多边形凹球面体的三维造型与五轴数控加工
2013-08-22 11:22:58石从继亓剑
机床与液压 2013年22期
石从继,亓剑
(华中科技大学武昌分校机电与自动化学院,湖北武汉430064)
随着人类生活水平的提高,对产品多样化的要求日益强烈,产品的复杂多样性日益突出,当前CAD/CAM技术在机械设计与制造领域得到了广泛应用。UGS(Unigraphics Solutions)是全球发展最快的机械CAX(即CAD、CAE、CAM等的总称)公司之一,其产品UG软件是当前世界上最先进和最紧密集成的、面向制造业的CAX高端软件,它融合了线框模型、实体造型和曲面造型等技术,提供了多种类型的加工方法,可用于各种表面形状零件的粗加工、半精加工和精加工[1-3]。以 UG软件为工具,对多边形凹球面体零件进行造型设计、五轴数控编程和仿真加工研究。
1 零件分析
多边形凹球面体的二维CAD及效果图见图1。
零件上所有的点都在一个直径120 mm的半球面上,顶端是在半球上截断得到的一个圆平面,底部是半球直径处开始的两个圆形台阶,台阶处圆角为2 mm,高度都是7 mm,零件总高度是59.65 mm。零件四周最顶端与圆平面连接处由五边形围成,底部台阶连接处由四边形围成,其余均为空间六边形构成封闭半球体,在每一个多边形中由一个内凹3 mm的曲面填充。
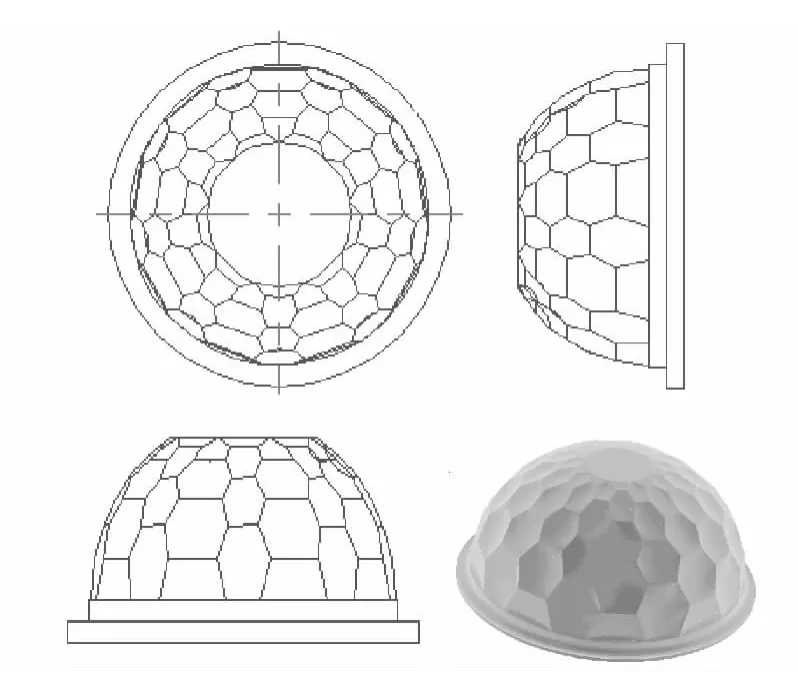
图1 多边形凹球面体的二维CAD及效果图
2 造型设计
UGNX是目前应用较为广泛的CAD/CAM三维参数化软件,其CAD三维建模造型和CAM数控加工制造模块功能极强,所以作者采用UG NX 6.0进行多边形凹球面体的造型和数控加工设计[4-6]。
2.1 构建半球基体
利用UG软件的“特征”工具,首先构建一个直径120 mm的半球,按设计要求,在半球球面上,绘制不同高度的平行于底面的基准平面,如图2所示,单击“特征”工具栏中的“相交曲线”按钮,创建基准平面与半球面的相交线,即半球面的纬线,最后对半球顶部进行修剪。
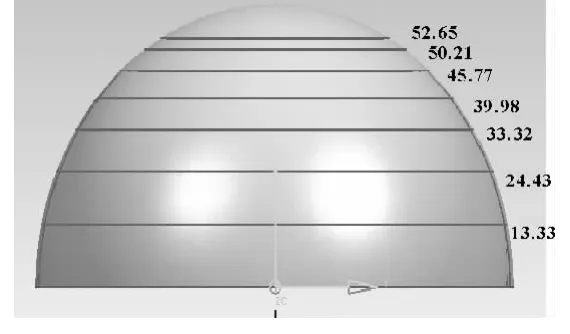
图2 半球面纬线
2.2 构建半球表面线段
对半球面的纬线进行分割,最顶部的纬线分割为9段,其他纬线都分割为18段,注意不同高度的纬线分割起点角度相差10°,用直线将各个分割点进行相连,如图3所示。圆形阵列旋转复制相连的直线段,隐藏不需要的纬线,效果如图4所示。
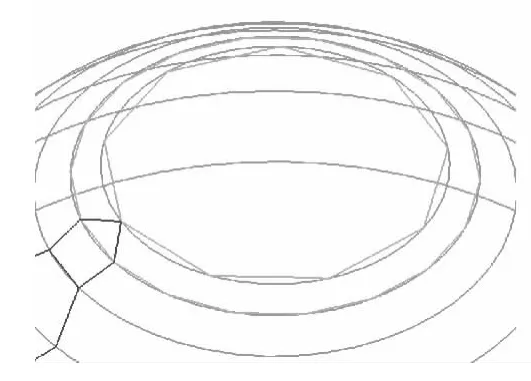
