
7075铝合金活塞等温挤压工艺模拟
2013-08-08 00:59:25杨栋陈文琳周瑞合肥工业大学材料科学与工程学院
锻造与冲压 2013年15期
文/杨栋,陈文琳,周瑞·合肥工业大学材料科学与工程学院
7075铝合金活塞等温挤压工艺模拟
文/杨栋,陈文琳,周瑞·合肥工业大学材料科学与工程学院
针对7075铝合金活塞结构的特点,通过理论计算与有限元模拟相结合的方法确定挤压方案与工艺参数,分析成形过程中等效应力应变场、成形载荷的变化;并将7075铝合金热变形动态再结晶演化模型导入有限元中,对其组织晶粒度进行预报。
7075铝合金属于高层错能金属,在热塑性变形过程中动态回复强烈,位错密度难以升高,不易发生“形核—长大”机制的非连续动态再结晶(DDRX)。仅在变形温度、速度较高的情况下,可能出现部分非连续动态再结晶,7075铝合金热变形时主要发生连续动态再结晶(CDRX)。连续动态再结晶是金属变形时,位错不断向小角度晶界聚集,从而转变为大角度晶界,形成新的细小晶粒的过程。金属晶粒度会随连续动态再结晶的进行而显著减小,得到非常细小的晶粒组织,能够显著提高铝合金材料的力学性能。
活塞件具有结构复杂、形状特殊的特点,传统的加工方法为铸造成形,铸件组织晶粒相对粗大,力学性能差,使用寿命短,而等温挤压铝合金活塞的过程中,发生连续动态再结晶,细化组织晶粒度,提高其力学性能。
挤压工艺分析
结构分析
图1为7075铝合金活塞零件的三维图,活塞的整体外轮廓为杯形件,两筋板处的外形轮廓较为复杂,且带有通孔。活塞裙部内腔可通过反挤压成形;对于两侧的复杂结构,若通过后续的机加工得到,不但生产效率和材料利用率低,而且机加工时切断了金属流线,影响产品强度和刚度等性能,因此需要采用多向挤压工艺来实现对活塞的成形。
在进行工艺计算前,应根据等温挤压工艺的特点,将活塞的零件图转化成挤压件图,进而确定挤压工艺。最终确定挤压件的尺寸结构如图2所示,筋板处的通孔和活塞外围的沟槽通过机加工成形,其他部位通过纵向挤压和横向挤压成形。

图1 活塞三维图
工艺分析
为了确保在成形过程中不产生裂纹、开裂等缺陷,一次挤压的变形程度要在铝合金的许用变形程度内,若零件的变形程度超过材料的许用变形程度,则应考虑采用多次挤压成形或者增加预挤压工序。下面分别计算纵向挤压和横向挤压的变形程度,进而确定挤压次数。

图2 活塞挤压件的二维图
纵向挤压时,凸模的工作部分形状和活塞的气门孔内腔形状相配合,其横截面是不断变化的,因此第一次挤压后,挤压坯料的横截面积A1也是不断变化的。本文采用挤压坯料的平均截面积作为A1。横向挤压时,凸模的工作部分与挤压件的筋板外侧形状相配合,凸模工作部分表面积的计算方法同纵向挤压一样,取平均截面积Ap。通过理论计算确定活塞挤压成形工艺为一次纵向挤压和一次横向挤压。
有限元模型
随着塑性变形的进行,连续动态再结晶组织的晶粒尺寸呈负指数曲线迅速降低,使用基于唯象理论的指数模型可以描述连续动态再结晶过程中平均晶粒尺寸的演化模型。将动态再结晶晶粒度演化模型嵌入有限元软件中,坯料材料为7075铝合金,坯料与模具温度均为380℃,坯料和模具间的摩擦系数选为0.12,所建立的两向挤压有限元模型如图3a、b所示。
数值模拟结果与分析
数值模拟完成后进入有限元软件后处理模块,得到经过纵向挤压和横向挤压后的成形结果图,如图4a、b所示。图中的点表示已经与模具接触,即已经充满型腔。从图中可以看出,经过纵向挤压和横向挤压之后金属已经充满型腔,成形效果良好。

