
SKF加速度包络分析在轴承故障诊断分析中的应用
2013-08-14 06:06郑晓龙
机械工程师 2013年5期
郑晓龙
(上海金菲石油化工公司,上海 200540)
1 双螺杆挤出机概况
上海金菲石油化工有限公司的双螺杆挤出机是生产中的关键设备,机组示意图如图1 所示。机组中,螺杆:三头,460/345r/min 双速;同步齿轮:斜齿轮,32 齿;轴系长约6m,轴向膨胀量约6.0mm;8 处轴承:FAG 23244,循环油润滑,自由端轴承。
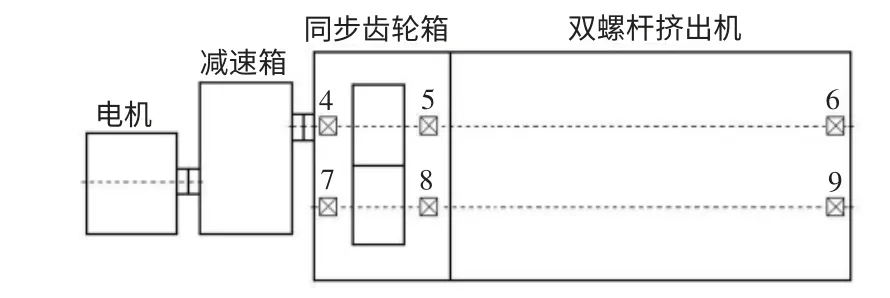
图1 双螺杆挤出机振动测点布置示意图
2 测试方案
设备振动测点布置如图1 所示,在支撑螺杆轴系的6个轴承部位(实际测试是在靠近测点的箱体上),分别在水平、垂直和轴向三个方向进行测量。测量参数有振动速度(mm/s,峰值)和SKF 加速度包络(gE,峰-峰值)。加速度包络技术是SKF 公司专门针对滚动轴承的诊断而开发的一项技术,它滤除了机器低频强信号的干扰,而加强了轴承缺陷部位所激发的微弱冲击信号的能量,能早期监测到滚动轴承的缺陷。
振动测试仪器:SKF MicroLog65 便携式数据采集器及频谱分析仪;振动分析软件:SKF Machine Analyst 3.01;加速度传感器:SKF CMSS2200 通用加速度传感器。
此外,在测试过程中,还对轴系润滑油做了铁谱分析;用红外测温仪测量了靠近测点5 和8的密封轴套的温度;用听诊仪监听了机组各部位的设备声音。
3 故障现象
