代碳钢,不锈钢等金属材料,广泛用于纺织、造纸、食品机械、运输、冶金、煤炭等领域[1,2]。
现如今,国内外一些研究单位已经掌握如单螺杆挤出等一些加工 UHMWPE制品的方法并研究了部分相关理论,但是很多关于UHMWPE熔融过程的研究仍停留于经验、间接实验和模拟分析。本文通过直接实验观察并理论计算研究 UHMWPE的熔融过程,从而实现认清UHMWPE单螺杆挤出的熔融机理,达到更好地指导生产的目的。
1 UHMWPE的熔融过程
为了直观地观察UHMWPE在单螺杆挤出机中的熔融状态,采用从挤出机尾部顶出螺杆的方法,快速将螺杆从机筒中顶出,观察粘附在螺杆上及螺槽中的物料熔融情况。
为改善UHMWPE的流动性,在原料中加入了少量润滑剂,聚乙烯蜡和硬脂酸钙。三种原料的具体信息和比例为:
UHMWPE:型号 M-Ⅱ,相对分子质量为200~300万,由北京助剂二厂生产,含量为96.5%;聚乙烯蜡:型号 L-913,由北京助剂二厂生产。含量为3%;硬质酸钙:工业级,含量为0.5%。
由于UHMWPE粘度很大,并且物料熔融后膨胀,加之挤出机机筒内壁有沟槽的原因,所以顶出螺杆之前,要使在某一转速和温度设置下,物料挤出稳定,然后不加料挤出一段时间,保证螺杆加料段物料已全部输送到压缩段,在这种情况下实现顶出螺杆。
通过实验,可观察到UHMWPE的熔融过程分为两个部分。观察砸出的压缩段物料,我们看到在UHMWPE在挤出机内第二压缩段开始,物料已不呈粉末状,而是粘结状,上表面首先出现粘结状硬皮,越接近计量段,物料粘结得越紧密,类似于在模压机中的烧结,如图1所示。

图1 UHMWPE单螺杆挤出熔融实验现象Fig.1 Experimental melting phenomenon of single-extrusion of UHMWPE
这是由于在压缩段,物料内部挤压、摩擦、剪切,以及从机筒吸收的热量,使物料内部有部分物料和小分子填料提前熔融,与机筒接触的部分更是首先出现了硬皮,随着固体塞温度不断上升,熔融现象从上表面逐渐向下推进。
紧接着是熔膜区,从观察到的UHMWPE熔融处的螺带可以观察到,在熔膜区,物料由原来的白色逐渐渐变为透明。如图2和3可见,在这一区域,螺带上表面即与机筒内壁接触的表面逐渐趋于透明,下表面即与螺杆接触的表面仍为白色,但是当螺带全部熔融时,底部的白色也随之消失。
