
3Z4-1.67/150型氧气压缩机阀门故障分析
2013-08-12 05:55廖武
河南科技 2013年11期
廖 武
( 广西柳州钢铁( 集团) 公司气体公司,广西 柳州 545002)
0 引言
氧气压缩机是工业氧气生产的终端设备,其作用是将已经生产出的氧气按照用户的需求压缩、冷却后,送入充填台充瓶成品。因而它直接影响了产品的质量与产量。在社会高速发展今天,众多的企业,特别是钢铁企业对氧气的需求量越来越大,对氧气的质量要求也越来越高。只有使设备长期处于正常的运转状态、减少故障时间和维修费用,才能使企业在当今社会的激烈竞争中占得优势。
1 改造前后的3Z4-1.67/150 型氧气压缩机
柳钢气体公司有多种氧气压缩机:离心式、活塞式、叶片泵式、膜压式以及活塞式,其中又以活塞式居多。
1.1 3Z4-1.67/150 型氧气压缩机的工作原理
氧气从空分装置生产出来后,由储气罐通过管道进入压缩机逐级压缩,在冷却器中冷却,最后通过油水分离器将压缩氧气中的水分(或水甘油)析出,各级冷却器浸于中间座冷却水箱内,蛇行管式盘管绕于气缸周围。
气缸活塞环润滑采用水甘油溶液(为6%~8%化学纯甘油与92%~94%蒸馏水混合液)或蒸馏水,滴水器装于一级气缸头上,一级气缸吸气时,蒸馏水随着氧气顺序进入各级气缸,最后由油水分离器析出。
氧气压缩机的油水分离器是采用物理分离法,因此对氧气中的水分离并不能达到非常理想的效果,还使氧气瓶易氧化损坏。
若氧气压缩机在无水润滑状态下工作,则气流流量提高,易提高产量、产品纯度,使用效果好。
因而,在几年前,柳钢气体公司在资金、场地等多方面条件有限的困难条件下对3 台小型氧气压缩机进行了改造,由有水润滑改造为无水润滑。
1.2 改造前后的氧气压缩机
通过资料收集,对改造前后氧气压缩机更换的零件参数统计列出如(表1)。
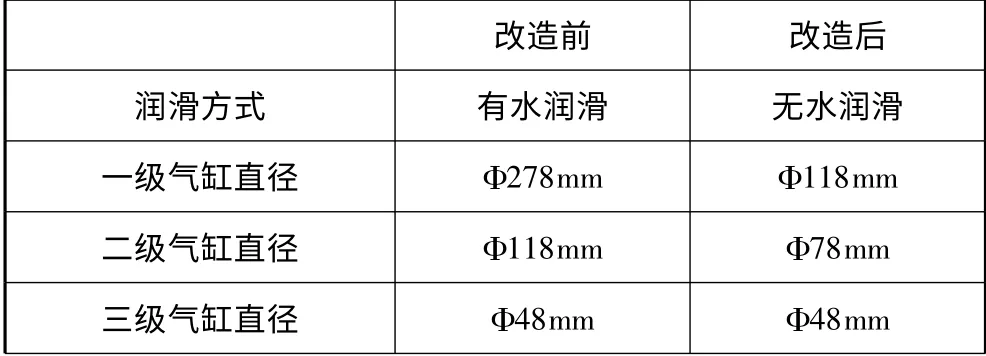
表1 改造前后氧气压缩机更换的零件参数统计表
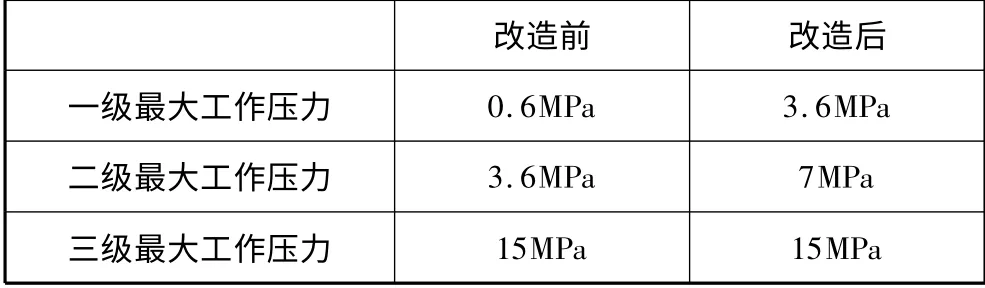
