PTA7414全量型安全阀现场检修与调整
2013-08-15 07:25:12雷强
吉林电力 2013年4期
雷 强
(大唐长春第三热电厂,长春 130103)
安全阀是锅炉上重要的安全保护装置,当介质压力超过规定值时,能迅速自动开启,将过剩介质排掉,压力下降后又能顺利自动关闭,以保证锅炉的安全运行,防止事故发生。大唐长春第二热电有限责任公司三期2×200 MW机组,采用哈尔滨锅炉厂生产的燃煤辐射型锅炉,装有10只哈尔滨锅炉厂生产的PTA7414(DN60)全量型安全阀,分别布置在汽包(甲侧 1个、乙侧 2个)、过热器集汽联箱 (2个)、再热器冷段(3个)、再热器热段(2个)。如果安全阀的检修与设备维护工作不到位,造成机组运行期间出现阀门内漏,浪费大量高品质蒸汽,影响机组出力。本文对国产 PT A7414型安全阀的检修与调整进行总结,以便更好开展相应工作。
1 安全阀的检修
1.1 安全阀解体
PTA7414解体前应测量出压紧螺杆顶部至阀杆顶部的距离、调整环与上调整环组合后的总长度、下调整环至阀座封面的距离,以及其他重要部件间的距离[1]。解体过程中应注意对称卸荷,以防弹簧的压紧力或其他外力造成零部件的损坏或变形。其具体解体顺序如下:拆除帽盖、手柄、弹簧罩及阀杆提升传动装置;拆除轭架螺栓,移出组件、弹簧组件;拆除阀盖螺栓,移出阀盖,并将阀芯、密封块等内部零件全部拆出。
1.2 阀座检修
阀座检修的主要工作为密封面研磨。首先使用球墨铸铁,制造出大小适合的磨环(研磨胎盘);随后依据密封面出现的缺陷情况,选用合适粒度的研磨砂或研磨膏,并适当加入顺滑剂,在研磨平台上反复研磨整合;最后使用事前制造好的磨环对密封面进行研磨。按照要求,经研磨后的密封面应平整光滑,不应出现贯通的径向纹路和麻点等缺陷,表面光洁度不低于 10级[2]。
经多次检修的阀座会出现密封面凸台高度低于最小值(节流孔设计为R形,阀座凸台高度最小值为0.76 mm,阀芯凸台高度最小值 0.30 mm),不能满足技术要求。由于阀座为同质结构,针对此类情况,应使用修刮工具修刮阀座凸台,使修复后的阀座凸台高度符合技术要求。
1.3 阀芯检修
阀芯密封面的研磨方法与技术要求同阀座相同。但由于阀芯的结构不同于阀座,当阀芯的密封面凸台高度低于最小值时,应立即更换阀芯,不可采取机械加工的办法。
阀芯研磨完毕后,应检查阀杆支撑面,使支撑面宽度适中,不会出现阀芯受压锁死或难以晃动等情况。阀杆、阀芯、阀芯压环在组装时,阀芯在阀杆上应有足够的晃动量,保证阀门启闭的灵活性。同时要调整好阀芯压环,使阀芯与阀杆压环间的轴向间隙为0.379~0.511 mm。
1.4 弹簧及其垫圈检修
首先检查弹簧的表面是否有腐蚀或裂纹,两端面是否磨损,与轴线是否垂直,并去除弹簧表面的锈迹与油污。然后对弹簧的自由长度以及上下断面的不平行量进行测量,与出厂设计数据比较,若相差较大,且超出安全阀自身的调整范围,应及时给予更换。最后对弹簧的下垫圈与阀杆的支撑面进行研磨测量,并调整好支撑带的宽度。如果外表面观察不出异常,可以采用敲击听声的方式,判断弹簧是否符合使用要求。
