基于柴油机组的高压水射流设备
2013-09-03 08:53:14刘娇月杨聚庆吴柏林
实验室研究与探索 2013年7期
刘娇月, 杨聚庆, 吴柏林
(1.河南工业职业技术学院,河南南阳473009;2.珠海格力电器股份有限公司,广东珠海519000)
0 引言
水射流是由喷嘴流出形成的不同形状的高速水流束。通常,动力驱动泵通过对水完成一个吸、排过程,将一定量的水泵送到高压管路,使其以一定能量达到喷嘴。而喷嘴的孔径要求比高压管路直径小的多,因此到达喷嘴的这一定量的水想要流出喷嘴孔,就必须加速。经过喷嘴孔加速凝聚的水就形成了射流,其流速取决于喷嘴出口截面前后的压力降。喷出的射流打击在靶件(工件)表面上就称为射流作业[1-3]。
高压水射流技术目前已扩展至工业清洗工程、除锈工程、水力切割工程、破碎工程、采煤和石油钻采工程等领域和部门。近年来,我国高压水射流发生装置(高压泵、增压泵)及配件(阀、高压软管、喷嘴和喷头)的研究发展迅速,在其理论、应用研究及产品研制中,都有长足进展[2,5-7]。
本文提出了一种新型的以柴油机为发动机的高压水射流清洗设备,该设备集柴油机、增压泵、高压阀、高压软管、自动化电气等于一体,采用柴油机水射流控制器,自动控制转速和高压水射流压力,安全、高效、可靠。主要作业为靶件表面的清洗、除漆、除锈、去除涂层、无飞溅的净化处理,用高压装置以及电气控制设施,使水流通过高压动力传动设备实现高压水射流,从而达到高压水清洗的目的。
1 高压水射流设备总成
成套的水射流设备差别很大,但基本上都有泵、喷嘴及其中间环节,大致可划分为4个系统:压力水发生设备、控制系统、执行系统和辅助系统。高压水发生设备由高压泵机组和增压泵机组组成;控制系统由安全阀、调压阀、控制阀、电控柜等组成;执行系统由喷枪、喷杆、喷头、磨料射流总成、二维或三维旋转喷头等组成;辅助系统由压力表、拖车、进给机构等组成[3]。
图1是高压清洗机的机组管路原理图,其主要原理是:发动机带动增压泵将水抽出通过过滤器进入高压泵;同时在电磁阀的控制下,气体从进气泵进入高压泵;高压泵将水气混合,增加压力,然后再通过超高压软管进入喷枪,通过喷嘴射出。
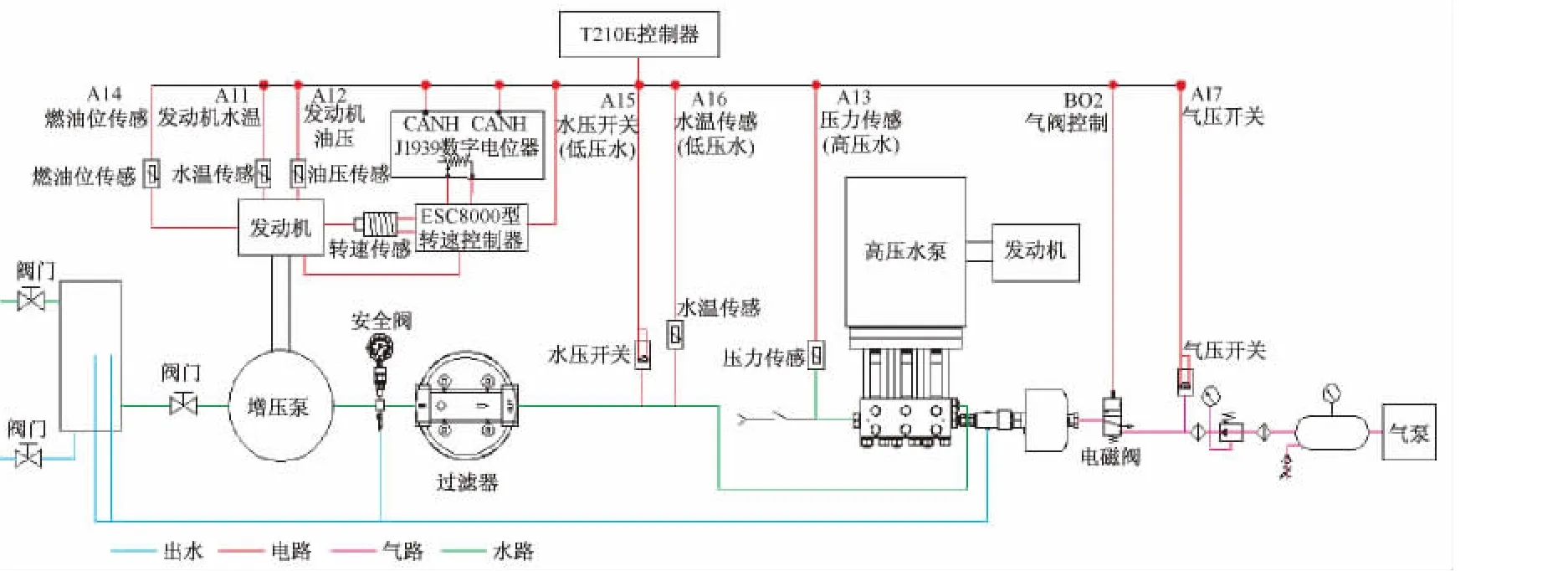
图1 机组管路原理图
设备中主要部件的功能是:
(1)高压泵。用于增加水压,并将高压水输送到喷枪或喷头。这类泵可以是移动的也可以是固定的,常采用正排量柱塞泵型式以保证在给定泵速下流量的恒定。
(2)安全阀。该阀安装在泵的排出端,阀内设有弹簧与阀组机构,通常由弹簧将阀芯预置在关死位置。当泵的压力超过预定值时,该阀打开。
(3)调压阀。该阀安装在泵的排出端,凭借控制旁通水流来达到自动控制高压水射流设备工作压力的目的。当系统中压力超过力预置值时,阀将部分开启。阀开启升程越高,旁通的水就越多,喷嘴处流量就越小。径阀溢流的水可以直接返回泵或前置水箱中。
