乙烯与2-丁烯歧化反应制丙烯工艺研究
2013-07-31 10:10:28匡高伟赵德智
当代化工 2013年6期
匡高伟,赵德智
(辽宁石油化工大学,辽宁 抚顺 113001)
近年来,我国各地炼厂纷纷新建或改扩建炼油设施,升级乙烯生产装置,使我国的炼油和乙烯生产能力迅速提高。但是不容忽视的是同样作为基本有机原料的丙烯却没能实现快速增长,以至于供不应求[1]。主要原因是国内大部分丙烯是由催化裂化和蒸汽裂解副产得到,面对强劲的需求其增产能力有限,造成了乙烯、丙烯市场比例失衡[2,3]。与此同时国内催化裂化和蒸汽裂解产生的大量廉价 C4 烯烃也需要找到新的化工利用途径[4,5],所以开发以乙烯和丁烯歧化制丙烯技术来填补丙烯供应缺口是很有好处的,而且此技术在国外已经实现工业化[6]。
比较有代表性的丁烯歧化技术是国外Lummuce公司开发的 OCT 工艺。OCT 技术使用 WO3/SiO2催化剂,是目前唯一成功工业化的歧化技术。该技术丁烯的单程转化率大于60%,丙烯选择性大于90%[7]。虽然OCT 技术已成功应用于十几套工业装置[8],但针对该技术的催化剂、工艺条件的研究还是不多。
本工作主要考察乙烯丁烯质量比、质量空速、温度、压力等工艺条件对歧化反应的影响,为进一步工业应用提供数据基础。
1 实验原理
1.1 反应类型
本文采用的是WO3/SiO2非均相固体催化剂,由于负载W 的SiO2催化剂表现出酸性,所以除了主反应外还容易发生异构化、聚合等副反应,下面大致对反应进行分类:
主反应:CH2=CH2+CH3CH=CHCH3←→2CH2=CHCH3副反应:
a.异构化 CH3CH=CHCH3←→CH2=CHCH2CH3
b.自 歧 化 CH2=CHCH2CH3+CH3CH=CHCH3← →CH2=CHCH3+CH3CH=CHCH2CH32CH2=CHCH2CH3←→CH2=CH2+CH3CH2CH=CHCH2CH3
c.聚合反应 nCH2=CH2→-[CH2-CH2]-n ,
nCH3CH=CHCH3→-[CH2-CH2-CH2-CH2]-n
d.二 次 歧 化 CH2=CHCH3+CH2=CHCH2CH3← →CH2=CH2+CH3CH=CHCH2CH3
主反应为等压可逆反应、副反应中2-丁烯转变为1-丁烯是一种热力学自发可逆变化,自歧化则是丁烯自身歧化产生较轻的丙烯和较重的2-戊烯,聚合反应是乙烯和丁烯自身双键打开生成高分子聚合物。
1.2 反应原料、装置
2-丁烯与乙烯制丙烯反应评价在一个微型反应装置上进行,反应器可以进行带压或常压反应,采用 10 mL 固定床反应器,催化剂装量为 7.0 g(40~60 目)。反应前先用N2气氛在550 ℃对催化剂进行预处理1 h,之后再降温至350 ℃。将温度降至 350 ℃后用高压 N2给装置升上压准备通入原料反应,压力维持在1.0 MPa。本文所用2-丁烯是由北京海瑞通达公司生产,纯度≥99.5%、乙烯为大连特种气体公司生产,纯度为99.95%。产物分析利用安捷伦7890 气相色谱分析仪进行。
使用毛细管柱分析产物中的甲烷、乙烷、乙烯、丙烷、丙烯、丁烷、反2-丁烯、1-丁烯、异丁烯、顺-2 丁烯,FID 检测,H2载气。
使用以下公式计算 2-丁烯的转化率和丙烯选择性。
计算公式:
其中:x —2-丁烯转化率;
s —丙烯选择性;
m[C3=]—为丙烯在产物中质量分数,其余同此;
1-C4=、2-C4=、i-C4= —1-丁烯、2-丁烯、异丁烯。
2 工艺条件对歧化反应效果的影响
2.1 乙烯/丁烯进料比对歧化效果的影响
由于乙烯、丁烯质量进料比变化对2-丁烯转化率和丙烯选择性影响较大,所以考察乙烯/丁烯对歧化反应效果的影响。
