
利用斜滑块实现内侧抽芯的墙壁开关翘板注塑模设计
2013-08-14 09:24:08于玲
河南科技 2013年17期
于 玲
(河南工业职业技术学院,河南 南阳 473009)
1 墙壁开关翘板成型工艺分析
1.1 塑件结构分析
墙壁开关翘板是日常生活中常见的塑件,使用量大,外观光洁度要求高。工程图如图1所示,图2为塑件的三维模型。该塑件为苯乙烯-丁二烯-丙烯腈的共聚物 (ABS),塑件总长为65mm,宽为 45mm,高度为 9.14mm,厚度 2mm。
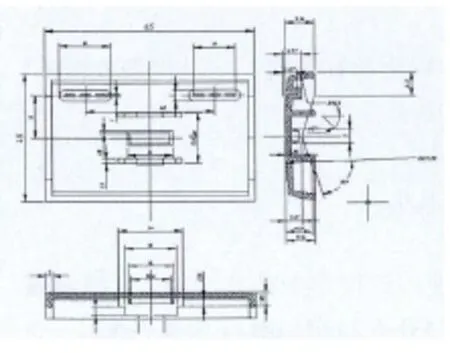
图1 墙壁开关翘板工程图
图2 墙壁开关翘板三维模型
在注塑过程中,塑件容易出现的缺陷主要有飞边、熔接痕、裂纹、翘曲等。其中,与塑件外观质量有关的缺陷有主要有飞边、翘曲、裂纹和脱痕。该塑件外表面为大圆弧,过渡部分采用圆角连接,在内部有倒扣和凸起,生产批量较大。因此在设计模具时除采用一模多腔结构外,还需考虑中心5个凸起部位的成型和脱模。
1.2 模具设计难点
由上述该塑件结构的分析可知,该塑件的模具设计难点主要有以下几个方面:(1)中心部位凸起的抽芯机构设计;(2)模具一模多腔抽芯机构的干涉问题的处理;(3)如何实现既合理脱模又能保证表面光洁度高无凹痕。
2 墙壁开关翘板注塑模总体结构设计
根据对塑件结构的分析,设计出的墙壁开关翘板注塑模结构如图3所示。由于该塑件形状简单,且需要大批量生产,所以模具选用一模四腔结构且H型平衡布置。采用单分型面注塑模,浇口形式采用侧浇口进料,这样既利于充满型腔,塑件质量高,又利于提高生产效率,降低成本。中心5个凸起采用斜滑块脱倒扣,塑件其余部分则用一般推杆推出机构。
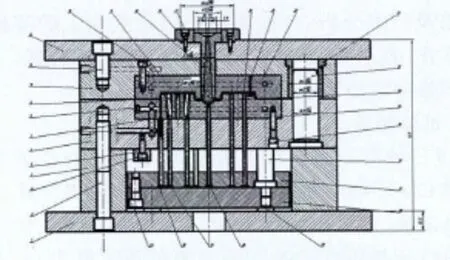
图3 墙壁开关翘板注塑装配图
3 墙壁开关翘板注塑模主要结构设计
3.1 斜滑块抽芯机构设计
当塑件内侧带有凸台和凹槽时,在被推出之前必须先进行侧向抽芯,然后才能顺利脱模。内侧抽芯一般采用斜导柱、斜滑块等机构。该模具采用斜滑块实现塑件中心凸起部分抽芯。在抽芯的同时与推杆配合完成塑件浇注系统的脱模。
3.2 型腔设计
根据塑件尺寸可知,由于该塑件形状简单,生产批量大。所以模具选用一模四腔结构,H型平衡布置,浇口形式采用侧浇口进料,单分型成型。
3.3 推出机构设计
该模具采用推杆推出机构。推杆推动斜滑块,促使斜滑块分型,完成内侧凸起的脱模,扁推杆推动塑件其余部分完成浇注系统的脱模。
3.4 冷却系统的设计
模具的冷却分为两部分,一部分是型腔冷却,一部分是型芯的冷却。该模具中型芯的冷却与型腔的冷却排布方法相同,塑件的平均壁厚为2mm,所以设计冷却水路直径为10mm。
4 结束语
通过对墙壁开关翘板塑件的分析,利用斜滑块完成了塑件内部凸起的抽芯和分型,从而保证了采用单分型成型,一模四腔模具设计的实现。使得模具结构简单,并且塑件外观的光洁度高无凹痕,满足了产品要求。
[1]张赐成.塑料制品常见分析[J].益阳职业技术学院学报,2008(2)∶29-31.
[2]游剑文.注射成型塑料制品常见缺陷及其解决方案[J].科技经济市场2010(6)∶6-7
[3]齐卫东.塑料模具设计与制造[M].北京:高等教育出版社,2005
[4]王永平.注塑模具设计经验点评[M].北京:机械工业出版社,2004
[5]申开智.塑料成型模具[M].北京:中国轻工业出版社,2006
猜你喜欢
装备制造技术(2020年9期)2021-01-26 00:14:48
模具制造(2019年4期)2019-06-24 03:36:46
模具制造(2019年3期)2019-06-06 02:10:58
纤维复合材料(2018年4期)2018-04-28 08:45:40
制造技术与机床(2017年5期)2018-01-19 02:48:52
制造技术与机床(2017年10期)2017-11-28 05:24:14
中央民族大学学报(自然科学版)(2017年2期)2017-06-11 07:14:48
中国机械工程(2017年4期)2017-03-09 06:49:41
现代工业经济和信息化(2016年22期)2016-08-23 11:55:42
中国塑料(2015年7期)2015-10-14 01:02:52