(4)调压溢流阀。取代调压阀,即在预置压力下保证泵的全流量使用;当关闭喷枪瞬间,系统压力超过预置压力,该阀保证泵的全流量溢流。它同调压阀手动部分溢流是两个概念。
(5)脚踏控制阀。该阀的作用类似于两种类型的喷枪,其特点是操作者能够用脚动作,用以控制喷头。
(6)喷枪。通过高压软管总成连接到高压泵排出端,是清洗作业较为常用的执行机构。喷枪可按排放压力的控制阀型式进一步分成:如果阀关闭时,高压水排放到大气,则为溢流型喷枪;如果阀关闭时,高压水仍保留在系统中,则为截留型喷枪。
(7)喷头。置有一个或多个喷嘴并由此形成水射流的部件。喷头限制了水的过流面积,加速了水流速度并形成了所要求的射流形状。喷头与喷嘴都属于一个庞大的家族,也是高压清洗机研究的重点之一。
(8)压力表。高压水射流设备应设置该表以显示压力变化。压力表的刻度范围至少要比设备的最大工作压力高50%。当压力脉动较大时,应设置稳压容器以精确显示压力读数。
(9)高压软管。高压水射流设备里的各种连接都需要高压软管进行连接,所以高压软管的耐压力情况和选择使用情况都非常重要[4-6]。
表1为高压清洗机成套设备用到的主要部件。

表1 高压清洗机成套设备主要部件
2 高压水射流清洗设备的安装
2.1 高压水射流的管路安装
(1)高压泵水路的安装。先连接高泵水路,由水箱到高压泵的水路连接,基本连接情况是水箱通过水管进入增压泵在连接水过滤器,要注意水过滤器是两个,然后同内接头连接到低压水通路,这个低压水通路为六通,即要连接压力开关,压力表,水温传感器,泄水阀,然后通过内外接头和高压软管连接到高压泵的水路,连接之后要检查连接情况。
(2)高压泵气路的连接。气泵通过内外快插气路接头与压缩空气储气罐连接,气路三联件连接到接有压力开关的气路三通上,然后经过气路管子连接到电磁阀(气路经过电磁阀时,在通泄气时候可能会产生很大噪音,所以要在电磁阀上面连接消声器),电磁阀通过快插接头连接到泄水阀进入高压四通(在高压四通上接有高压力传感器和高压安全阀,高压安全阀在压力达到一定压力时会使泄流阀泄流),再通过各种高压超高压内外接头连接到高压水泵上。
(3)高压力水流从高压水泵经过高压软管与高压喷枪相连。整个水射流清洗系统通过高压喷枪达到高压水清洗的作用(单人作业和双人作业就在于喷枪的连接是否是双枪连接和单枪连接,此处的安装可以出现双重连接[7])。
2.2 高压水射流电气控制箱的安装
电气控制部分的安装需要专用工具,例如压线钳,剥线钳,尖嘴钳等等。另外,安装必须详细了解电气控制柜的各种元器件。控制箱的元器件大致有以下几类:柴油机组水射流控制器、继电气、隔离转换器、熔断器、转速控制器、紧急停车开关、接线端子板等[8-9]。
3 高压水射流的电气控制系统
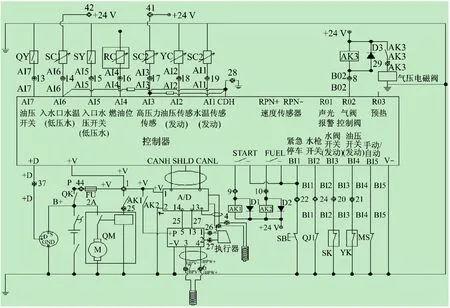
图2 电气控制原理图