1.5 阀杆检修
阀杆的检修主要内容为校验阀杆的平直度,按照 PTA7414(DN60)型安全阀的设计要求,阀杆下端球面支撑带中心与阀杆上弹簧支撑带中心偏差值应小于0.16 mm,若大于该值,应返厂校直或考虑更换。
1.6 安全阀回装
在安全阀回装前,首先应对密封面的清洁状况进行检查,不可有铁屑、沙粒等颗粒物,随后需用绸布将密封面上的灰尘擦拭干净。回装过程中,按解体的反顺序依次回装,保证所有配合零件间适当的间隙,并保持阀芯、阀杆下端支撑带、弹簧支撑带、调节螺钉支撑带同心。最后依据阀芯及阀座的磨削量,向下调整上调整环。
2 安全阀检修后的调整
经检修后的型安全阀,由于阀芯与阀座的尺寸变化及各配合零部件间的间隙变化,需根据检修后的情况及时调整,进而更好地保护锅炉安全运行。
2.1 上调节环调整
按照设计要求,上调节环的下端面必须高于阀座密封面 1.05~1.10 mm,调整时先将一块厚度为0.5 mm,大小适中的钢板放在阀座密封面上。然后将上调节环选入导向套中,并把导向套放入阀体内,逆时针旋转阀体上的调节环传动杆,使其向下移动。当钢板被碰到时,上调节环下端与阀座密封面之间的间距为0.05 mm。取出导向套并做好标记。上调节环外周共有 27个齿,内环螺纹螺距为 0.75 mm,每转动调节环 1个齿,可得到 0.028 mm的轴向位移。又由于调节环传动杆每转动1周,带动调节环转动 4个齿,则在标记处顺时针旋转传动杆 5.00~5.25周即可满足要求。
2.2 下调节环调整
由于阀座的密封面经过研磨,使原已设定好的阀座密封面与下调节环上端的距离发生变化,因此必须调整。按设计要求,下调节环必须低于阀座的密封面 0.22~0.25 mm。
首先将清理过的下调节环旋入阀座中,并使之略低于密封面;然后在阀座密封面上放置一根长度为 100 mm的钢尺,逆时针旋转下调节环直至钢尺转动,这时阀座密封面已与下调节环同处一个平面,记下下调节环的位置。由于下调节环结构与上调节环结构相同,因此在标记处逆时针将传动杆转动2.00~2.25周即可满足要求。
2.3 阀芯与阀芯座间距调整
按设计要求,阀芯与阀芯座间距为 1.00~1.50 mm。在阀杆上依次旋入限位螺母与调整螺母,倒竖阀杆,安全阀芯座旋上阀芯,然后正竖阀杆,使阀芯、阀芯座、阀杆三者相互靠紧。顺时针转动调整螺母,使其碰到阀芯座的内腔面。分别在阀杆与调整螺母上做好标记后,卸下阀芯与阀芯座,根据标记以及阀杆上的螺孔,逆时针旋转调整螺母1.0~1.5圈(由调整螺母螺距 1 mm计算所得)并穿入定位销,则阀芯与阀座间距可定在设计范围之内。
2.4 阀芯起跳高度调整
按设计要求,阀芯起跳高度为18 mm。将安全阀的导向套与阀杆、阀芯及阀芯座组件放入阀体内,盖上阀盖,并用螺母拧紧。在阀杆上做好标记,之后提升阀杆,测量提升高度。然后卸下阀盖并取出阀芯组件。最后根据提升高度、限位螺母螺距,转动限位螺母,即可调到所需高度。
3 安全阀的校验调整
安全阀在回装完毕后,应进行校验调整。依据GB 12243— 2005《弹簧直接载荷式安全阀》的规定:整定压力偏差为±1%整定压力;启闭压差为 7%整定压力;排放压力不大于 1.03倍整定压力。