图3 等分割纬线

图4 半球面表面线段
2.3 构建内凹曲面
首先构建弧面控制曲线,在六边形的两平行边的中点连接一直线,再绘制一条过该直线中心的指向球内部的长度为3 mm直线段,以三点画圆弧的方式画出弧面控制曲线,如图5所示。选择“插入”→“网格曲面”→“N边曲面”命令,“外部环”顺时针选择六边形的6条边,“内部曲线”选择弧面控制曲线,构建一个内凹曲面,将其进行旋转复制,如图6所示。以同样的方法构建每一层的内凹曲面,最后进行阵列旋转复制,最终效果如图7所示。
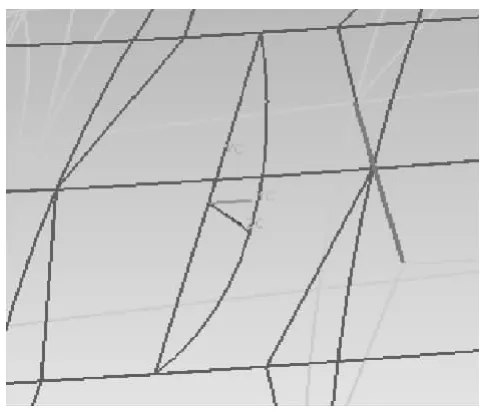
图5 弧面控制曲线
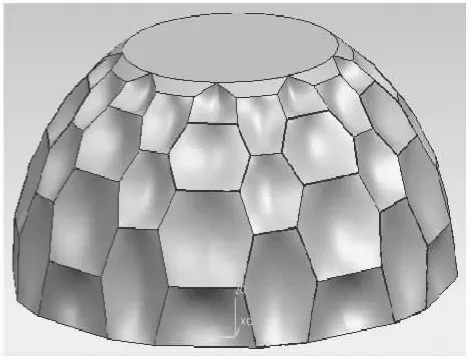
图7 内凹曲面整体效果图
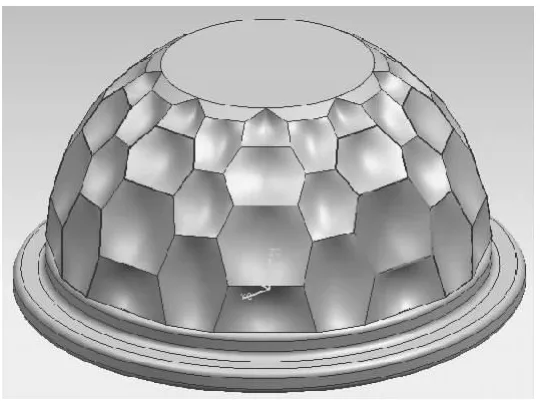
图8 多边形凹球面体整体效果图
2.4 构建底座
利用UG软件的“特征”工具拉伸命令,绘制球面体底部的两个高度为7 mm的底座,进行求和和倒圆角后,多边形凹球面体的造型设计就完成了,效果如图8所示。
3 数控加工编程设计
在UG NX6中,多轴加工主要是指可变轴曲面轮廓铣和顺序铣,其刀具轨迹主要通过控制刀具轴矢量、投影方向和驱动方法来生成,多轴加工主要用于半精加工或精加工曲面轮廓铣削,其加工区域由选择的表面轮廓组成,并且提供了多种驱动方法和走刀方式。
多边形凹球面体毛坯是一个直径为122 mm的半球体,底部已加工。由于它具有表面复杂、加工区域多、内凹圆弧面等特点,因此采用UG五轴进行半精加工和精加工。除了X、Y、Z三轴外,增加B、C两个旋转轴,即刀具可以绕Y轴旋转以加工单个内凹圆弧面,同时工件绕Z轴旋转,以加工多个内凹圆弧面。加工坐标系设置在底座中心,以底座平面为基准装夹在旋转工作台上,各工步的内容、加工方式、刀具、进给、转速等工艺参数如表1所示。

表1 多边形凹球面体加工工步
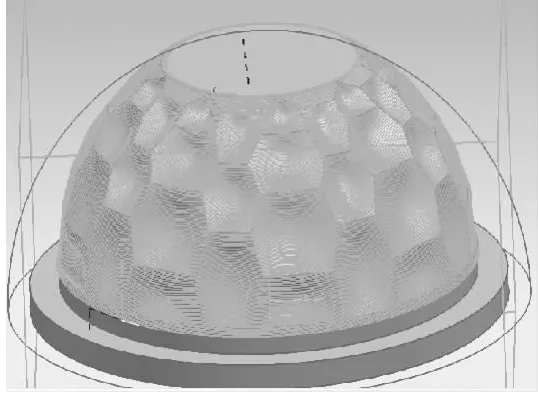
图9 可变轴曲面轮廓铣刀路轨迹
可变轴曲面轮廓铣在加工过程中要设置刀轴的轴线方向始终指向内凹圆弧面的法向,采用边界驱动,驱动方法采用表面积驱动方法,指定切削区域选择球体的内凹部分,刀具路径如图9所示[7]。
4 仿真加工
对加工程序的运行进行图形仿真,以检验加工程序的正确性,仿真模拟包括两部分:前置仿真 (刀轨可视化)和后置仿真 (机床仿真)。前置仿真主要播放刀具轨迹和模拟切削毛坯;后置仿真主要是仿真机床的切削过程。利用UG系统自带的五轴机床模型,仿真加工效果如图10所示[8]。
