
钢箱拱肋制作预拱度与制造线形控制
2013-08-22 08:10黄贝贝崔楠楠王卫锋
山西建筑 2013年13期
黄贝贝 崔楠楠 王卫锋
(华南理工大学土木与交通学院,广东广州 510640)
1 工程概况
广州市南沙开发区凤凰三桥为中承式钢箱系杆拱桥,结构体系为无推力系杆拱桥。全长510 m,跨径组合为40 m+61 m+308 m+61 m+40 m。主桥为提篮式钢箱拱,主拱跨度308 m,矢跨比为1/4.5,拱轴线采用m=1.25的悬链线,主拱肋按1/5角度内倾,如图1所示。
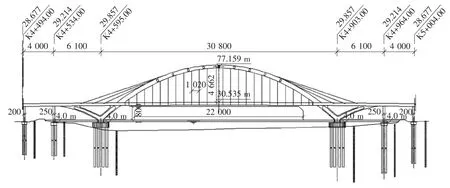
图1 凤凰三桥立面图
主桥拱肋采用整体提升法施工。提升段拱肋跨径为231.5 m,根据施工工艺、吊装重量、吊杆位置等因素,每幅拱肋在顺桥向方向划分为25个节段预制拼装。
拱肋的主要施工过程为:
1)在预制场加工组拼焊接拱肋节段后,采用水运方式运至拱桥施工现场,在拼装胎架上焊接成拱肋吊装节段。
2)采用吊机将吊装节段在拼拱胎架上逐段焊接组拼成拱。
3)安装拱脚滑靴,张拉拱脚临时钢绞线使拱肋脱架,采用纵移千斤顶将拱肋顶推至运输驳船的位置。
4)拱肋上船后,运输至设计桥位吊装。
5)安装提升钢绞线,采用同步液压提升系统提升拱肋至设计标高,安装合龙段完成拱肋施工。
2 拱肋预拱度计算
凤凰三桥主桥拱轴线形为悬链线。悬链线是我国中、大跨径拱桥采用的最普遍的拱轴线形。合理的拱轴线形可以保证拱圈截面的弯矩尽量小,主拱圈在各种荷载因素作用下控制截面的应力较为均匀,且能够最大限度的减小截面拉应力。考虑到桥梁的施工、受载、成桥运营对桥梁线形的影响,为了保证拱桥的成桥线形尽量与设计线形吻合,预拱度的设置是很有必要的。
预拱度是为了消除施工和成桥运营过程中各种荷载作用产生的挠度值,在桥梁施工时就预留的与挠度相反的校正量。预拱度的设置有两种分配方式:1)先计算出拱顶预拱度值,再按照三角形分配、拱轴线纵坐标比例分配、拱脚推力影响线比例分配等方式,将预拱度值分配到其他各点。2)直接模拟桥梁施工运营过程,得出各点的累积挠度值,反号添加即为各点的预拱度值。
本文采用第二种方式,通过Midas Civil有限元软件对凤凰三桥施工过程进行正装仿真分析计算,并考虑结构十年收缩徐变得出拱肋各控制点的挠度变形量。然后将恒载和半个静活载作用下的挠度值反号设置为预拱度。将计算得到的预拱度值与设计线形叠加就可以得到拱肋的制造线形。
预拱度计算考虑的影响因素很多,本文的仿真分析计算主要考虑了施工阶段的结构自重、预应力、施工荷载、温度影响、墩台沉降、二期铺装荷载、十年混凝土收缩徐变以及汽车人群活载等。
采用Midas Civil 2010对凤凰三桥建立三维有限元模型,如图2所示。全桥共包括2 031个节点,2 841个单元。按照桥梁的施工顺序进行分析计算,得出拱肋吊装节段的控制节点的挠度值,叠加上设计坐标后即可得到拱肋的制造线形。计算结果如表1所示,表中只列出了1/4拱肋的预拱度值,X向为顺桥向,Y向为横桥向,Z向为竖向。