该高压水射流的主要控制部分是上海维电计算机技术有限公司生产的T210E控制器。其电源采用8~36 V DC,电流0.1 ~0.3 A(24 V);使用环境约为 -20~+70℃;模拟传感器输入A/D转换精度为10 bits;转速测量输入传感器类型为磁性转速传感器;最小输入电压2 Vpk-pk(4 Hz to 4 kHz);最大输入电压50 V;频率输入测量范围:4 Hz-10 kHz;充电电压0~36 V DC,适用于柴油发动机驱动的超高压水射流设备的自动控制、保护。通过对温度传感器、压力传感器、速度控制器等输出信号的采集、分析、处理来实现对水压的控制、发动机的油温、油压的保护和控制[9]。当柴油机启动的时候速度传感器通过隔离转换器将转速信号传递给转速控制器,转速控制器再启动发出信号,继而通过隔离转换器将控制信号传递给柴油机实现对柴油机的转速控制。控制器的工作原理和元器件配置如图2所示。该控制器主要是通过各种传感器的输出信号来实现对水压、油压、油温等的控制,控制器的模拟信号如下:
AI1通过柴油机上安装的水温传感器来实现控制器对温度的调节。
AI2控制器通过柴油机上安装的油压传感器来实现对其油压的控制。
AI3控制器通过高压力传感器来实现对水射流的压力控制。
AI4控制器通过柴油机的燃油液位传感器来实现液位保护,同时显示柴油机的燃油液位情况。
AI5控制器通过入水口的水压开关来实现其进水压力情况监测。
AI6控制器通过SC1水温传感器来了解入水口的水温状况。
AI7控制器的作用是当油压达到一定值时打开进油开关。
BO2通过气压电磁阀和继电气来实现对气阀控制阀的控制。
BI1是紧急停车开关,当外部出现紧急情况时候,按下紧急停车按钮,实现全部作业的停止,避免事故发生。
BI2水枪开关,当水枪开关打开时,控制器对水射流设备进行控制。
BI3当发动机水温达到一定值时,控制器控制设备的停止。
BI4当发动机的油压达到一定压力值时,压力开关会打开放油,进行进油操作。
BI5手动自动开关,实现手动或自动控制。
机电一体化控制的柴油机组水射流设备的执行机构集微机技术和执行器技术于一体,是一种新型的水射流控制单元,柴油机组通过内部集成的一体化控制器来控制,同一台智能执行机构可以在一定范围内具有不同的运行状况和工作压力。该智能执行机构采用了液晶显示技术,它利用内置的液晶显示板,不仅可以显示阀门的开、关状态和正常运行时阀门的开度,还可以通过菜单选择运行参数设定,当系统出现故障时,能显示出故障信息。该执行机构集测量、决断、执行3种功能于一体,顺应了电动执行机构的发展趋势,它的研制给电动执行机构的研究开发提供了新的思路[10-11]。
4 结语
国内水射流技术不断与国际水射流技术接轨,研发出的新产品功能强、性能好、质量高、成本低,具有柔性加工特性[11-12],可根据市场需要和用户反映对产品结构和生产过程做调整、改进,无须改换设备[13]。以本文研制的柴油发动机驱动的超高压水射流设备为例,它拥有手动或自动模式,可直接设定发动机转速或水泵输出压力,最高控制压力可达500 MPa;配有液晶中英文图符显示;拥有多种保护,如对柴油发动机的保护、无出水保护、气动阀故障保护、高水压保护、安全水压保护、水压自动调节稳定功能、高水温保护等;自带转速表、压力表、水温表、小时计、油位表等,可靠性高,安装简便,可以广泛地应用于热敏感材料的加工,具有传统机械加工方法无可比拟的优越性[14-15]。