3.1 整定压力调整
通过试跳,可以确定安全阀的启座压力是否符合要求。如果实际启座压力与要求的整定压力不相符,可以通过旋转调整螺杆来进行调整。如果实际值偏低,则可旋紧调整螺杆,反之则旋松。调整后再进行试跳,直到符合要求为止[3]。
经过多次的检修与校验,得到了调整螺杆旋转一圈与实际启座压力的变化规律,具体数值见表1。
3.2 排放压力与回座压力调整
安全阀的排放压力与回座压力是安全门校验当中的重要指标,当排放压力与回座压力与规定要求不相符时,需要利用上调节环与下调节环对两者进行调整。但在调整过程中需要注意,安全阀的进口压力应控制在启座压力的 70%,防止因安全阀的突然开启对工作人员造成伤害。
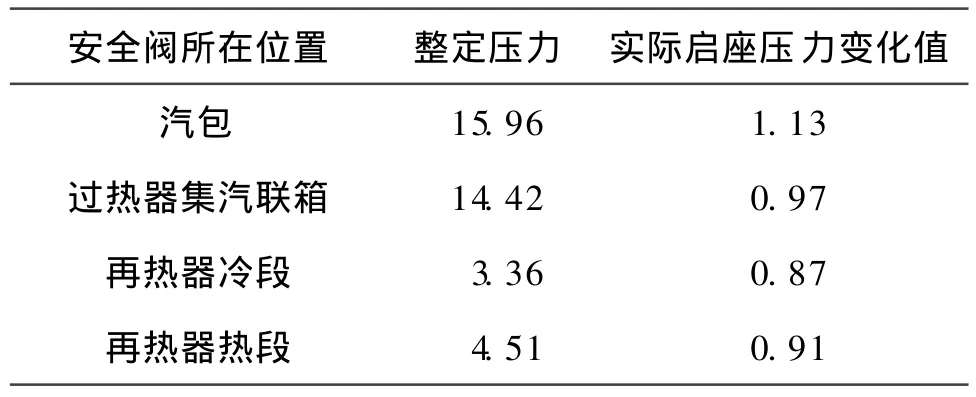
表1 调整螺杆旋转一圈引起实际启座压力变化 M Pa
上调节环通过调节蒸汽的喷射方向,起到调整安全阀启闭压差的作用。向上移动上调节环,会使蒸汽喷出方向的汽流变平坦,进而提高回座压力,减小启闭压差;向下移动上调节环,会使蒸汽喷出方向的气流向上冲击受阻,向下喷射,进而降低回座压力,增大了启闭压差。
下调节环通过控制安全阀即将启座时的“前泄现象”,影响起跳动作的灵敏度,起到调整平排放压力的作用。向上移动下调节环,可以使更多泄漏的蒸汽堆积在下调节环与喷嘴阀座间的沟槽中,使蒸汽对弹簧的作用力增大,进而减小了排放压力,使阀杆带着阀芯组件迅速上升,灵敏度提高。向下移动下调节环,可以使堆积在沟槽中的蒸汽量变少,减小蒸汽对弹簧的作用力,进而增大排放压力,降低安全阀的灵敏度。
4 结束语
随着全量型安全阀的广泛应用,其检修与调整的质量直接关系着锅炉的安全运行。采用正确的检修方法,从本质上提高了安全阀检修质量,使安全阀缺陷率明显降低,延长锅炉的安全运行周期。
[1]徐鹏远.DRESSER安全阀检修与调整[J].热力发电,2002,31(4):63-65.
[2]胡国良.高压弹簧全启式安全阀的检修和调整〔J〕.安徽电力,1998,(2):31-32,63.
[3]崔景涌.全量型安全阀的调整方法〔J〕.东北电力技术,1994,(2):42-47.
猜你喜欢
装备制造技术(2021年4期)2021-08-05 07:39:36
锻压装备与制造技术(2021年2期)2021-07-19 08:51:16
湖北农机化(2020年4期)2020-07-24 09:07:42
油气田地面工程(2019年8期)2019-09-05 05:46:46
中国设备工程(2019年13期)2019-08-06 03:00:28
中国核电(2018年3期)2018-10-10 07:42:28
智富时代(2018年3期)2018-06-11 16:10:44
焊接(2016年9期)2016-02-27 13:05:19
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
石油矿场机械(2014年1期)2014-06-05 15:28:48