
ZL41复合机滤棒规格变化同步问题的解决
2013-08-14 06:06袁保证
机械工程师 2013年5期
袁保证
(许昌烟草机械有限责任公司,河南许昌 461000)
1 引言
吸烟与健康课题越来越多地受到公众尤其是吸烟者的重视,最大限度减少吸烟所带来的危害是广大烟民的迫切期待,因此,卷烟滤嘴已由单功能向多种功能方向发展,开发集减害降焦、增香补香和突出产品差异化功能为一体的复合滤嘴,已成为中式卷烟研究的重点之一[1]。据市场调查,国内卷烟、材料生产企业近年来开始加大了复合滤棒卷烟的研发力度,引进和采购了一批国内、外领先水平的复合滤棒成型机组[2],如德国HAUNI 公司的MERLIN型600m/min 复合滤棒成型机组和国产ZL41 型400m/min复合滤棒成型机组[3]。ZL41 复合机是由我国近年设计制造的新产品,生产二元复合滤棒[4],根据用户不同的需要,生产的滤棒规格也经常变化,机组为此也需要做相应个性化设计和调整。
2 滤棒规格发生变化时机组要满足的重要同步关系
2.1 分切传动鼓轮系的同步
ZL41 复合机的传动链主要由主传动和分切传动组成,分切传动链(如图1,双点划线内为分切传动链)中有一个变换齿轮轴,当生产复合滤棒的基棒长度发生变换、分切段数发生变化时,分切传动部位的错位鼓和变换齿轮轴上面的齿轮齿数和位置要做相应的调整,以满足错位鼓2与切割鼓1、并行鼓3的同步关系,见表1。
由表1 可见,当复合滤棒的基棒分切段数为3 时,则错位鼓采用3 组,变换齿轮采用Z36/Z84;当复合滤棒的基棒分切段数为2 时,则错位鼓采用2 组,变换齿轮采用Z54/Z84。
2.2 主传动鼓轮系与分切传动鼓轮系的同步
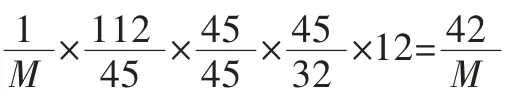
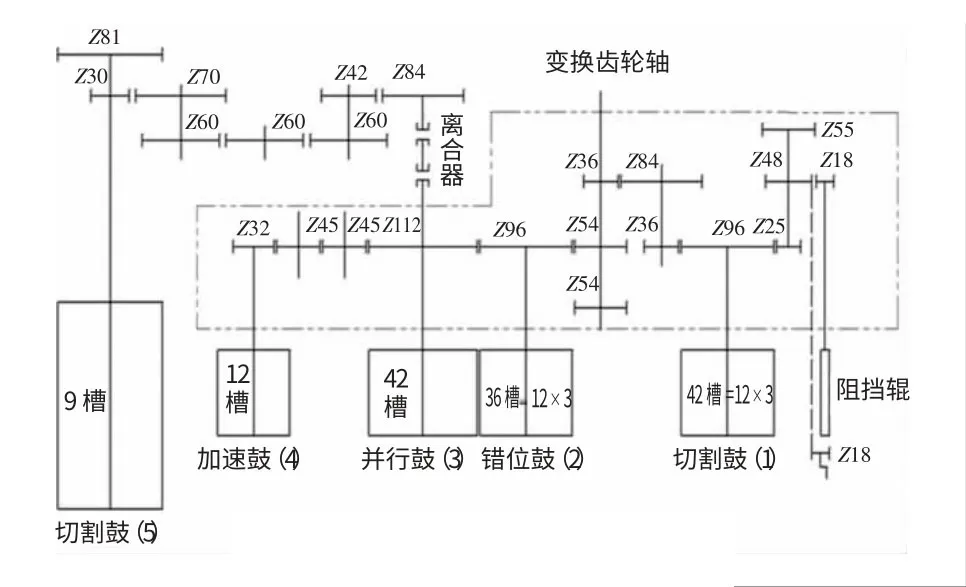
图1 ZL41 局部传动系统图

表1 几种常用复合棒规格变化和错位鼓、变换齿轮的关系
2.3 加速鼓与交接轮、靠拢鼓的同步
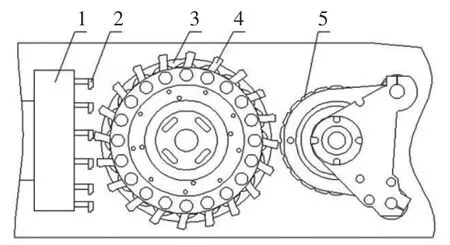
图2 加速鼓与交接轮、靠拢鼓示意图

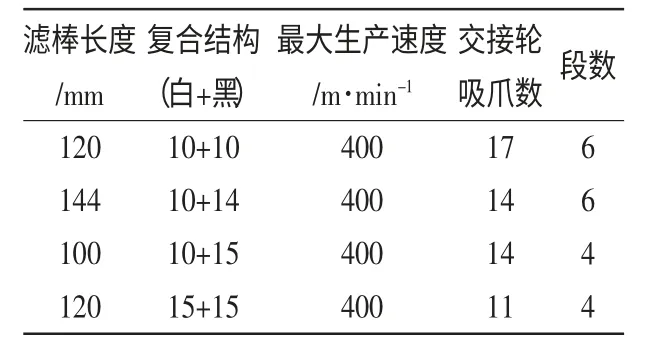
表2 交接轮的吸爪数量与几种滤棒规格的关系
2.4 布带与滤棒条的同步
复合滤嘴组与成型纸汇合后,一起由烟枪布带拖进烟枪成型槽卷制成滤棒条。供纸辊表面的线速度决定了成型纸的线速度,布带轮为开槽式结构[5],布带的线速度决定了滤棒条的速度,两者相等[6]。布带速度也应与成型纸的速度相等,即:V布带=V供。