表1中可看出,拱肋竖向预拱度值拱顶处最大为18.8 cm;顺桥向最大预拱度为1.2 cm,发生在S9节段;横桥向最大预拱度为0.4 cm,发生在拱顶处。
3 制造线形控制
钢箱拱肋节段离散为腹板、顶板、底板、隔板零件及板单元分别下料加工,在胎架上组装焊接。采用正确的组装顺序和合理的焊接流程能够控制好箱形的几何精度。

图2 结构模型图
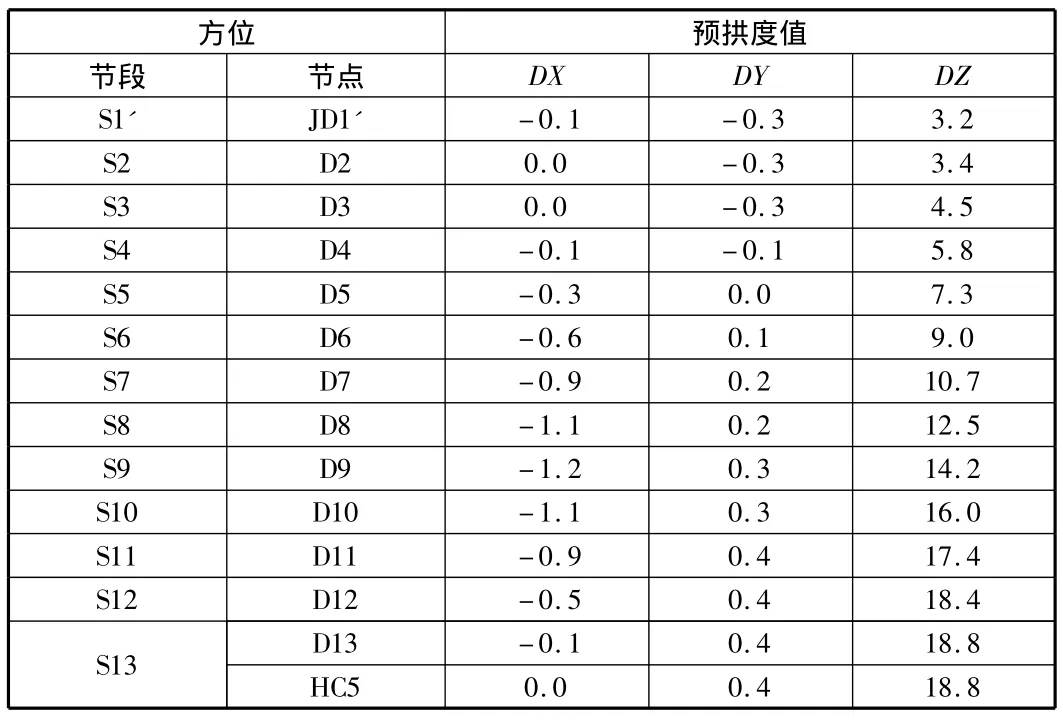
表1 1/4拱肋节点预拱度值 cm
加工好的拱肋节段通过水路运输至拱肋拼装场地,通过吊机从两端到跨中对称组拼吊装节段。为保证组拼质量,拼装要求从支架两端开始,在拱顶合龙。拼装过程中,通过拱肋拼装支架上的鞍座调节千斤顶来调整拱肋线形,使其满足设计线形要求。
焊接好的吊装节段最后要在拼拱支架上完成拱肋的成拱拼装。拼拱支架采用钢管做支架,支架顶部设置双层分配梁、拱肋线形调节鞍座、拱肋限位排架。鞍座采用钢板焊接并与分配梁长圆孔连接,拱肋线性调整通过侧调和纵调千斤顶顶推鞍座调整。限位排架上设置了千斤顶可以微调钢箱拱肋的转角。

表2 拱肋制造线形与理论线形对比
4 实测线形与理论线形对比
拱肋拼装完成后,对拱肋的制造线形采用全站仪进行测量,得出拱肋的实测坐标值并与拱肋的理论坐标值对比分析以校验拱肋线形的制造精度。结果如表2所示,表中只列出单幅拱肋测量结果。
由表2分析可知:拱肋制造线形与理论线形差值很小,最大差值仅为13 mm,拱肋的制造线形满足精度要求。
[1] 雷俊卿.大跨度桥梁结构理论与应用[M].北京:清华大学出版社,北京交通大学出版社,2007.
[2] 张显明.钢管混凝土拱桥拱肋整体竖转吊装线形控制[J].公路,2011(11):61-64.
[3] 蔡禄荣.大跨度钢桁架拱桥预拱度设置及拼装误差理论研究[J].华南理工大学,2012(10):25-26.
[4] 赵义书.钢管混凝土拱桥拱肋线形的设计优化[J].武汉理工大学,2007(10):80-82.
[5] 秦顺全.分阶段施工桥梁的无应力状态控制法[J].桥梁建设,2008(1):8-14.
猜你喜欢
四川建材(2020年7期)2020-07-26
工程与建设(2019年4期)2019-10-10
工程与建设(2019年1期)2019-09-03
工程与建设(2019年2期)2019-09-02
中国交通信息化(2019年11期)2019-08-13
铁道建筑(2019年6期)2019-07-25
铁道建筑(2018年10期)2018-11-01
上海公路(2018年4期)2018-03-21
科学与财富(2017年32期)2017-12-20
现代商贸工业(2016年35期)2016-04-09
