
三轴钻专用机床的PLC 控制系统
2013-07-30 04:08陈建国
电子测试 2013年10期
陈建国
(宁夏民族职业技术学院,751100)
1 三轴钻专用机床对PLC 系统的控制要求
1.1 三轴钻专用机床的工作流程
三轴钻专用机床用于同一个零件同时钻三个孔,机床工作流程是:当装有工件的专用夹具与机床工作台上的两个定位触点相接触时,工件装夹完成的信号传送给机床控制系统。机床控制系统发出指令,驱动机床主轴箱快进、工进1 、(钻孔)、工进2(锪孔),然后机床主轴箱回零,完成一个工作循环。
1.2 三轴钻专用机床对PLC 系统的控制要求
机床运动部件较多,为简化传动装置,采用多台电动机控制,通常设有主轴电动机、遥臂升降电动机、立柱夹紧和放松电动机及冷却泵电动机。因此三轴钻专用机床对PLC 系统的控制要求是:
(1)要求主轴及进给有较大的调速范围。
(2)机床的升降由升降电动机拖动,要求电动机能正、反转。
(3)机床卡具的夹紧和放松是由电气和液压联合控制,并且有夹紧和放松指示。
(4)内外立柱的夹紧与放松,、主轴箱与摇臂的夹紧与放松可采用手柄机械操作。
2 PLC 控制系统系统的设计
2.1 PLC 的选择及输出端口分配
在选用PLC 上,考虑到只是对三轴钻专用机床做电器部分的改造,并不通过网络或其他方式做远程控制。因此,考虑到经济,实用,稳定等方面因素。我决定选用因此在满足以上条件的情况下,选择FX2N-48MR 型,作为本次设计所用PLC。
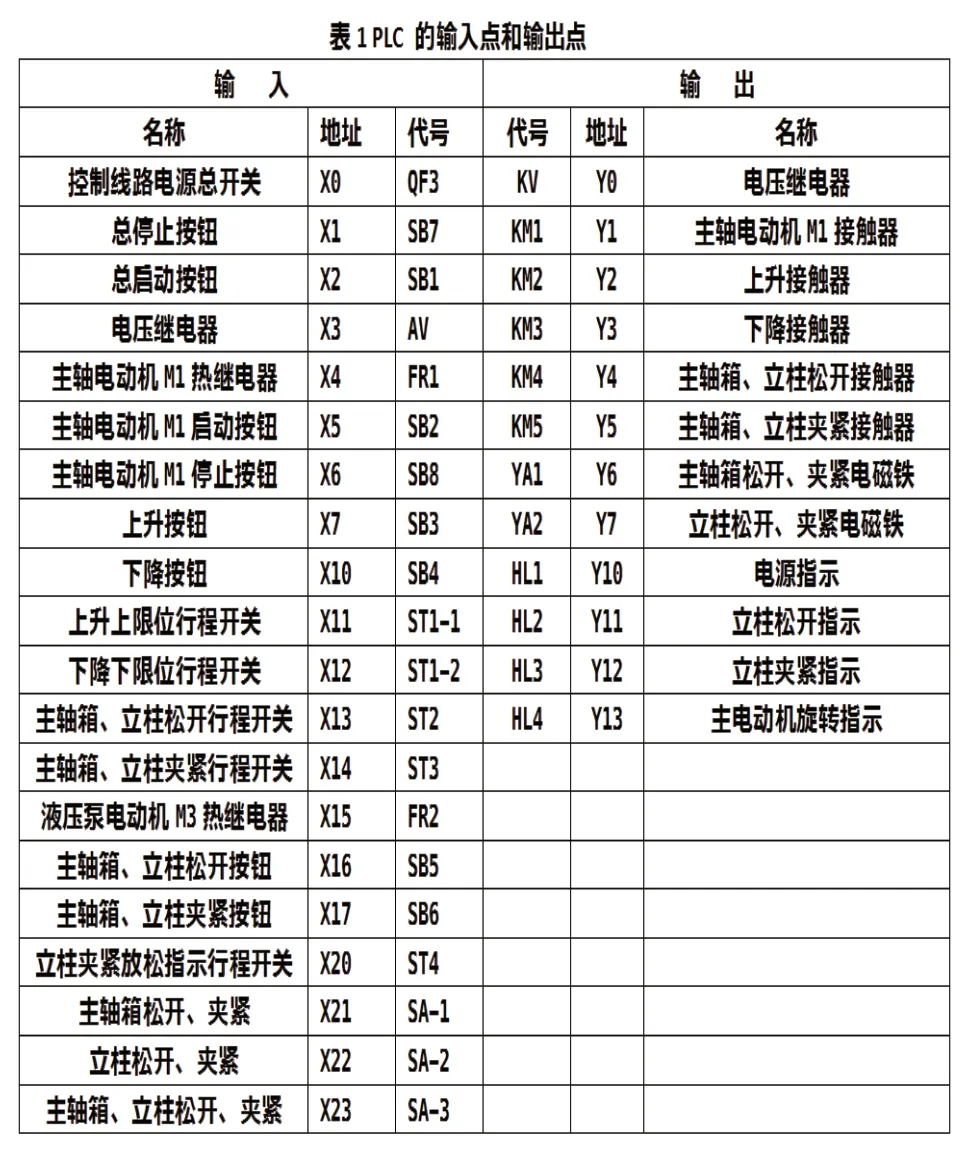
在设计中根据原控制电路来确定I/O 端口点数,其中:按钮8个,行程开关5个,转换开关1个(触点位置3个),热继电器常闭2个,电压继电器触点1个,控制线路电源总开关1个,共20个输入端口点数;接触器7个,电压继电器一个,信号灯4个,共计12个输出端口点数。表1 是机床PLC 控制I/O(输入、输出)地址分配表。
2.2 PLC 控制程序
2.2.1 PLC 控制程序设定
(1)系统与开机
先将自动开关QF2~QF5 接通,在将电源总开关QF1 扳倒“接通”位置,引入三相电源。PLC 上电,电源指示灯点亮表示机床已处于带电状态。按下SB1,X2 接通,低电压继电器KV(Y0)得电并自锁,其常开触点KV(X3) 闭合接通了控制电路电源为机床工作做准备。
(2)主轴电动机控制