2.5 刀盘与滤棒条、喇叭嘴的同步
YL44的刀盘是双刀单切,刀盘每转一周,刀片切割两支滤棒。由于切割过程中滤棒条处于高速直线运动状态,刀片应有与滤棒条运动方向垂直的切割运动以及与滤棒条运动方向一致、大小相等的水平运动。所以刀片的实际速度是水平分速度V水平和垂直分速度V垂直的合成[6],其中:V水平=V滤棒条。
在切割滤棒条过程中,喇叭嘴对滤棒条起支撑作用。刀盘每转一周,刀片切割两次,喇叭嘴往返2 次,即刀盘圆周运动与喇叭嘴往复运动的频率成整数倍关系,由传动比保证。并且,在切割过程中,喇叭嘴的运动速度应等于刀片的水平分速度,以便刀片能顺利通过喇叭嘴间的缝隙,即:V喇=V水平[6]。
3 结语
根据调查,目前国内复合滤棒的需求有相当大的潜在市场,但是生产复合滤棒的设备大部分却是DR2-5[7]200m/min 以下的产品,性能及生产效率较低,缺乏竞争力。ZL41 400m/min 复合滤棒成型机组的成功研发填补了国产中速复合滤棒成型设备的空白,达到了国内领先水平,缩小了与国际先进水平的差距。随着国家对烟草降焦减害的严格控制和市场的需求,复合滤棒成型设备必将向高度独立驱动和模块化、个性化发展,更便于操作、维护和滤棒规格变化。
[1]刘立全,等.特殊滤嘴研究进展[J].烟草科技,2004(3):17-24.
[2]王乃定,等.不同吸附材料在卷烟降焦减害中的应用[J].光谱实验室,2010,27(3):1135-1138.
[3]张海军.ZL41 复合滤棒成型机料斗系统的改进[J].烟草科技,2009(8):24-25.
[4]YCT223-2007,特种滤棒[S].
[5]德国Hauni 公司.PROTOS-M5 操作说明书[G].2007.
[6]金风凯.卷烟机的机械传动分析[J].烟草科技,2002(10):25-28.
[7]李红武,等.DR2-5 复合滤棒成型机的改造[J].烟草科技,2010(10):16-18.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
中国造纸(2022年9期)2022-11-25
中国造纸(2022年8期)2022-11-24
科技与创新(2020年16期)2020-11-29
生活用纸(2020年9期)2020-09-07
科学与财富(2020年2期)2020-04-01
湖南工业大学学报(2014年1期)2014-05-06
机械研究与应用(2014年4期)2014-04-02
机械与电子(2014年3期)2014-02-28
固体火箭技术(2014年5期)2014-01-16