350 ℃时,取0.7、1.0、1.7 三个点考察C2/C4对歧化反应的影响。由图1 可以看出随着乙烯/丁烯增大,2-丁烯转化率和丙烯选择性都在往上增加,且刚开始(乙烯/丁烯从 0.7 增大到 1.0)2-丁烯转化率 随乙烯/丁烯增大增加较多一些,从 77.0%增加到 82.1%;丙烯选择性也明显上升,从 79.7%增加到85.8%。表明刚开始乙烯/丁烯进料比的提高对2-丁烯转化率影响较大,之后影响稍微减弱一些,乙烯/丁烯从 1.0 增大到 1.7,2-丁烯转化率也只从82.1%增加到 85.7%,丙烯选择性从 85.8%上升到88.9%。从热力学上看,增加反应物浓度能使平衡转化率升高,但只增加一种反应物浓度,影响有限,此时另一种反应物便成为控制因素。于是,在以后的实验中将C2/C4 选定为1.0。
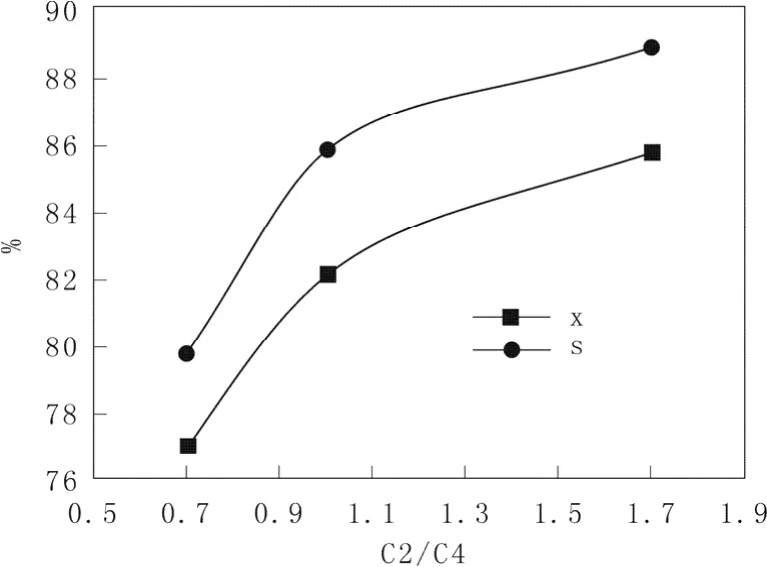
图1 乙烯/丁烯对歧化反应效果的影响Fig.1 Effect of C2/C4 on the performance of catalyst
2.2 反应空速歧化效果的影响
350 ℃、0.5 MPa 时,选取1.5, 3.1, 6.2 h-1三个点考察空速对歧化反应效果的影响,结果见图2。
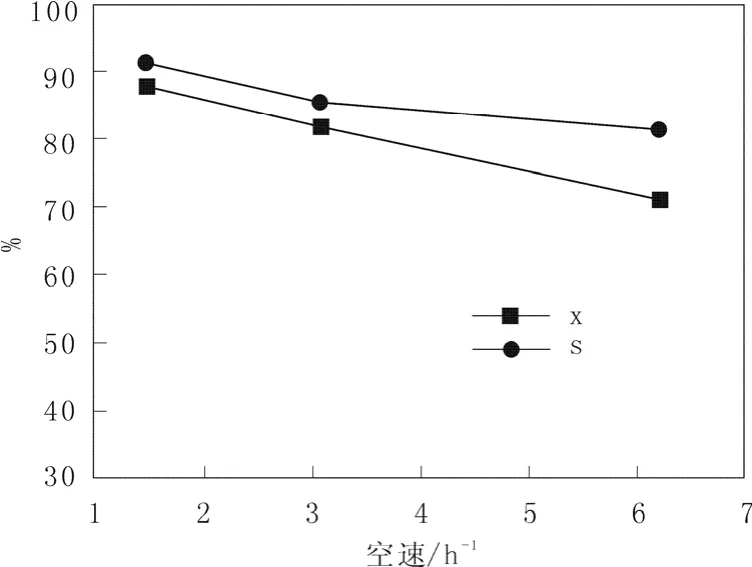
图2 空速对歧化反应效果的影响Fig.2 Effect of WHSV on the performance of catalyst
由图2 可以看出,随着质量空速的增加,2-丁烯转化率和丙烯选择性都有所下降,2-丁烯转化率由88.7%降低到70.9%,丙烯选择性下降也较明显,由 90.6%下降到 81.1%。增大空速使得催化剂与反应原料接触时间变短,歧化反应不充分。所以,适当降低空速可以使反应更充分,获得更好的2-丁烯转化率和丙烯选择性。但是,如果空速选择太低,则原料进料量很小,某一原料进料量波动都会造成C2/C4 强烈变化,因此,在接下来实验中选择空速为3.1 h-1。
2.3 温度、压力对歧化反应效果的影响
在1.0 MPa、空速3.1 h-1、C2/C4 进料质量比为1∶1 条件下考察温度对催化剂反应性能的影响。结果见图3。由图3 可知随着温度的升高(从270 升至400℃),2-丁烯转化率和丙烯选择性都逐渐增大,2-丁烯转化率由32.4%升高到71.4%。尤其是从350℃升高到400 ℃时,2-丁烯转化率和丙烯选择性上升很明显。虽然经过热力学计算得知温度升高会使反应平衡转化率下降,但从动力学看温度升高能使反应速率增加使反应更快达到平衡。

图3 温度对歧化反应效果的影响Fig.3 Effect of reaction temperature on the performance of catalyst
在这一阶段,升温能使 2-丁烯瞬时转化率增大。继续升高温度固然可以使2-丁烯转化率继续增加,但当温度超过400 ℃时,副反应也会急剧增加。所以在接下来的实验中选取 400 ℃这样一个能使2-丁烯转化率达到中等水平、副反应也不是很强烈的温度。
由于乙烯和丁烯歧化反应生成丙烯反应前后分子数目不发生变化,并且在本文所使用反应条件下乙烯、丙烯、2-丁烯都为气态,所以反应压力改变不对其热力学平衡转化率造成影响。但是除主反应外的其他副反应大多都是气体分子数减少的反应,如聚合反应、产生重组分的二次歧化反应。所以反应压力增加会增大副反应平衡转化率,使副反应增多,丙烯选择性下降。因此在350~450 ℃、WHSV3.1 h-1、乙烯/2-丁烯物质的量比为1.0 的条件下考察了反应压力对歧化反应效果的影响(图4)。

图4 反应压力对不同温度下2-丁烯转化率的影响Fig.4 Effect of reaction pressure under different temperature on 2-butene conversion

图5 反应压力对不同温度下丙烯选择性的影响Fig.5 Effect of reaction pressure under different temperature on propylene selectivity
