
三角形D形环锻造
2013-08-28 06:40:30呼和浩特机床附件总厂牟平分厂山东264000刁志文
金属加工(热加工) 2013年5期
呼和浩特机床附件总厂牟平分厂 (山东 264000) 刁志文
在锻造厂工作时,接到一个外协锻件,是一个三角形D形环,材料为45钢,如图1所示。这个锻件虽然十分简单,但是如何锻制预锻件很伤脑筋,用圆棒料自由镦锻,无论如何也做不成近似锻件形状的预锻件,如果用钢板冲裁,制作冲裁模太繁琐,且浪费材料。经过反复分析比较得到了一个比较理想的锻制方案。
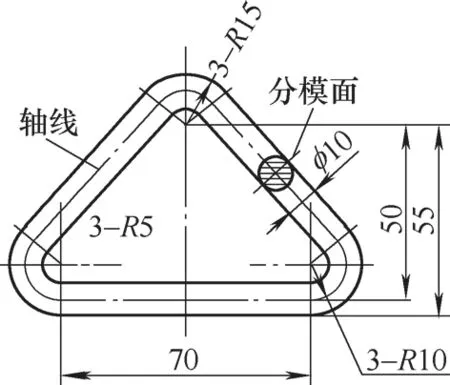
图1
锻造工艺及必要计算:首先计算出锻件轴线长239.159mm,锻件重147.5g,飞边重37.5g,烧损40g,锻件毛坯下料重190g。
锻造工序为:选原料为外径84mm、壁厚8mm的无缝管,锯成长12.7mm的环,如图2所示。箱式炉加热至1150℃。在150kg空气锤上用型砧锻制成预锻件,锻制过程如图3所示。在300t摩擦压力机上终锻成形,如图4所示。在1600kN曲柄压力机上切内外飞边,该锻件即锻造完成。
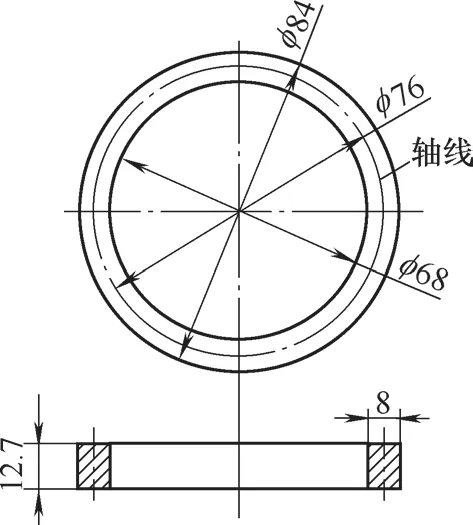
图2
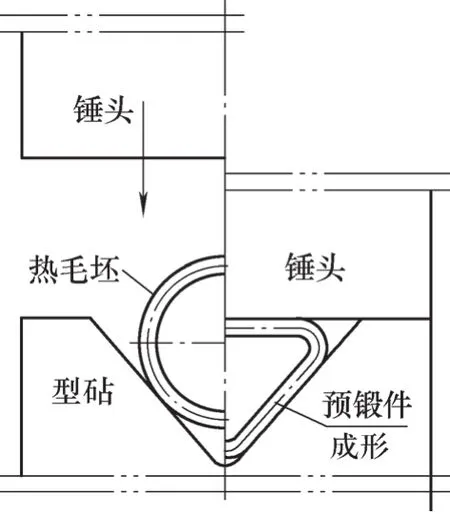
图3
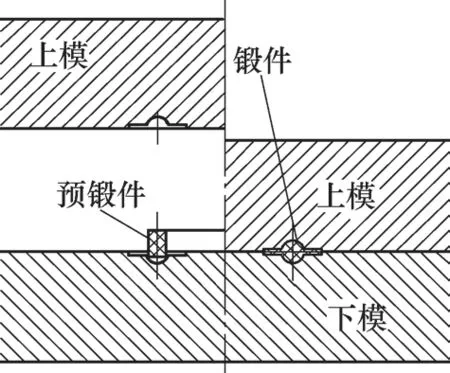
图4
该锻件在考虑锻打工艺时,假设锻件、预锻件及毛坯的轴线长度始终不变。这在三角形D形环锻造成功后,这个假设被证实是正确的。在型砧上预锻成功三角环形预锻件,是该锻件顺利锻成的关键所在。
(20121226)
猜你喜欢
锻压装备与制造技术(2021年2期)2021-07-19 08:50:52
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
铝加工(2020年3期)2020-12-13 18:38:03
模具制造(2019年7期)2019-09-25 07:29:56
制造技术与机床(2019年9期)2019-09-10 07:36:20
制造技术与机床(2018年12期)2018-12-23 02:41:00
电子测试(2018年18期)2018-11-14 02:31:00
制造技术与机床(2017年7期)2018-01-19 02:29:47
锻压装备与制造技术(2016年3期)2016-06-05 09:36:11
设备管理与维修(2016年5期)2016-03-16 02:20:51