改造前 改造后一级最大工作压力0.6MPa 3.6MPa二级最大工作压力3.6MPa 7MPa三级最大工作压力15MPa 15MPa
1.3 改造后的氧气压缩机
改造后的氧气压缩机在产品质量方面有所提高,但对氧气压缩机本身来说,其故障率也不断增长。近一年时间,该型号氧气压缩机的维修的次数已有多次,设备陈旧是原因之一,我们也可以从故障的多发处寻找其它主要因素。在6 台氧气压缩机维修记录中出现故障最多的就是二级压力超高。查阅资料可根据温度、压力的变化对气阀的故障做出判断,并且还可以进一步判明是吸气阀还是排气阀的故障。规律如(表2)得知,压力超高原因多由阀门引起。
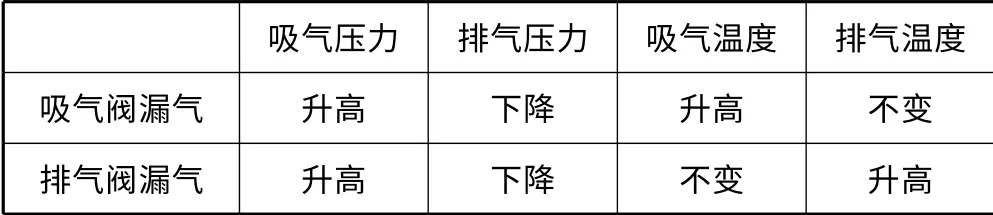
表2 氧气压缩机的故障分析
2 氧气压缩机的阀门
活塞式氧气压缩机压缩气体是通过吸气阀门和排气阀门实现的,阀门的运动部件有阀片和弹簧。因此,阀门卡住和断裂、出现凹槽等常见问题也是由于阀片和弹簧造成的。
2.1 氧气压缩机阀门的频繁运动
运转中,发生阀门卡住的现象较少见,而阀门弹簧和阀片断裂的故障则是经常发生的。断裂的原因主要是外载负荷引起的断裂、磨损和腐蚀。阀片在工作中主要承受着重复的撞击载荷。撞击能量虽然并不大,但由于重复次数很多,氧气压缩机的转速为190 转/分钟,则阀片按每天设备运行8 小时计算也有91200 次撞击,这种多次撞击会引起阀片的疲劳破坏,发生径向断裂。弹簧在阀门全闭时承受安装预压缩力,在阀门全开阶段,承受最大压缩力。在氧气压缩机连续工作时,弹簧承受着脉动循环载荷,这种脉动循环载荷也会引起弹簧的疲劳破环,发生断裂。
阀片和弹簧在不停运动中不免要发生磨损,磨损后强度下降,使之更容易断裂。
被压缩气体对于阀片和弹簧的腐蚀作用,使阀片和表面出现麻点、凹槽等,引起应力集中,在循环载荷作用下,使之容易断裂。
2.2 阀门中的弹簧
阀门中选用的弹簧要求非常严格,它对阀片的弹力或高度都要一致,否则容易造成阀片的断裂。