由图4 可知,在较低温度时,如350 ℃、400℃,催化剂反应效果随反应压力升高而增大,与预期丙烯选择性下降有所出入。这是由于前面所做假定都是以反应达到平衡为基础的,结合图5 和图4可知 350 ℃、400 ℃、0.6~2.1 MPa 时并未达到反应平衡。反应压力对动力学影响更大(反应物浓度、反应物扩散速度、反应物吸附速度、反应物脱附速度),反应速率增大,2-丁烯转化率加速向平衡转化率靠近。从图4、图5 可以看出温度达到450 ℃时,压力升高2-丁烯转化率基本上不变,而丙烯选择性有一定程度的下降。这可能是450 ℃,0.5 MPa下,主反应已接近反应平衡,继续升高反应压力2-丁烯转化率变化不大,而此时副反应会急剧增多,且副反应速率增加速度高于主反应。所以,最适宜的温度压力条件为400 ℃、2.1 MPa。
反应后催化剂积碳变成黑色碎末状固体,将这些黑色碎末放到马弗炉中550 ℃焙烧7 h 后,黑色碎末变回新鲜催化剂一样的颜色,并且又恢复了部分反应活性,说明催化剂失活部分是由积碳造成的。
3 结 论
WO3/SiO2催化剂具有良好的烯烃歧化性能,温度和压力是歧化反应的两个重要参数,温度从 270℃升高到450 ℃,2-丁烯转化率先升高后下降,2-丁烯转化率在0.6~2.1 MPa 内随压力升高而增大,但温度和压力同时升高会使副反应急剧增加使丙烯选择性下降。此外,空速、C2/C4 对反应结果也有影响,空速从1.5 h-1增加到6.2 h-1过程中,2-丁烯转化率和丙烯选择性都下降。乙烯、2-丁烯进料质量比从 0.7 增大到 1.7 过程中,2-丁烯转化率和丙烯选择性都增加。
[1]孙可华. 国内外丙烯生产及供需分析[J]. 石油化工设计,2004,21(1):25-29.
[2] 陈硕,王定博,吉媛媛,白杰. 丙烯为目的产物的技术进展[J]. 石油化工,2011,40(2):217.
[3]孙永生. 丙烯需求增长趋势与丙烯增产技术[J]. 石化市场论坛,2003(6).
[4] 徐泽辉,常慧,顾超然,王佩琳. Ni/Al2O3-SiO2催化剂对C4单烯烃加氢的催化性能[J]. 燃料化学学报, 2006, 34 (1):42-46.
[5] 李晓红,沙有鑫,李春义,张建芳,杨朝合,山红红. FCC 轻汽油催化裂化生产丙烯反应规律的研究[J]. 燃料化学学报,2007,35(2):181-187.
[6] 瞿勇,唐华荣,白尔铮,胡云光. C4 烯烃歧化制丙烯技术[J]. 石油化工,2002,31(12):1017.
[7] J.C.Mol Industrial applications of olefin metathesis[J]. Journal of Molecular Catalysis A: Chemical 213(2004)39-45.
[8] 赵秦峰,陈胜利,高金森,徐春明,李东瑜. WO3/SiO2催化剂上2-丁烯与乙烯歧化制丙烯[J]. 燃料化学学报,2009,37(5).
猜你喜欢
航空维修与工程(2022年11期)2022-02-06 06:37:28
Water Science and Engineering(2019年2期)2019-07-24 07:35:06
储能科学与技术(2019年2期)2019-03-08 09:26:04
新农民(2019年19期)2019-02-20 08:08:23
石油炼制与化工(2017年2期)2017-04-07 08:40:11
中国新技术新产品(2017年3期)2017-03-07 09:02:42
中国塑料(2016年6期)2016-06-27 06:34:04
山西化工(2016年6期)2016-04-09 07:17:41
中国畜牧兽医文摘(2016年6期)2016-01-31 04:33:20
物理化学学报(2015年5期)2015-02-28 17:34:59