由此可以证明,UHMWPE的熔融过程与其在静态受热时的状态相似,在受热面首先熔融变透明,随着热量的传递,透明熔膜逐渐变厚,直到螺带全部熔融。这是由于 UHMWPE物料的粘度太高,很难出现熔体流动。从取下的样条螺带可以看到一些螺带底部(与螺杆接触的部分)有类似于熔池形状的,逐渐变窄的未熔融,和变宽的熔融区域。这是因为机筒和螺杆温度高,并且螺杆的顶出需要一定的时间,物料在机筒内继续受热,螺杆前部也向后部传递热量,出现了螺棱背面熔融较多。

图2 螺带与机筒内壁接触面Fig.2 Spiral belt surface contacted with inner surface of barrel
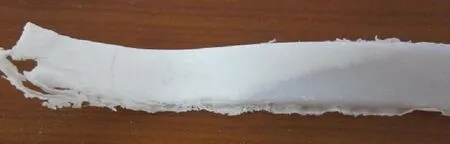
图3 螺带与螺杆接触面Fig.3 Spiral belt surface contacted with the screw
图4 为UHMWPE单螺杆挤出熔融物理模型,即将螺杆螺槽展开并沿着螺槽伸展方向切开,以及在熔融不同阶段螺杆横截面所见的熔融状态。
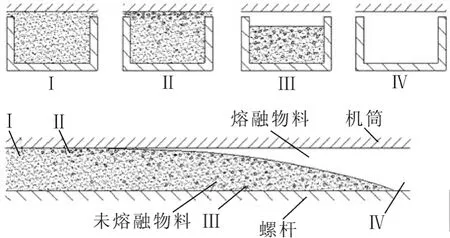
图4 UHMWPE单螺杆挤出熔融物理模型Fig.4 Physical model of single-extrusion melt zone of UHMWPE
2 UHMWPE与普通聚合物单螺杆挤出熔融过程的区别
(1) UHMWPE因为分子量高,黏度大,在挤出过程中基本只呈一维运动,几乎没有横向运动和物料交换。而普通聚合物在单螺杆挤出时,因为熔融料黏度较低,在机筒的摩擦作用下有螺槽内的横向运动,并且因为螺杆和机筒间存在间隙,所以还存在物料位置的交换;
(2) UHMWPE的单螺杆挤出从加料段到计量段整体的输送机理都是以达涅尔(Darnell)和莫尔(Mol)根据固体的摩擦的静力平衡建立的固体输送理论。而普通聚合物熔融后,熔料就在压力和拖曳的共同作用下向前输送;
(3) UHMWPE的熔融过程只分为两段,即上文所述的粘结区和熔膜区;而普通聚合物熔融分为熔膜区,熔池区,环流区和固相破碎区。
3 UHMWPE熔融模型计算
熔膜与固体床的速度呈柱塞状分布,边熔融边前进,熔膜层越来越厚。熔膜区断面分为熔膜和固体床两部分,上面是熔膜,下面是固体床。为计算熔膜径向分布)(Zf=d ,以及熔融长度,建立UHMWPE熔融模型,我们建立一系列平衡方程,并进行了求解。