测点8 处23244 轴承于2010 年12 月发生蠕动腐蚀,致使轴颈磨损0.6mm。后对该处轴颈进行了重新加工和镶套,并更换了新轴承。运行至2011 年5 月,在检查该轴承及轴套时,发现轴承与轴套的配合面上有大量的点状凹坑,部分成带状。于是去除旧轴套,重新进行镶套,并焊接了轴套两端面,更换了新轴承。运行至2011 年9 月,测点8 处发生异常响声,响声时断时续且强度也时强时弱。停车后对同步齿轮箱开盖进行局部检查,密封部位和同步齿轮未见异常。运行至10 月中旬,该响声变强,影响安全生产。尽管担心该处轴承又发生了蠕动腐蚀,但因为新订购螺杆未到货,停机检修生产损失太大,因此为维持生产的连续,利用现有的设备对机组状态进行评判,重点是确认测点8 处轴承的状况。
4 故障分析过程
10 月中旬对螺杆挤出机进行了振动测试,测试的典型频谱如图2 和图3 所示,各特征频率见图中标识。
图2 和图3中,均明显可见螺杆频率及其4 阶谐波;两图中均见到了宽带随机振动,特别是图2(测点7 处)中,两个频段内的宽带随机振动更是显著;图2中还明显见到了同步齿轮啮合频率以及螺杆转速的调制边频;据此初步判定轴系部件有松动,但无法确认具体的松动部件。
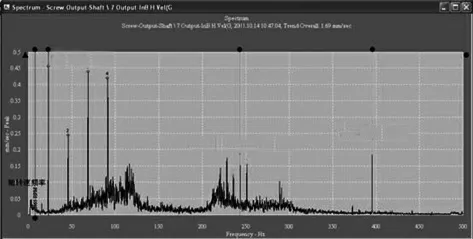
图2 测点7 水平方向速度谱
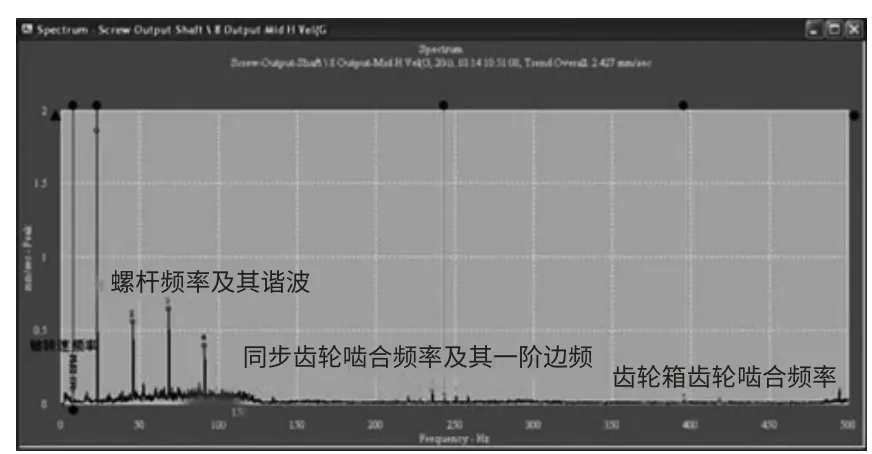
图3 测点8 水平方向速度谱
在各加速度包络频谱中,均未见轴承各缺陷频率的振动。同时,轴承听诊未听到轴承异常;测温表明,靠近测点5 和8的密封轴套温度在正常范围内;润滑油分析未见金属颗粒的存在。综合四方面的相互验证,断定轴承状况良好。于是建议在密切监测该轴承处振动趋势和温度变化的情况下维持正常生产。为了随时掌握该处轴承的异常情况,加强振动监测的频率,由原来的每周一次,增加到每天两次。
该设备维持正常运行,期间响声断断续续始终存在。到11 月中旬异响更加剧烈,但各方面显示该处轴承无异常情况,运行至12 月初新螺杆到货后方停机检修机组,从出现异响到最终停机维修,共维持生产运行3个月。