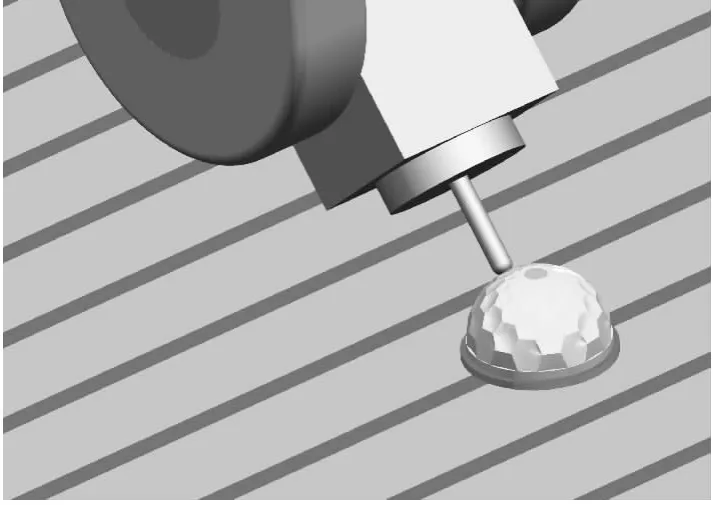
图10 仿真机床切削过程
5 结束语
借助UG NX6的CAD/CAM功能,研究了多边形凹球面体的三维造型设计和五轴数控加工编程过程,通过合理选择刀具和机床,并针对多边形凹球面体的几何特征确定了刀轴的控制方式和刀具轨迹驱动方法,最后利用UG的机床模拟仿真功能进行了仿真加工验证。通过采用CAD/CAM技术,为复杂零件的设计、制造开辟了新的有效的途径。
【1】韩式国,赵军,陈晓晓,等.数控编程技术及其典型应用研究[J].组合机床与自动化加工技术,2012(3):100-103.
【2】赵中华.基于UG平台的叶轮五轴数控编程[J].上海工程技术大学学报,2009(3):9-12.
【3】马武,李映平,杨锦斌.浅析五轴加工中心数控编程技巧[J].制造技术与机床,2009(2):165-167.
【4】陈文涛,夏芳臣,涂海宁.基于UG和VERICUT整体式叶轮五轴数控加工与仿真[J].组合机床与自动化加工技术,2012(2):102-104.
【5】陈德存.基于UG NX6.0的整体叶轮的多轴加工技术[J].成组技术与生产现代化,2010(1):54-57.
【6】刘春兰,卢培文.基于MasterCAM的曲面多轴加工实例分析[J].CAD/CAM 与制造业信息化,2010(2):71-73.
【7】查韬,田伟,贾东永.从学习到实践UG NX6数控加工[M].北京:清华大学出版社,2009.
【8】王卫兵.UGNX数控编程实用教程[M].北京:清华大学出版社,2005.
猜你喜欢
数学年刊A辑(中文版)(2023年4期)2024-01-04 05:47:52
塑料包装(2020年5期)2020-11-21 06:45:24
大众电视(蓝天下)(2018年8期)2018-10-26 01:00:42
制造技术与机床(2017年7期)2018-01-19 02:30:00
制造技术与机床(2017年9期)2017-11-27 02:14:14
中国化肥信息(2016年33期)2016-05-17 04:25:43
卫生职业教育(2014年16期)2014-05-16 03:47:22
振动、测试与诊断(2014年6期)2014-03-01 01:14:54
丝绸(2014年4期)2014-02-28 14:55:03
河南科技(2014年8期)2014-02-27 14:07:48