弹簧是阀门中一个极其重要的部件。气阀在全闭状态下,弹簧将阀片顶在阀座上,起一部分密封力作用;当阀片开启时,弹簧的弹力随着阀片的升起而逐渐增大,从而限制了阀片的移动速度,减少了阀片对升高限制器的冲击;当阀片关闭时,弹簧力克服缸体内外气体压力差,将阀片及时关闭到阀座上。
如果弹簧过硬,则弹簧力过大,那么阀片在全闭状态下,弹簧对阀片的顶力也就相当大。这样,阀片开启压力就要增加,从而造成气阀延迟开启和开启不全的现象;而在关闭时,阀片则有可能提前关闭。气阀延时开启和提前关闭及时开启不全都会造成气阀助力增加和输气量减小。
相反,如果弹簧过软,则弹簧力过小,那么阀片开启压力就相应减小,从而会造成提前开启和延迟关闭的现象。无论对于吸气阀还是排气阀,气阀的延迟关闭都会使气体倒流。这一方面要增加损失,另外一方面则会减少输气量,从而影响到氧气压缩机的生产能力和效率。
另外,弹簧过软,则对阀片在开启过程中的缓冲作用减弱,加上延迟关闭造成的气体倒流,这种倒灌气流将使阀片以很大速度撞击阀座,从而对阀片的耐用性极为不利。
综上所述,阀片与弹簧的损环是造成阀门失效的主要原因。在阀门故障的修理中,有95%以上都是有这类原因造成的,不是密封线出现凹槽,就是弹簧的过软和四周高度不一致。
3 改进措施
现在我们十分有必要对阀门的阀片和弹簧进行分析。
3.1 阀门主要部件的
材料对于弹簧的过硬主要是由弹簧的材料所致。而过软则由阀门长期使用所致,但也与材料有一定的关系,查阅资料可知如(表3)。

表3 材料对弹簧及阀门的关系
从阀门备件实物确认各部件材料均无误,因而排除材料因素。在2.1 内容中已说明了造成弹簧过软的原因是受到了长期、频繁的脉冲循环载荷,而在将氧气压缩机有有水润滑改为无水润滑后,氧气内已不含水分而使气缸内温度上升,这是加速弹簧疲劳破环的一个重要因素。
3.2 新、旧阀门的对比
以问题出现较多的三级进气阀门为例进一步分析。对新、旧(已坏)三级进气阀门各一进行比较如(表4)。
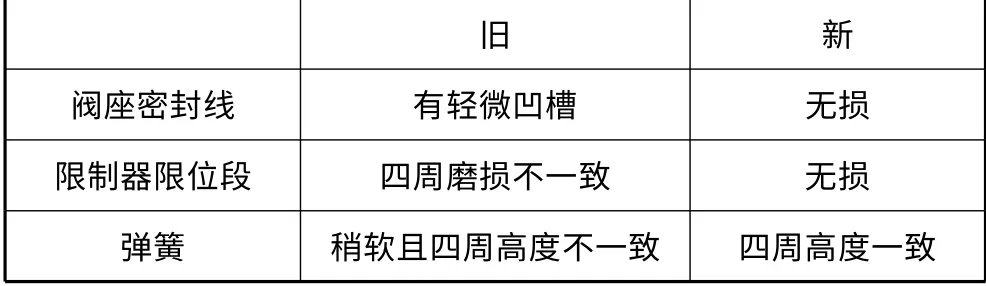
表4 新、旧阀门的对比
另外,新旧两阀门有如下共同点:
(1)弹簧放入限制器槽内的活动余量2a 约为3mm(如图1)。
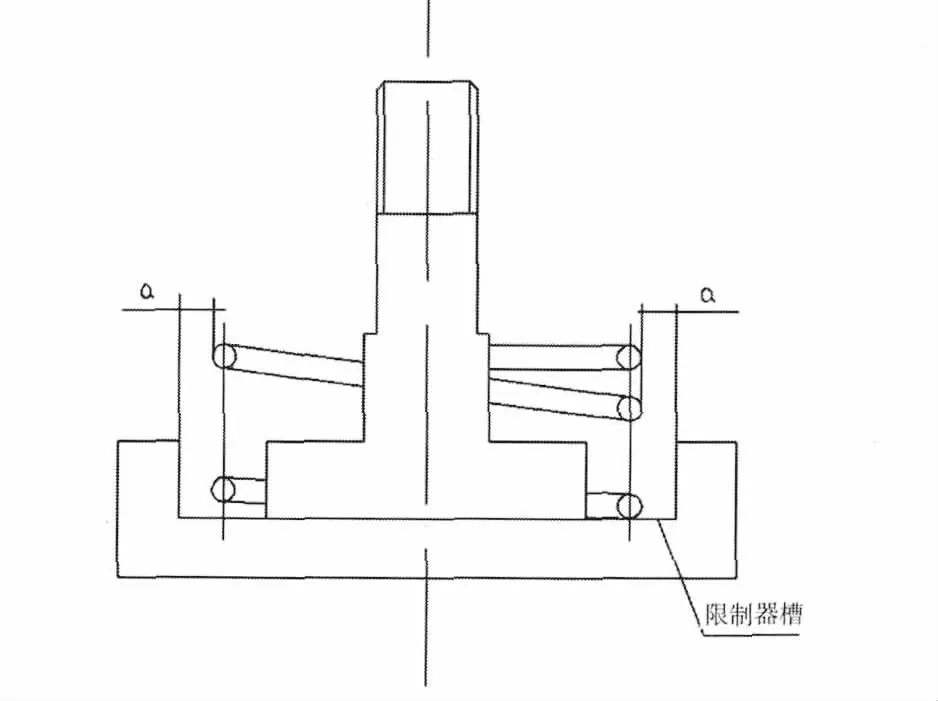