5 原因分析
5.1 现场观察情况
在设备解体后,现场观察:同步齿轮啮合面良好。测点8 处23244 轴承内外滚道面和滚动体表面均无明显磨损痕迹,滚动体端面无轴向力痕迹,外圈无蠕动痕迹。测点7 处轴承(固定端)良好。测点8 处轴承(自由端)与同步齿轮之间的轴向定位套间有0.02mm的轴向间隙,该定位套用手可轻松周向旋动,但由于受到同步齿轮键销的阻碍只能来回摆动。经检查,该轴向定位套键槽有明显的撞击痕迹,相对应的同步齿轮键销位置也有痕迹。检查与之对应的另一根螺杆轴,轴承和轴向定位套情况类似;但尽管该轴向定位套也可以旋动,但明显能感到此轴向定位套用手旋转的阻力较大。其它轴向定位套能做360°旋转。
5.2 情况分析
查看图纸,23244 轴承内圈与轴颈的过盈量为:+0.08~+0.12mm。该轴承靠近螺杆侧由轴肩定位,靠近同步齿轮侧则由轴向定位套进行轴向定位。同步齿轮与轴采用键销连接,其轴向由与23244 轴承间的轴向定位套定位。
由于此前该轴承曾经发生过蠕动腐蚀,这次异常响声又恰恰靠近该轴承,为此,拆卸了23244 轴承,随后又对该轴承内圈配合面做了进一步检查,照片如图4 所示。可见该轴承没有发生蠕动腐蚀。
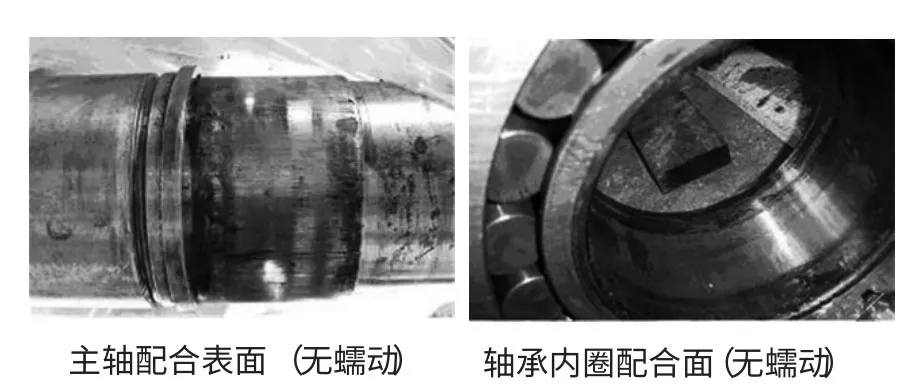
图4 23244 轴承与轴的配合面
为寻找异响来源,又进一步解体23244 轴承,各部件照片如图5 所示。解体轴承排除了轴承各部件是异响来源的可能。
5.3 异常响声来源的确认
仔细检查与23244 轴承相邻的轴向定位套,发现轴向定位套与轴是间隙配合,其轴向窜动量是0.02mm,其靠近同步齿轮侧的开口腰槽宽度为50.0mm。同步齿轮键销宽度是46.0mm。传动键镶嵌在开口的腰槽之中,两侧各有2.0mm的间隙。手动旋转轴向定位套发出的碰撞声音与设备的异常响声接近。在腰槽的弧线处以及对应的键销部位均有明显的碰撞痕迹,见图6。