启动时,按下启动按钮SB2,X5 接通,Y1 动作并自锁使KM1 得电并自锁,KM1 主触点闭合主轴电动机M1 转动,指示灯HL4 亮。停车时,按下停止按钮SB7,Y6 断开Y1 复位,KM1断电释放,主轴电动机M1 停转,指示灯HL4 灭。
(3)主轴升降控制
当需要主轴上升时按下SB3,X7 闭合,M0 接通,同时,接通断电延时定时器T37,其长闭触点T37 瞬时断开,断开了液压泵电动机M3 反转控制的电路。由于主轴箱、立柱、主轴松开逻辑行X15 是闭合的,因而Y4 接通闭合,液压泵电动机M3 正转,松开主轴。主轴松开到位后,X13 长闭触点断开,液压泵电动机M3 停转,主轴上升逻辑行X13 常开触点闭合,Y2 接通闭合,主轴上升电动机M2 正转,带动主轴上升。当主轴上升到一定高度时松开SB3,X7 复位断开,M0 断开,断电延时定时器T37 断电,其长闭触点T37 延时3 秒钟闭合Y5 接通闭合,液压泵电动机M3 反转,夹紧主轴。主轴夹紧后ST2(X13)、ST3(X14)恢复初始状态且X14 断开,Y5 失电,液压泵电动机M3 停转,完成了主轴松开-上升-夹紧的动作过程。主轴下降的控制过程与主轴上升的控制过程相似。
(4)立柱与主轴箱松开、夹紧控制
立柱与主轴箱的松开、夹紧控制可单独进行,也可同时进行,由转换开关SA 与按钮SB5 或SB6 控制。转换开关有三个位置,板到中间位置时立柱和主轴箱的松开与夹紧同时进行;板到左边位置时,立柱被夹紧与放松;板到右边位置时主轴箱单独夹紧与放松。
当立柱与主轴箱松开后,可手动使立柱回转或主轴箱做径向移动。当调整到位后可按下SB6 夹紧按钮,主轴箱与立柱夹紧工作情况与松开时相似。这里不再赘述。另外两种情况,只有将转换开关SA 板到相应位置,再按SB5 与SB6 即可实现。
2.2.2 三轴钻专用机床的PLC 控制程序
(1)系统预开机程序
本段梯形图程序是为主电动机及其他电动机启动做准备。当合上FQ3(X0)按下SB1(X2)低电压继电器KV(Y0)得电并自锁,其常开触点KV(X3) 闭合接通了控制电路电源为机床工作做准备。
(2)主轴电动机控制程序
主轴电动机只做单方向旋转,需要过载保护,过载保护由热继电器FR1(X4)完成。
(3)主轴升降控制程序
主轴的升(或降)严格按照主轴松开-升(或降)-夹紧的顺序进行。为此,要求夹紧与放松作用的液压泵电动机与主轴升降电动机按一定顺序启动工作,由主轴松开行程开关与主轴夹紧行程开关发出控制信号进行控制。当要求主轴上升(或下降)时,按下SB3(或SB4)首先启动主轴箱、立柱、主轴松开电路当松开到位时ST2(X13) 常开触点闭合,使液压泵电动机旋转(正转或反转),主轴上升(或下降)。液压泵电动机正、反转需必要的互锁。