[1] 侯 健,韩育礼.超高压磨料水射流切割系统试验研究[J].兵工学报,2000(3):253-256.
[2] 李海军,何远航,段卓平,等.超高压水射流形成过程中的压力损失研究[J].高压物理学报,2004(2):139-143.
[3] 荣烈润.水射流加工技术的现状及其发展趋势[J].航空精密制造技术,2002(4):12-14.
[4] 薛胜雄.高压水射流技术与应用[M].合肥:机械工业出版社,1998.
[5] 郑永博,左 明.高压水射流技术在设备中的应用[J].石油和化工设备,2008(1):61-64.
[6] 冯衍霞,黄传真,侯荣国,等.磨料水射流加工技术的研究现状[J].机械工程师,2005(6):17-19.
[7] 赫信鹏,韩育礼.高压水切割机吸入式喷头试验研究[J].南京理工大学学报,1998,22(1):79-81.
[8] 邢西哲,赵占西,王启伦.利用高压水射流进行孔加工的方法[J].河海大学常州分校学报,2000,14(4):63-66.
[9] 宋拥政,温效康,梁志强.磨料水射流切割的机制[J].机械工程学报,1997,33(3):102-106.
[10] 周建强.工艺参数对磨料水射流加工性能的影响[J].机械工程师,2003(9):35-37.
[11] 盛敬超.液压流体力学[M].北京:机械工业出版社,1980.
[12] 徐丽梅,贾明峰,俞涛.磨料水射流切割参数模型的研究[J].机械工程师,2002(6):29-30.
[13] Summers D A.Waterjetting technology[M].London:E&FN Spoon,1995:147-263.
[14] 陶 彬.高压水射流加工理论与技术基础研究[D].大连:大连理工大学,2003:170-173.
[15] 王更新.国外水射流加工技术综述国外产品与技术[J].国外产品与技术,1993(5):21-22.
猜你喜欢
能源工程(2021年1期)2021-04-13 02:05:56
天然气与石油(2020年5期)2020-11-11 03:02:38
天然气工业(2019年9期)2019-11-12 02:09:04
制造技术与机床(2019年4期)2019-04-04 12:21:18
建筑科技(2018年6期)2018-08-30 03:41:04
酒·饮料技术装备(2018年1期)2018-04-28 09:09:02
中国有色冶金(2018年1期)2018-02-01 23:17:18
中国卫生标准管理(2015年18期)2016-01-20 09:27:19
焊接(2015年5期)2015-07-18 11:03:40
汽车维护与修理(2015年1期)2015-02-28 12:15:33