3.1 熔膜质量平衡方程
熔膜的质量平衡如图5。
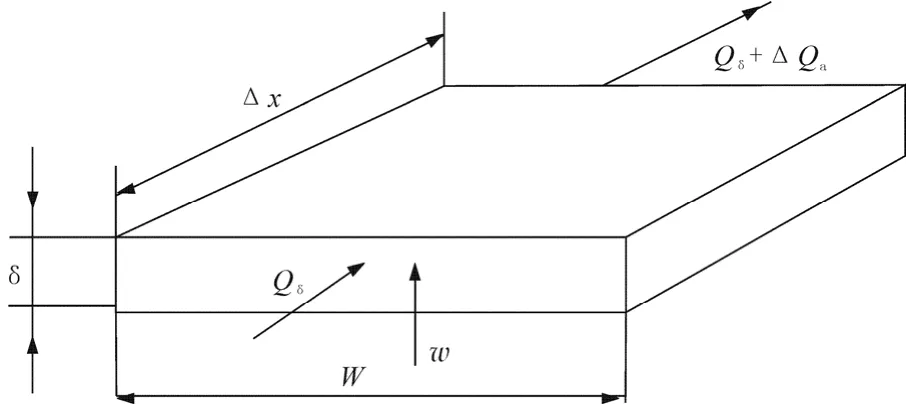
图5 熔膜的质量平衡Fig.5 Mass balance of melt film
取z向微元,熔膜经过微元后流率由Qa变为Qa+dQD,增量来源自固体床熔融所增加的熔体。

式中:wA—单位面积物料熔融速率,W/m2
ρm—熔体密度,kg/m3。

因为Z=0时,熔膜体积Q=0,所以C1=0所以

3.2 固体床平衡
固体床质量与熔膜质量之和为总的输送流率:

式中:δ—熔膜厚度,m;
G—质量流率,g/min。
所以

(3)中G可将固体输送段质量流率代入,所以G可知,wA,VSZ未知。
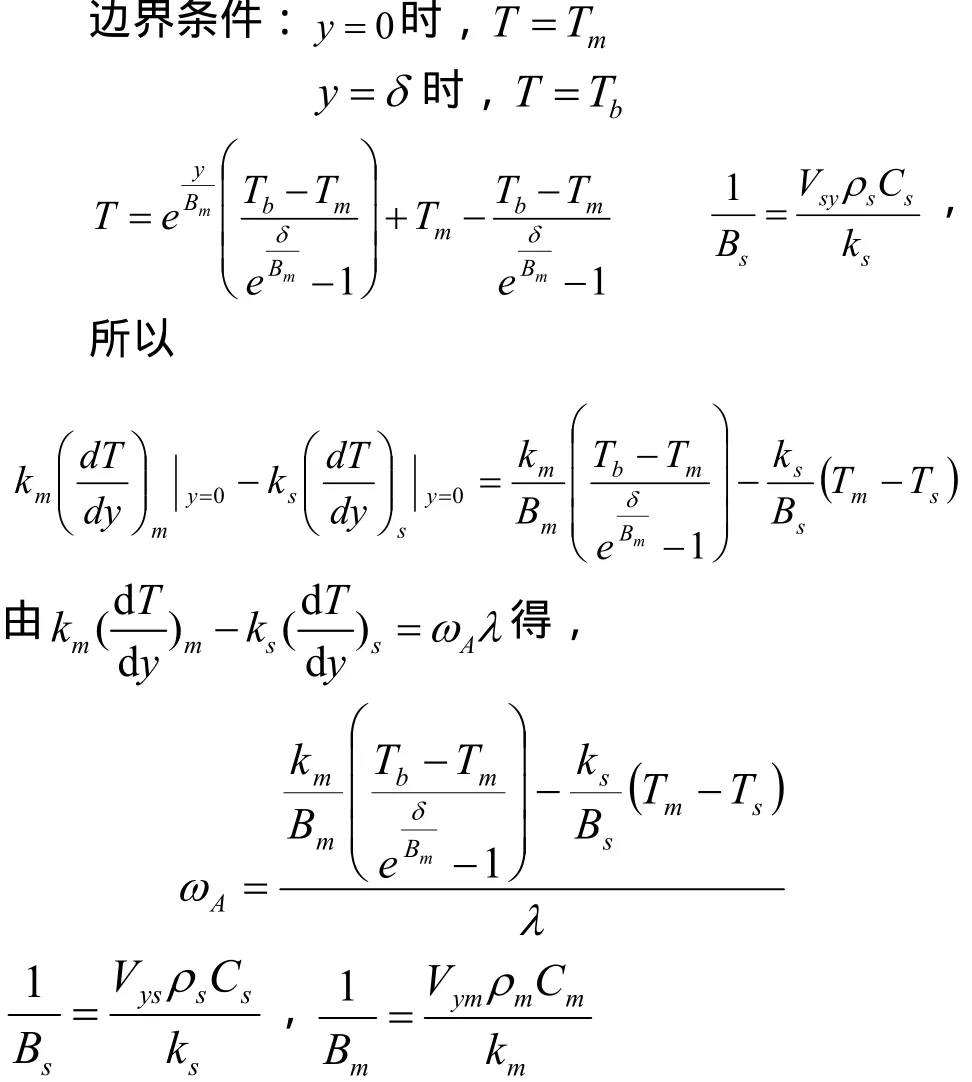
3.3 固液相分界面热量平衡
从液相流入分界面热量与流入固相热量之差等于固相熔融所需要热量,即

式中: λ—熔融潜热,kJ/kg;
km,ks—热导率,W/(m·K);
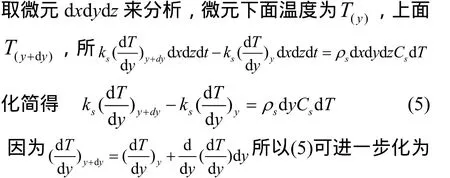
3.3.1 固相温度分布(图6)
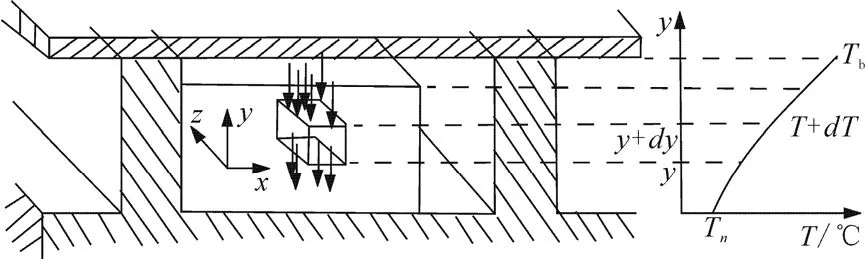
图6 固相微块中的传热分析Fig.6 Analysis of heat transfer in solid micro unit
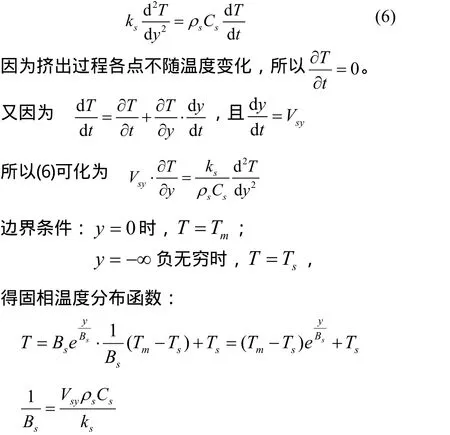
3.3.2 液相分布函数
因为UHMWPE的熔融状态类似于“固体塞”,熔膜层与层之间无相对运动,则热量主要依靠机筒热传导获得,计算方法与固相相同:
式中:φ—牵引角;
θ—螺杆螺纹升角。
所以式)(Zf=d可求。同时,在H=d时,即全部熔融时,得熔融段长度
计算所需的UHMWPE各项热性能参数[2-5]如表1。
通过实验记录,UHMWPE的熔融温度为136 ℃左右,当第二压缩段温度被设定为110~130 ℃时,熔融位置在距离螺杆头第8至第10个螺槽。同时,第8至第10个螺槽在挤出机计量段的加热圈内,则Tb=230 ℃,而Ts等于第二压缩段加热圈温度,即110℃~130 ℃。
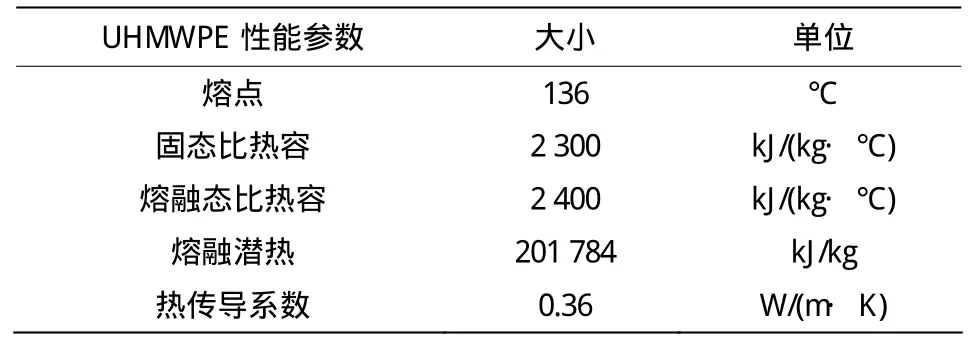
