
滑轮轴承内圈锁紧辗压机构的设计
2013-07-23 01:53:42吴浩邓杰赵玲权张娟
轴承 2013年7期
吴浩,邓杰,赵玲权,张娟
(浙江天马轴承股份有限公司 技术中心,杭州 310015)
1 前言
滑轮轴承是圆柱滚子轴承的一种特殊应用,其结构如图1所示。因特殊的使用要求,滑轮轴承需要承受持续的高载荷,所以滑轮轴承一般设计采用双列满装滚子结构。滑轮轴承双半内圈通常采用固定环连接锁紧,目前主要有冲压锁紧和车床辗压锁紧2种方法,存在的不足为:
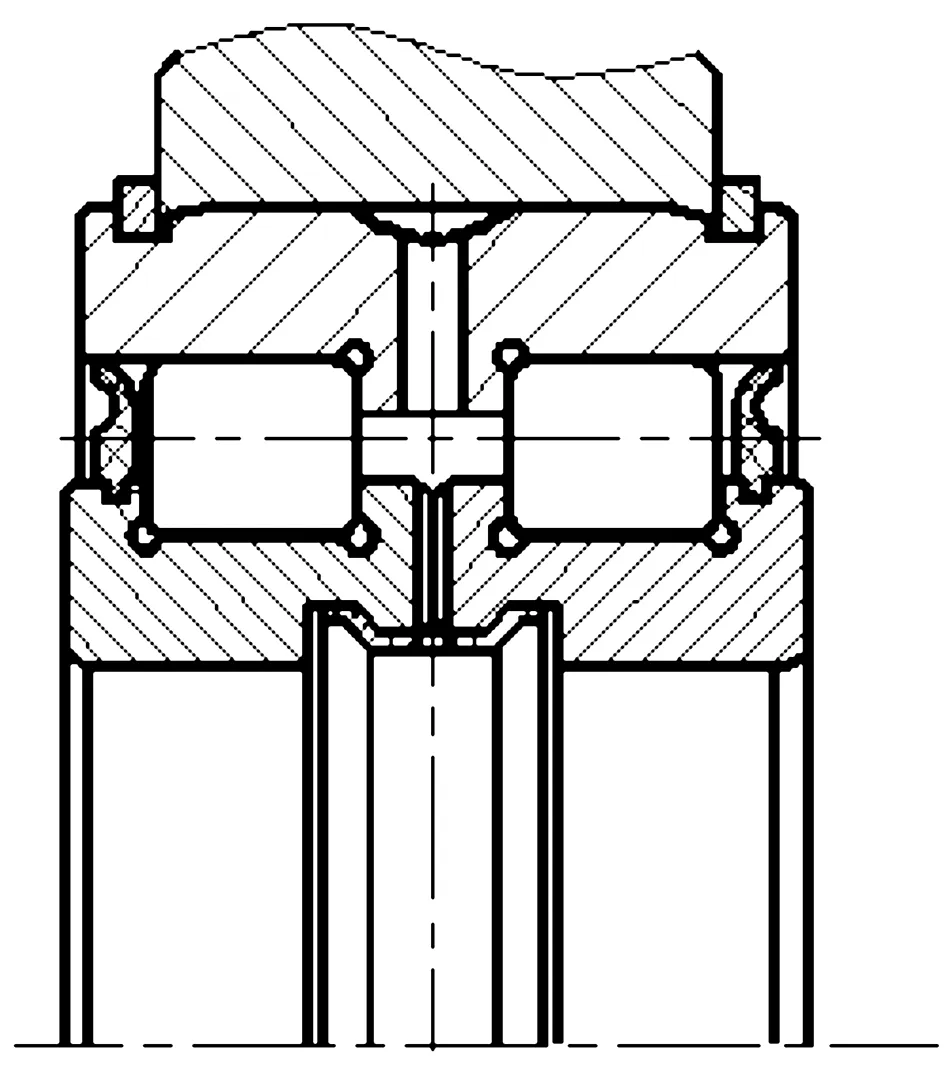
图1 滑轮轴承结构简图
(1)装配质量不稳定,装配过程中容易产生磕碰伤,导致套圈变形;存在锁不紧现象,导致装配后内圈仍然能够产生相对运动。
(2)冲压锁紧模具的利用率较低,需要反复修整模具。
(3)车床辗压锁紧机构的加工效率较低。
鉴于此,设计了滑轮轴承锁紧辗压机构,并在生产应用中验证了该装置的可行性。
2 辗压装置