(4)主轴箱、立柱松开、夹紧控制程序
主轴箱、立柱松开与夹紧控制要求可单独操作,也可以同时操作,由转换开关SA 和SB5、SB6 配合定时器进行控制
2.3 PLC 控制程序的模拟运行
将各部分梯形图程序上机调试并合并成三轴钻专用机床PLC 控制系统梯形图,经过内置的GX Simulator6.0 调试和模拟实验,所设计的梯形图程序完全满足机床对控制系统的要求。
3 结论
本论文完成了三轴钻专用机床的PLC 控制设计。完成了PLC 控制系统中硬件的参数进行匹配,编写了机床定位模块的定位程序以及机床 PLC 的控制程序。经测试,硬件配置合理,设计程序模拟运行良好。选择的专用主轴电动机、三菱伺服驱动系统、安川变频器等为系统升级为数控系统预留了空间。
[1]齐从谦,张雪婷.多轴钻床的应用及改进.机械制造.2010,(6):35~36.
[2]王明昌,王淑英.可编程序控制器技术.北京:高等教育出版社.2012.
[3]余雷声.可编程序控制器及其应用.北京:中国劳动社会保障出版社.2011.
[4]齐占兴.机床电气控制技术.北京:机械工业出版社.2009.
[5]蔡菘.传感器与PLC 编程技术基础.北京:电子工业出版社.2009.
[6]常斗南.组合钻床PLC 电气控制系统的设计.北京:中国劳动社会保障出版社.2009.
[7]齐占山.变频器控制技术与应用.福州:福建农业出版社.2012.
[8]杨公源.可PLV 原理与应用.北京:高等教育出版社.2010.
[9]方承远,周封,王岳宇.PLC 电气控制与组态设计.北京.科学出版社.2008.
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
低温与特气(2022年2期)2022-11-26
装备制造技术(2020年4期)2020-12-25
军民两用技术与产品(2020年8期)2020-09-07
山东工业技术(2019年13期)2019-05-30
通信电源技术(2018年5期)2018-08-23
中国修船(2014年5期)2014-12-18
中国科技纵横(2014年16期)2014-09-28
武夷学院学报(2014年5期)2014-07-19
组合机床与自动化加工技术(2014年12期)2014-03-01