表1 UHMWPE热性能参数Table 1 Thermal parameters of UHMWPE
3.3 熔膜区长度理论值计算
测量在不同转速下UHMWPE的挤出产量G,结果如表2。
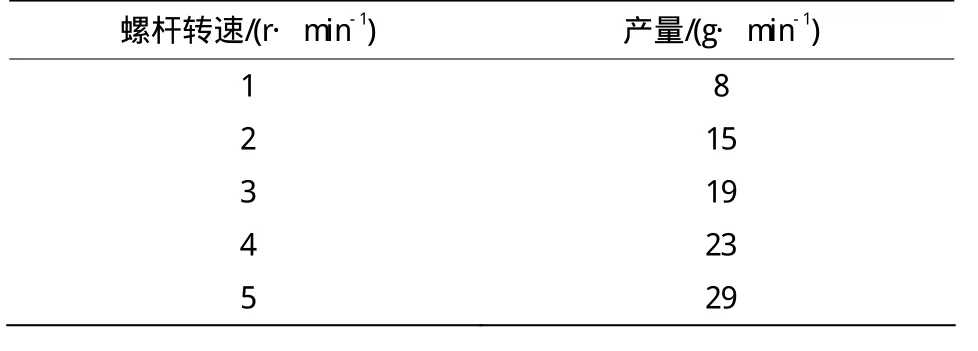
表2 不同转速下UHMWPE的挤出产量Table 2 Extrusion output of UHMWPE in different rotate speed
所需要的参数都已知,代入计算。图7为第二压缩段温度分别在110 ℃和130 ℃时,熔膜区长度随转速的变化。
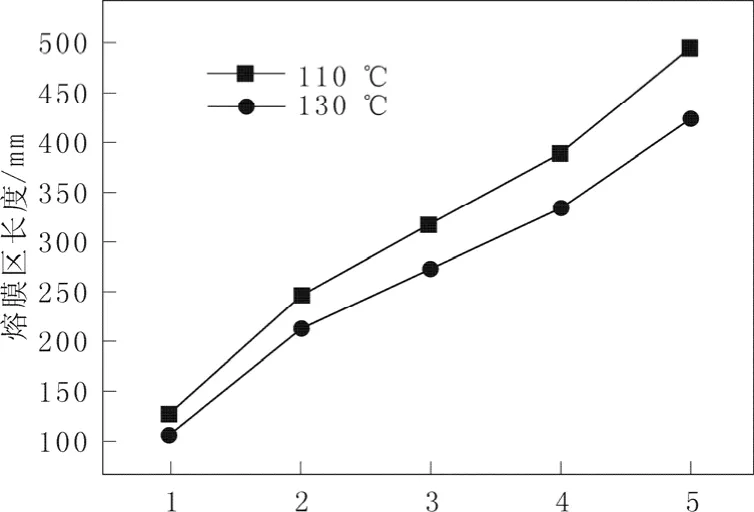
图7 熔膜长度随转速变化Fig.7 Melt film length varying with rotate speed
4 误差及结果分析
由于本实验是用敲击螺杆的方法将螺杆顶出观察挤出机内部物料的状态,所以如果机筒内物料过多,螺杆便很难被顶出。因此在很多情况下,螺杆被顶出后,所剩的熔融段并不完整,并且由于机筒内壁有沟槽的原因,熔融段被破坏。加之在完整熔膜出现前,UHMWPE物料已成致密粘结状,所以熔膜区开始区域很难被区分出来,但是随温度和转速变化的趋势仍然存在,如图8,从左至右分别是在第二压缩段为130 ℃时,转速在5, 3,1 r/min下,熔膜区与螺杆接触面的图像。可见,熔膜区长度随转速增加而变长,符合理论计算的趋势。
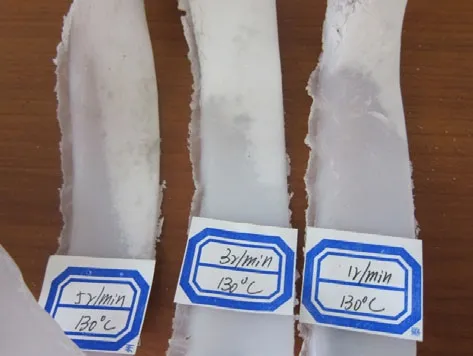
图8 熔膜区与螺杆接触面在不同转速下的图像Fig.8 Contact surfaces of melt film zone and the screw in different rotate speed
熔膜区长度计算公式可能的误差来源:如上文所述,UHMWPE熔融段分为两个区域,其在进入第二压缩区的时候由于挤压、摩擦、剪切和吸收机筒的热量,物料内部已有少部分物料熔融,从而减小了在熔膜区的熔融历程。
在第二压缩段取值高于140 ℃时,由于高于UHMWPE的熔融温度136 ℃,转速较慢,物料受热充分,这时熔膜区明显减小很多,在第二压缩段就已实现全部熔融,而不是像110 ℃至130 ℃那样在接近计量段或者在计量段之内熔融。
在挤出过程中,第二压缩段设定不同的温度,熔膜区出现的位置是不一样的。温度越低,位置普遍越靠近螺杆头,这是因为温度低,物料不能充分受热,只有接近计量段,才能开始出现熔膜。