图1
(2)弹簧中圈直径比上、下圈直径稍大(如图2)。

图2
3.3 损坏原因分析及简单处理方法
在阀门运行过程中,阀片频繁的上下往复运动,弹簧也会离开轴心位置而向一侧偏移(如图3)。这样在阀片往下运动时,弹簧中圈会被限制器边缘(图中A 处)挡住以使阀片右侧不能顺利下行,而左侧则无此现象,因此产生了左低右高的不正常状态。
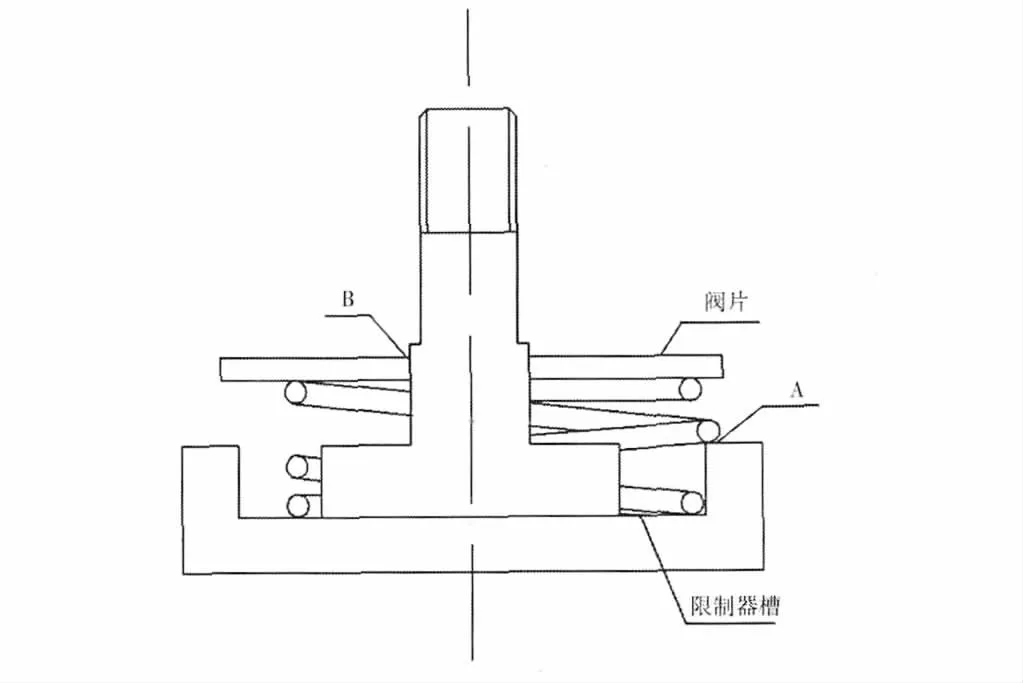
图3
阀片长期在这种状态下运动则会在B 处与限制器的限位段发生剧烈摩擦,使得限位段四周产生不一致的磨损程度,也自然会有弹簧四周高度高度不一致的现象。而阀片右侧的提前关闭会使其与阀座密封线产生强烈的冲击而产生凹槽缺陷。
简单处理办法,将弹簧底圈直径扩大到与中圈一致,使底圈与限制器边缘的活动余量变小,而中圈也不会被边缘卡住,这样就可以大大降低新阀门使用不到1 小时就出现氧气压缩机压力超高故障的次数。
4 结束语
本文是笔者对几台老设备常见故障的简单分析,虽然只是小部件却引起了整台设备的故障停机。在社会高速发展今天,众多的企业,特别是钢铁企业对氧气的需求量越来越大,对氧气的质量要求也越来越高。只有使设备长期处于正常的运转状态、减少故障时间和维修费用,才能使制氧企业在当今社会的激烈竞争中占得优势。
〔1〕《机械设计手册》.化学工业出版社
〔2〕《机械设计手册》.机械工业出版社
〔3〕《制氧工问答》.冶金工业出版社
猜你喜欢
水力发电(2022年11期)2022-12-08
南方电网技术(2022年1期)2022-03-08
流体机械(2021年7期)2021-08-31
中国特种设备安全(2019年11期)2020-01-16
日用电器(2019年12期)2019-02-26
设备管理与维修(2018年17期)2018-03-12
北京航空航天大学学报(2017年4期)2017-11-23
设备管理与维修(2016年5期)2016-03-16
合成技术及应用(2015年3期)2015-12-11
压缩机技术(2015年5期)2015-10-27
