
水下等离子切割铝板问题初探
2013-08-14 05:42李书香
河南科技 2013年14期
李书香 王 卫
(河南平高电气股份有限公司,河南 平顶山 467001)
1 前言
北京百惠数控普通水下等离子切割机是机电气液一体化的热切割设备,由于其将电脑控制、精密机械传动、氮气切割三者技术相结合,具有高效率、高精度、高可靠性等特点,对厚度3—75mm铝板和不锈钢板可作任意几何形状的垂直切割,因而在我国大中型企业得到广泛的应用。但许多新使用单位由于缺乏相应的经验,严重影响了数控等离子切割机优势的发挥,其中最主要的是爆炸隐患和放电产生的表面质量缺陷。爆炸隐患和放电产生的表面质量缺陷成为数控等离子切割机使用单位首要解决的问题。
2 问题分析
普通等离子弧切割。根据所使用的主要气体,主要分为氩等离子弧切割、氧等离子弧切割和空气等离子弧切割等几类。切割气流一般在100A以下,切割厚度小于30mm。我所介绍的是使用再约束氮气等离子弧切割。
氮气作为等离子弧发生的气源和等离子切割机的气源。为什么选择氮气作为等离子机的切割气源哪?因为氮气是惰性气体,不易发生爆炸。
根据等离子弧的再约束方式,主要分为水在压缩等离子弧切割、磁场再约束等离子弧切割等。由于等离子弧受到再次压缩,其电流密度、切割弧的能量进一步集中,从而提高了切割速度和加工质量。
由于等离子切割机是在水下工作的,在切割系统中,无需接触材料,只需在电脑上画好要切割的形状,切割即可自动完成,当工件加工成型后,发现其下表面会出现不同程度的凹坑或是四周出现豁口等。
根据上述现象,我们组织技术人员、经验丰富的技术工人、质量检验人员共同成立了攻关小组,查找原因,实验论证。
经统计分析,只要有以下原因:(1)等离子切割机加工板材时,由于水被电解发出氢气(2H2O=2H2+O2),因而氢气聚集,当氢气聚集到一定浓度时,就会发生爆炸现象。(2)就是进厂的板材平面度不行,易于氢气累积,同时数控下料平台的影响。(3)由于部分支撑板条与板材底面接触不良,造成局部放电,导致板材底面出现电击凹坑,或电击疵豁。(4)在数控切割机配件中,配件也是影响切割效果的一个重要因素,就拿等离子来说,等离子切割机电弧的稳定性直接影响着切割质量。等离子电弧不稳定现象,会导致切口参差不齐、积瘤等缺陷。
根据上述分析,我们综合考虑各方因素,制定了切实可行的试验方案,力求使问题得到有效解决。
3 工艺改进方案
对工艺过程反复的试验跟踪发现,在水被电解的作用下,水下的氢气聚积到一定程度没有得到有效处理,问题的重复出现,就会使得氢气浓度更高,遇到电火花就会爆炸。同时电流未经接地线传入,而是经接地平台下的支撑板条传入,构成回路,造成局部放电。
3.1 稀释氢气
从以上分析可以看出,水下等离子切割的主要问题是氢气如何处理,氢气处理的好坏不仅关系到零部件的质量,而且对周围的设备及人员安全起到至关重要的意义。我们经试验跟踪总结出两种方案。(1)把压缩空气打入水中。(2)加强板材的平面度要求及数控下料平台的检查。
3.2 增加绝缘支撑
为了解决局部放电,导致板材底面出现电击凹坑的问题,我们决定把铁的支撑板条换成绝缘的,同时把接地线改接在板材上。如下图。