图8 熔膜区与螺杆接触面在不同转速下的图像Fig.8 Contact surfaces of melt film zone and the screw in different rotate speed
同时,转速的不同也会影响其熔膜区出现的位置。转速越慢,物料越能充分受热,从而快速熔融。例如150 ℃时,转速为2 r/min时,在距离螺杆头第12个螺棱出出现熔膜,而转速为5 r/min时,在第9个螺棱处熔融。
5 结 论
(1)通过对螺杆的顶出实验,得到UHMWPE单螺杆挤出的熔融过程,即熔融物料和未熔融物料整体呈固体塞向前输送,没有物料交换。
(2)熔融过程分两部分,首先是在压缩段,物料内部挤压、摩擦、剪切,以及从机筒吸收的热量,使物料内部有部分物料和小分子填料提前熔融,形成粘结区,随着物料继续受热,形成熔膜区,熔膜逐渐增厚,直至全部熔融。
(3)通过对UHMWPE单螺杆挤出熔融模型进行计算,验证了UHWMPE熔融过程,并得出可指导生产的计算公式熔膜径向分布)(Zf=d和熔膜区长度
[1] 何继敏,薛平,何亚东,朱复华. 超高分子量聚乙烯单螺杆挤出的输送机理研究[J].高分子材料科学与工程,2001,17(1):1.
[2] 何继敏,薛平,何亚东.超高分子量聚乙烯管材的单螺杆挤出及应用[J].塑料,1998,27(1):38.
[3]朱复华.挤出理论及应用[M].北京:中国轻工业出版社,2001:87-88;97-98.
[4] 毛旭琳.超高分子量聚乙烯的固态挤出成型研究[D].北京:北京化工大学.
[5]杨世英.工程塑料手册[M].北京:中国纺织出版社,1994:197-200.
猜你喜欢
现代塑料(2022年2期)2022-09-22
纺织科学研究(2021年7期)2021-08-14
橡塑技术与装备(2018年8期)2018-04-19
中国塑料(2017年2期)2017-05-17
现代检验医学杂志(2016年1期)2016-11-12
国外医药(抗生素分册)(2016年4期)2016-07-12
中国塑料(2016年7期)2016-04-16
当代化工研究(2016年2期)2016-03-20
中国塑料(2015年11期)2015-10-14
中国塑料(2015年10期)2015-10-14
