
台达PLC与触摸屏在细编穿刺机上的应用
2013-08-16 07:25邢晓熙
机械设计与制造工程 2013年2期
邢晓熙,徐 澄
(江苏省机械研究设计院有限责任公司,江苏南京 210012)
在工业现场控制领域,可编程控制器(PLC)一直占据着重要的地位。随着控制技术的不断发展,PLC与触摸屏在工业控制中的应用越来越广泛。触摸屏是一种连接人和机器的人机界面,被称为可编程终端。它是替代传统的控制面板和键盘的智能化操作显示器。PLC与触摸屏配套使用,扩展了PLC的功能,并且能大大减少操纵台开关、按钮、仪表等的使用数量,使操作更加简便。目前触摸屏与PLC组合起来应用的形式已占主导地位。
本文组合应用PLC与触摸屏来实现细编穿刺机控制功能。细编穿刺织物是一种结构特殊的碳纤维立体织物,具有良好的整体机构和较高的纤维体积含量,是制作高性能防热隔热用碳/碳复合材料的优良基材。细编穿刺机是生产细编穿刺织物的关键设备。传统设备由于老化或者控制精度低,已不能满足细编穿刺织物发展的需要,必须进行技术改造。系统选用台达PLC与触摸屏来控制,不仅大大简化了设备,而且稳定性和精度有很大提高。
1 工艺分析
细编穿刺织物是一种采用整体穿刺工艺技术间接成型的立体织物,其工艺流程如图1所示[1]。细编穿刺机的核心任务是控制加密压实的强度和加密压实时间,加密压实强度通过控制细编穿刺机液压系统加紧油缸输出力来实现,加密压实时间则是通过PLC内置定时器来实现。
2 细编穿刺机电气控制系统组成
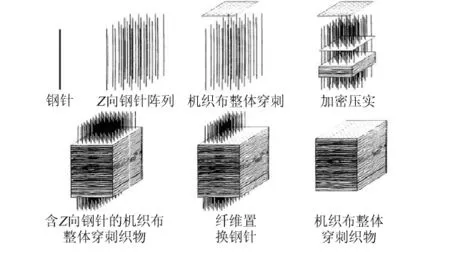
图1 细编穿刺织物工艺示意图
电气控制系统由触摸屏、可编程控制器(PLC)、开关电源、三相异步电机、电磁溢流阀、电磁换向阀、压力传感器、速度传感器等构成,系统组成框图如图2所示。
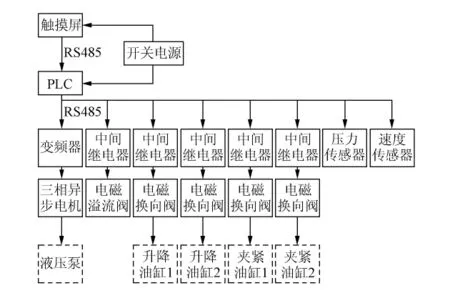
图2 系统组成框图
细编穿刺机控制以台达DVP-32ES型PLC为技术平台,DOP-B型触摸屏作为人机操作界面,触摸屏通过COM2口与PLC的COM口相连,支持MODBUS协议。PLC是整个控制系统的核心,它存储工艺参数,并通过设定的程序控制电机以及升降油缸、夹紧油缸等细编穿刺机执行机构的动作。
3 程序设计
3.1 触摸屏程序设计
台达触摸屏与PLC有简洁的通讯方式,只需在触摸屏程序设计软件ISPSOFT中,根据软件提示(如图3所示)设定PLC型号、通讯端口、数据位、停止位、波特率,即可实现触摸屏与PLC直接通讯,其通讯参数设置如下[2]。