绝缘支撑
接地线接在板材上
3.3 保证气压稳定
在数控切割机配件中,等离子电弧是影响工件质量的最重要因素。等离子电弧不稳定现象,主要是由于气压不足或过高引起的。等离子工作所要求的气压是0.45MPa。因此我们的解决方法是,使用前注意观察空压机输出压力显示,如不符合要求,可调整压力和检修空压机。
4 工艺改进
以上改进方案见下表1。
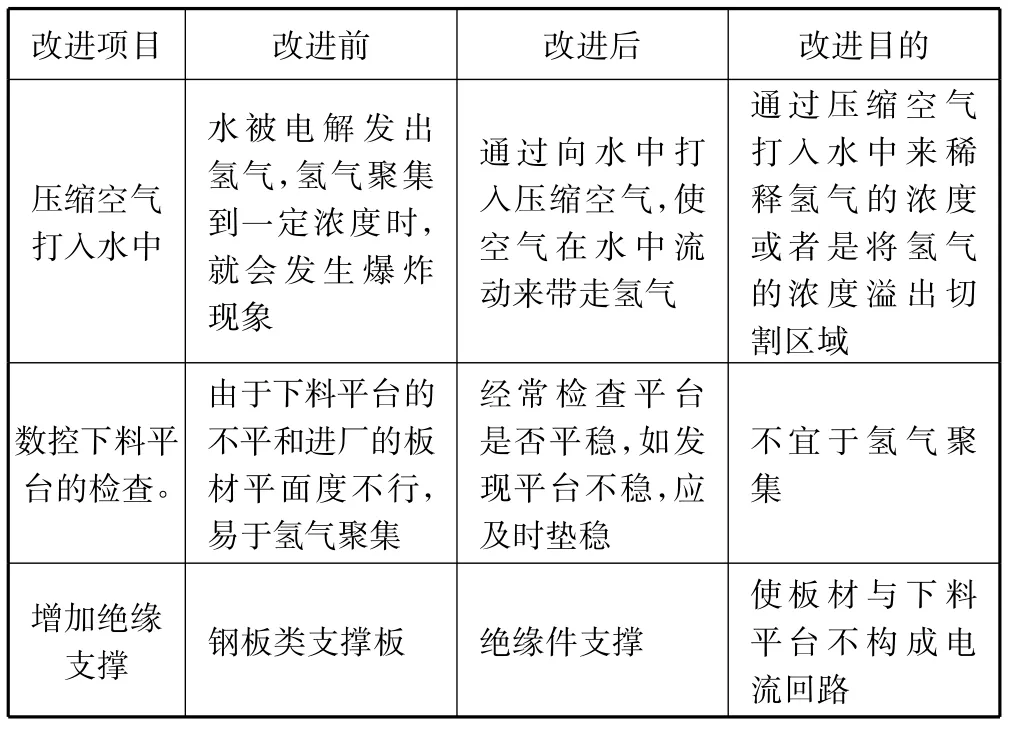
?
改进后的效果如下图。

5 效果验证
在工艺改进之前,我们加工的铝板及不锈钢板均出现不同程度的表面凹坑,同时加工时火星四射,时而还有爆炸之声。
工艺改进后,为确保操作过程安全及质量达到工艺要求,我们对操作过程进行了跟踪验证,跟踪结果见表2。

?
6 总结
生产实践证明,水下等离子切割虽然易出现质量问题,但只要抓住问题的关键,在生产过程中注意观察、勤于思考,巧妙地将一些问题进行改进,可以最大限度的满足铝板及不锈钢板的质量要求。另外随着工艺、技术的不断创新应用,可使铝板及不锈钢板的加工质量得到进一步提高,同时也必将为企业带来良好的经济效益和社会效益。
[1]苑彬彬,马天一.数控气割工件产生热变形及尺寸偏差的原因及控制措施.哈尔滨:哈尔滨锅炉厂有限责任公司,第25卷第二期2009年3月
[2]万芹英,康彦亭.数控气割机切割精度控制.石家庄:石家庄阀门一厂股份有限公司,第九次全国焊接会议论文集
猜你喜欢
一重技术(2021年5期)2022-01-18
中文信息(2020年8期)2020-09-12
吉林化工学院学报(2020年5期)2020-07-04
化工装备技术(2020年2期)2020-05-12
中国建筑金属结构(2018年6期)2018-08-31
智能城市(2018年7期)2018-07-10
核技术(2016年4期)2016-08-22
现代工业经济和信息化(2016年8期)2016-05-17
上海金属(2015年6期)2015-11-29
西安建筑科技大学学报(自然科学版)(2014年2期)2014-11-12