设计的锁紧辗压机构如图2所示。4个支撑杆紧固在底座上,为压块机构上下移动提供导向。推进电动机为步进电动机,由上升和下降2个按钮控制,常按按钮电动机快速上升或快速下降,松开按钮则电动机停止运转;每点动一下按钮,电动机带动丝杠上升或下降0.1 mm,便于压力微调。当推进电动机工作时,推进杆转动,带动压块机构推动辗压杆向下运动,在辗压杆上安装辗压轮,辗压轮按照产品结构设计,同时,整个辗压机构推进过程中通过气动装置固定的辗压电动机转动,带动辗压轮转动,使固定环成形,锁紧双半内圈。辗压结构如图3所示。
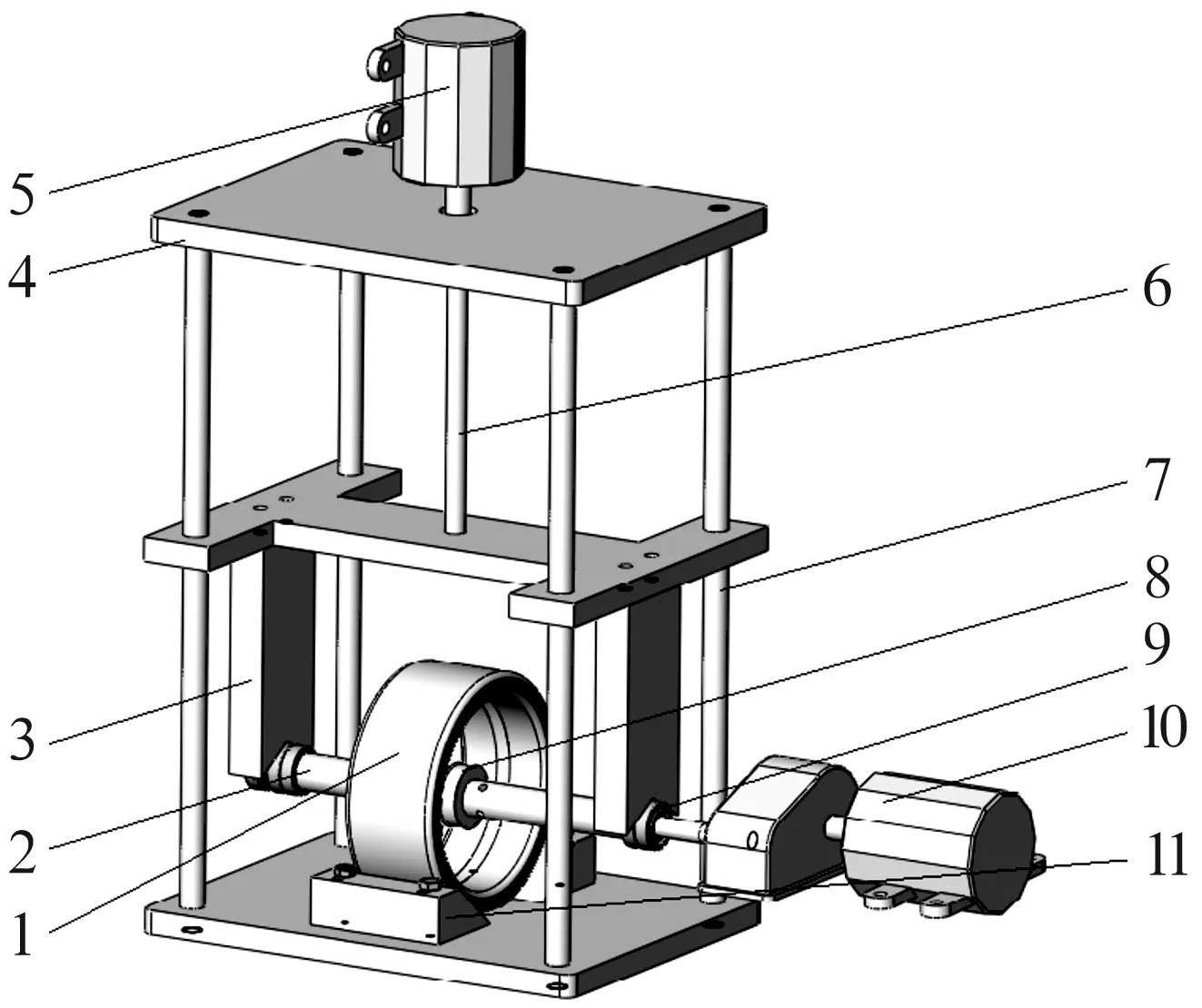
1—滑轮轴承;2—辗压杆;3—压块机构;4—底座;5—推进电动机;6—推进杆;7—支撑杆;8—辗压轮;9—支撑轴承;10—辗压电动机;11—V形楔块图2 滑轮轴承锁紧辗压机构示意图

1—辗压轮;2—辗压杆;3—双半内圈;4—固定环图3 辗压结构示意图