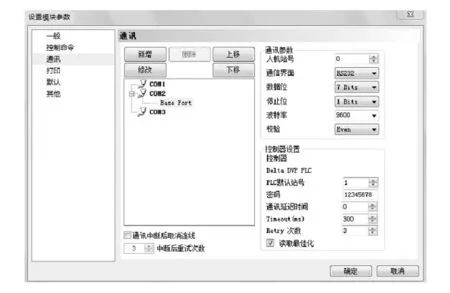
图3 触摸屏软件通讯参数设置
PLC通讯口设置:通讯速率9600B,数据位7Bits,同位 Even,停止位 1Bits,通讯站号 1。
触摸屏通讯口设置:通讯速率9600B,数据位7Bits,同位 Odd,停止位 1Bits,通讯站号 0。
通过设置PLC与触摸屏通讯接口参数,PLC能够高速并准确接收来自触摸屏的手动/自动工作方式选择、电机运转、主压力加载、卸荷等控制命令和加压时间、加压压力等参数设定信号,并自动计算、存储相关控制参数;同时触摸屏能够反馈I/O信号,显示细编机系统压力变化值以及滤堵故障报警信息。触摸屏细编穿刺机操作界面实现了原有操作台按钮、指示灯、压力显示表等的功能,触摸屏操作界面如图4所示。

图4 触摸屏操作界面
3.2 PLC 程序设计
a.PLC主要输入输出端口定义见表1。
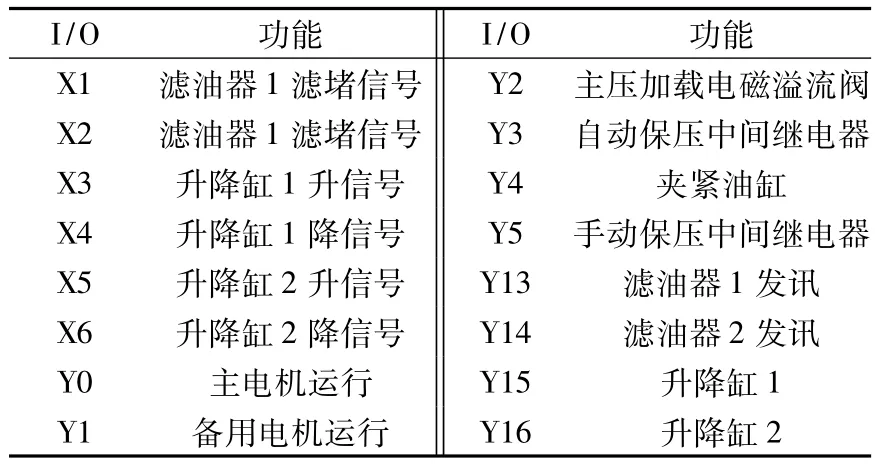
表1 I/O分配表
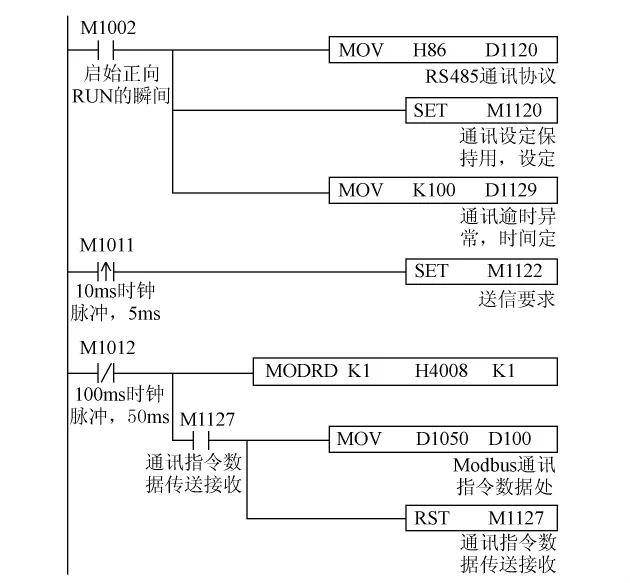
b.模拟量模块的数据读取。
压力传感器输出模拟量传送到PLC模拟量输入接口中,通过模数转换成数字量。然后进行数值转换,匹配合适的系数,再通过PLC中的存储器与触摸屏连接,使操作者能通过触摸屏了解当前加压压力的具体情况。PLC调试程序如下:
实际应用结果表明,细编穿刺机采用PLC+触摸屏模式,简化了控制系统结构,大大提高了细编穿刺机运行稳定性,以及细编机加密压实的控制精度,达到了预期的控制效果,提高了生产效率。
[1] 朱建勋.细编穿刺织物的结构特点及性能[J].宇航材料工艺,1998(1) :41~43.
[2] 张运刚,宋小春.从入门到精通——触摸屏技术与应用[M].北京:人民邮电出版社,2007.
猜你喜欢
航空维修与工程(2022年3期)2022-04-28
智能制造(2021年4期)2021-11-04
中国教育信息化(2018年22期)2018-11-28
测控技术(2018年12期)2018-11-25
电子与封装(2018年5期)2018-05-25
电子与封装(2016年10期)2016-11-15
——“绿筑迹 ——台达绿色建筑展”台达记者会
制造技术与机床(2016年7期)2016-08-31
电子制作(2016年21期)2016-05-17
电子测试(2016年3期)2016-03-12
电测与仪表(2015年11期)2015-04-09
