
压机上气垫模拟装置的设计
2013-08-14 06:06徐柏鸿
机械工程师 2013年5期
徐柏鸿
(仪征申威冲压有限公司,江苏 仪征 211400)
1 引言
压机上气垫的结构、作用和拉伸垫相似,安装于压机滑块上,通过调节气垫系统内的压缩空气的压力来实现对冲压件的压料、退料、翻边等功能。使用上气垫可以简化冲压模具结构,减少氮气弹簧使用数量,降低模具开发成本。因此,欧洲许多汽车企业采用了带上气垫装置的压机。
笔者公司一批冲压模具原为欧洲汽车企业开发,需要使用压机上气垫,但现有设备均不具备上气垫功能。如对模具进行改造,不但工作量大,而且改造成本较高,为此考虑为压机设计开发上气垫模拟装置,用专用垫板和氮气弹簧来模拟实现压机上气垫功能。
2 氮气弹簧规格选定
外方提供的1000T 压机资料表明,其上气垫力调节范围为60~80t。同时,对本批模具资料也进行了研究,发现绝大多数模具上顶杆在15~20 根,最大行程100mm,上气垫使用压力在60t 左右。因此,确定选用规格为T3-4200×125的Kaller 品牌氮气弹簧,最大行程125mm,是Kaller 品牌中行程、压力较大的产品。
3 专用垫板设计及加工
为了保证上气垫模拟装置的通用性,需要根据使用要求确定专用垫板的长度与宽度,并根据氮气弹簧规格,确定垫板厚度。
为了保证垫板具有足够强度和较轻的重量,专用垫板采用钢板焊接箱体结构。专用垫板设计了吊运装置、导正销孔、压板槽及T 型槽。
在箱体结构焊接结构结束后,安排了回火处理,以消除焊接应力。
专用垫板结构设计如图1。
4 上气垫模拟装置的使用
在首次使用时,首先将专用垫板装摆放到模具上,并根据模具的上顶杆位置,在专用垫板相应氮气弹簧安装孔中放入氮气弹簧。待移动工作台固定后,利用滑块调整电机带动压机滑块,将高出专用垫板上表面的氮气弹簧缓缓压下,进行专用垫板与模具、滑块的装夹工作。当装夹工作完成后,上气垫模拟装置就可以模拟上气垫功能进行工作了。
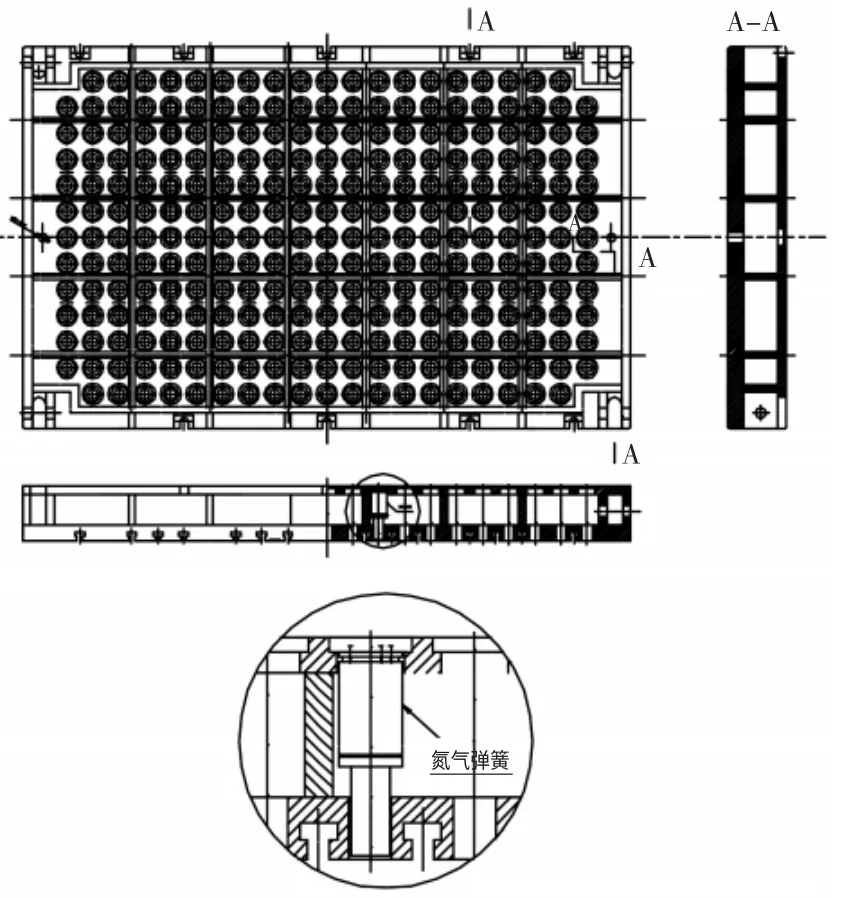
图1 专用垫板结构
在后续使用中,上气垫模拟装置可当作滑块附加垫板使用,不再与滑块脱开。只有当氮气弹簧与模具上顶杆位置要求不一致时,才必须将垫板放下,重新调整氮气弹簧位置。
上气垫模拟装置工作状态如图2。

图2 上气垫模拟装置工作状态
5 结语
上气垫模拟装置的成功开发,节约了模具改造成本,大大缩短了产品易地生产的试制周期,为生产提供了保证,并为后续产品的转移提供了便利条件。
上气垫模拟装置经过多年运行,工作性能稳定,可完全实现上气垫的功能,得到了合作方的认可,并已在数十家冲压生产企业中推广,取得较好的社会影响和经济效益。
猜你喜欢
建材发展导向(2023年4期)2023-03-14
小哥白尼(军事科学)(2022年2期)2022-05-25
学生导报·东方少年(2019年16期)2019-07-02
小猕猴智力画刊(2018年6期)2018-07-08
奥秘(创新大赛)(2018年3期)2018-07-03
小资CHIC!ELEGANCE(2016年22期)2016-12-01
国际木业(2016年2期)2016-12-01
工业设计(2016年10期)2016-04-16
快乐作文·高年级(2014年11期)2014-12-17
压缩机技术(2014年5期)2014-02-28