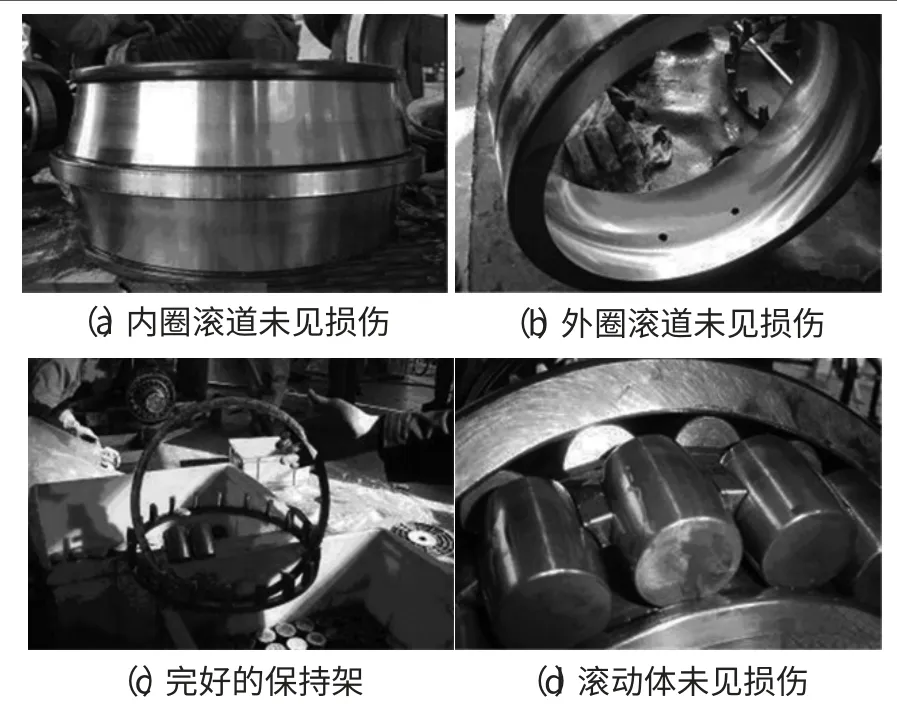
图5 23244 轴承各部件解体照片
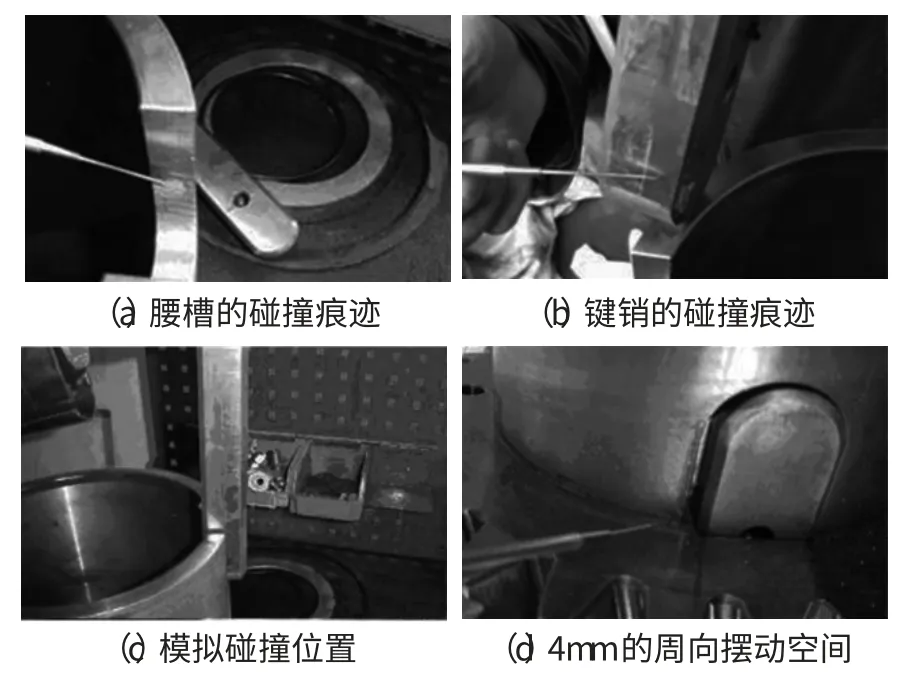
图6 轴向定位套腰槽与同步齿轮传动键销的碰撞痕迹
至此确认了该挤出机持续几个月异常响声的来源。
6 结语
作为化工生产关键设备的挤出机,由于机组结构的特殊性,振动测点难以接近轴承部位,只能在厚重的箱体上测量,信号有很大衰减,难以确定设备故障。而采用SKF 加速度包络技术,能从微弱的信号中提取滚动轴承缺陷冲击造成的缺陷的振动频率,从而可以准确地判断轴承状况。
挤出机轴系较长,轴向膨胀量大,安装时应确保每个部件都牢固定位、锁紧。特别是轴承和齿轮,进行热装时,要充分考虑到轴向热膨胀因素的影响,确保有足够的冷却时间。
此例中的轴向定位套,不仅要考虑其轴向定位,还应确保其周向定位。建议制作一个凹型零件锁紧轴向定位套,确保周向不能旋转,从而消除其周向碰撞发出异常响声的可能。
猜你喜欢
水电站机电技术(2020年1期)2020-02-28
时代汽车(2019年6期)2019-07-09
扬子江(2019年3期)2019-05-24
水电与抽水蓄能(2019年1期)2019-03-08
作文周刊·小学二年级版(2017年3期)2017-07-12
现代工业经济和信息化(2016年4期)2016-05-17
中国塑料(2016年7期)2016-04-16
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
中国塑料(2014年8期)2014-10-17