图3 两向挤压有限元模型

图4 成形结果图
图5a、b分别为终挤时的等效应力图和等效应变图。从图中可以看出,在活塞裙部、销孔处和筋板的成形过程中,应力主要集中在凸模圆角过渡区域、筋板的边缘处,以及销孔外侧的圆环面上。气门口底板的应力较小,活塞整体应力分布较均匀,为50MPa左右,整个变形过程的最大等效应力为139MPa。从等效应变图上可以看出,同等效应力类似,凸模圆角处的金属变形程度较大,应变较大。活塞顶的销孔部和活塞裙两侧薄边应变较小,销孔外侧的圆环面和筋板边缘处的应变最大,整个变形过程中最大等效应变为14.8。
图6a、b所示分别为Z方向和X方向成形载荷曲线。从图中可以看出,在纵向挤压阶段,Z向载荷随着时间逐渐增大,最大达95t左右,此时在X方向载荷基本为0,这是由于该阶段设备提供的是纵向载荷,横向载荷为0。在横向挤压阶段,随着横向挤压力的增加,金属逐渐充填型腔,Z方向受到的载荷也逐渐增加,横向最大挤压力为6.3t,这是由于在横向挤压阶段,金属变形程度相对较小。同时通过结果可知,该成形过程对设备吨位要求较低,只需能够提供纵向和横向载荷即可。
活塞挤压成形后平均晶粒尺寸约为19μm,相对初始晶粒明显减小,细化率达52%;在活塞裙部两侧及活塞内部底板处晶粒尺寸约为27μm,细化效果不如其他部位明显;在活塞销孔处晶粒细化更加明显,细化到13μm,细化率达到67.5%。这是由于在纵向挤压过程中,活塞裙通过反挤压成形,塑性变形大,此剧烈变形提供的能量导致该中心区域材料大量位错缠结,高度缠结的位错之间存在较大的应力场。
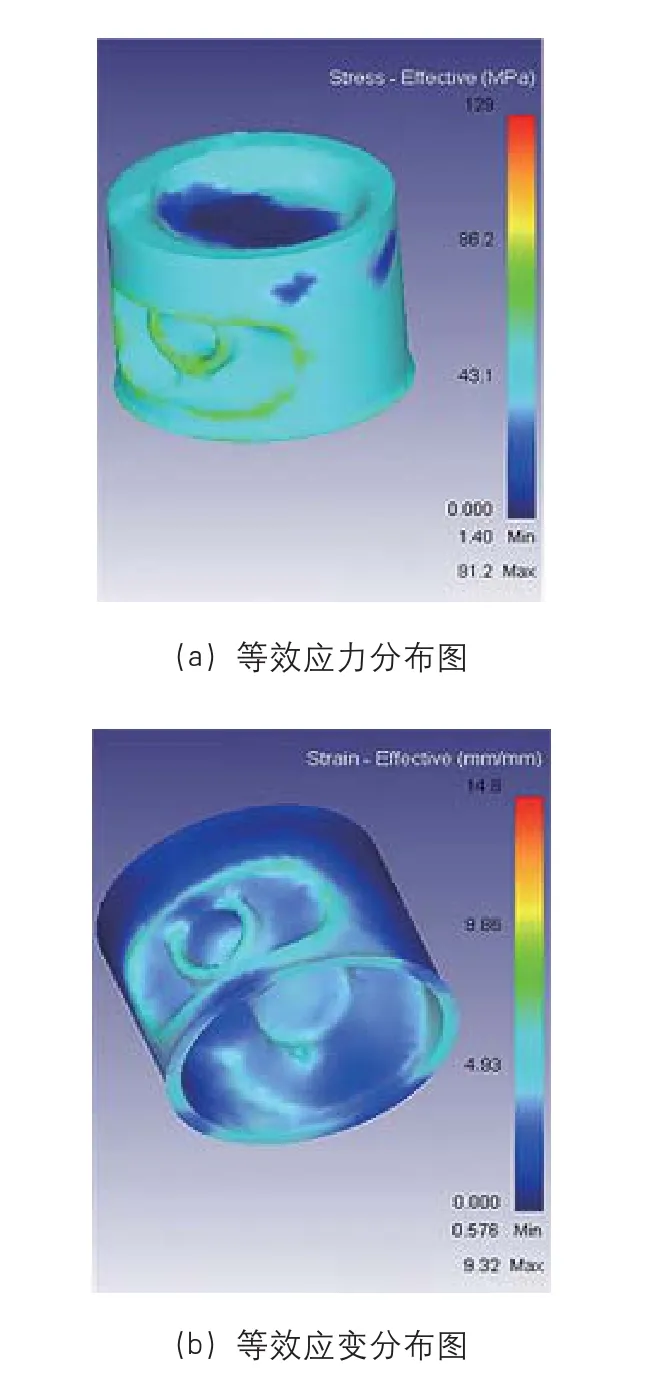
图5 等效应力应变分布图

图6 载荷曲线
根据低能位错结构理论,这些位错之间会相互作用并重新排列,形成亚晶结构,而亚晶界会进一步演化为小角度晶界和大角度晶界,引起动态再结晶,从而细化晶粒,使晶粒细化至27μm,但在横向挤压过程中,与销孔垂直的裙部基本没有发生变形,不再发生动态再结晶现象。而在销孔处,在纵向挤压过程中,该处塑性变形与裙部变形一致,同样发生剧烈变形;在横向挤压过程中,该处塑性变形更加剧烈,使得位错高度缠结,位错相互作用并重新排列,形成亚晶结构,进而发生动态再结晶,以致细化晶粒。
结束语
⑴针对7075铝合金活塞件的结构特点,通过理论计算确定活塞件等温挤压工艺,并通过数值模拟验证了理论计算的正确性,为铝合金挤压工艺在加工复杂零件上的应用提供了理论依据。
⑵运用有限元软件进行数值模拟,分析工件在成形过程中应力应变场及载荷情况,对设备吨位要求不高,只需能够提供纵向载荷和横向载荷即可,对企业设备选型有一定的指导意义。
⑶通过动态再结晶演化模型,对7075铝合金挤压成形组织晶粒度进行预报。
猜你喜欢
农业工程技术(2022年1期)2022-04-19 13:58:12
劳动保护(2018年5期)2018-06-05 02:12:06
华人时刊(2018年23期)2018-03-21 06:26:16
中华建设(2017年3期)2017-06-08 05:49:29
上海金属(2016年3期)2016-11-23 05:19:38
大型铸锻件(2015年1期)2016-01-12 06:32:58
装备环境工程(2015年4期)2015-02-28 01:20:04
上海金属(2014年3期)2014-12-19 13:09:04
上海金属(2014年3期)2014-12-19 13:09:03
汽车与新动力(2014年5期)2014-02-27 12:10:46