工作时,首先将压块机构退到上限位置,将已安装好固定环的滑轮轴承放置在V形楔块上,辗压轮和辗压杆穿入轴承内孔,使辗压轮的牙槽落入装固定环的槽内,下调压块机构将压块上的V形槽对准支撑轴承;当V形槽压紧支撑轴承时,开始缓慢旋转辗压杆,一边旋转辗压杆一边使压块向下运动,给辗压轮向下的压力,通过计算辗压行程,确定辗压的结束位置。试辗压结束后,测试成品轴承的旋转灵活性、内径圆度、平行差等指标,若各项指标均符合设计要求,则可以确定辗压杆的进给速度、行程以及辗压轮的转动速度。考虑到辗压过程中固定环的成形过程、材料的性能和尺寸以及轴承的型号等因素,辗压过程可分为预辗和精辗2个过程,分别选用不同的辗压参数,合理的参数设置可以确保辗压的质量稳定性和加工效率。辗压过程结束后,装置自动复位,更换轴承,实现快速辗压锁紧。
3 辗压轮的设计
对滑轮轴承结构和辗压机理进行研究,在确保模具安装使用方便和高效利用、高精度的基础上,设计的辗压轮结构如图4所示。
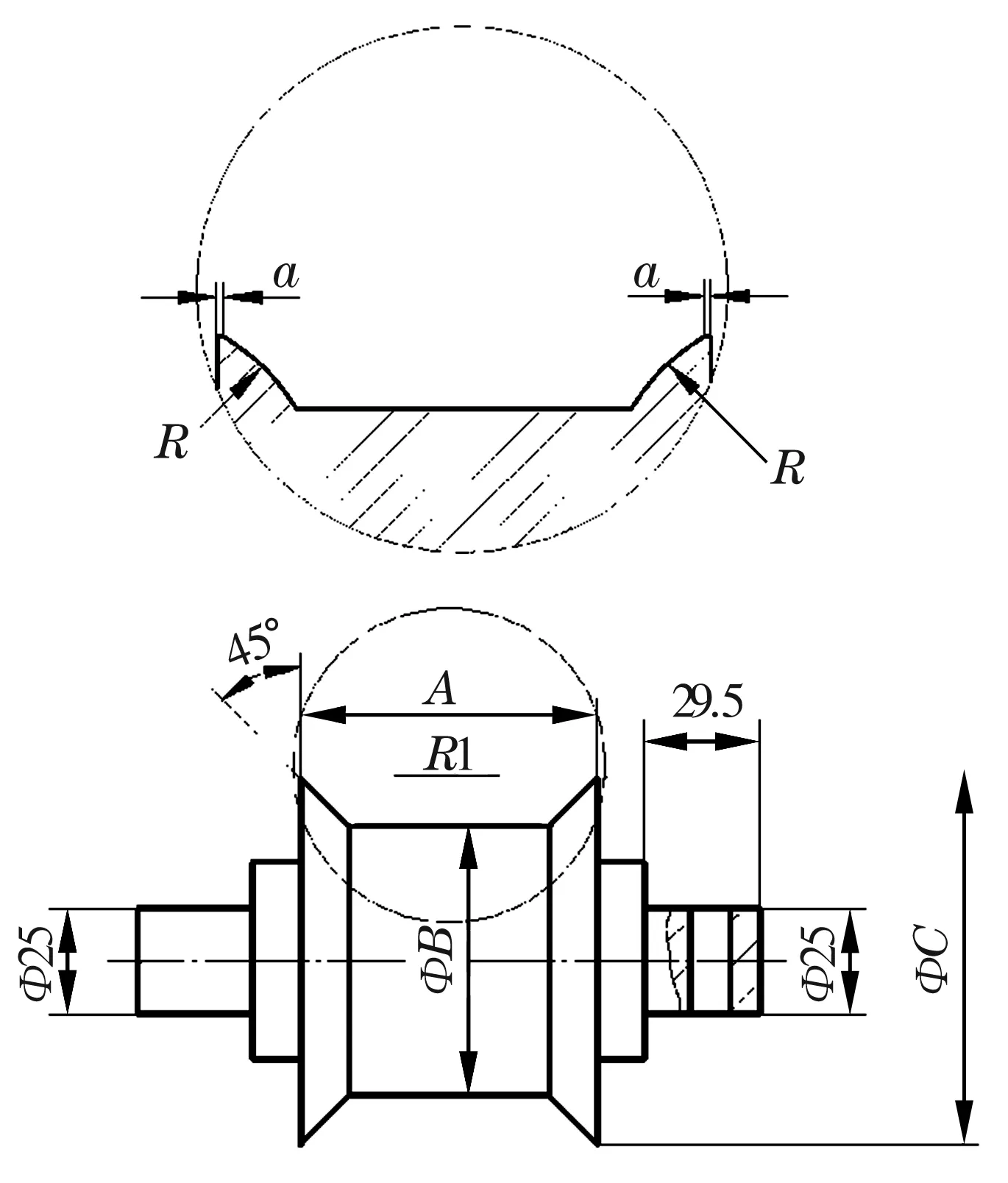
图4 辗压轮结构
辗压轮采用模具钢Cr12MoV,并采用低淬低回的热处理工艺,提高硬度和耐磨性。辗压轮工作斜面采用圆弧结构,减小了模具与固定环的接触面积,弥补了因模具的加工误差而导致的辗压不紧的问题,同时也减小了辗压力,提高了成品轴承的装配质量。
4 应用效果
应用该辗压机构对滑轮轴承双半内圈进行锁紧,选取3个型号轴承,对辗压机构改进前、后的应用结果进行对比,见表1。由表可知,使用改进后的辗压机构,产品精度提高,质量更加稳定,加工效率大大提高。而且改进设计的辗压机构更换轴承(型号)方便,操作简单,若想进一步降低制造成本,可将机构中的推进步进电动机和辗压电动机更换成手轮,进行手动操作。

表1 对比试验结果
猜你喜欢
山西冶金(2023年11期)2024-01-07 13:45:14
汽车工程师(2023年11期)2023-11-15 02:17:30
机械工业标准化与质量(2023年7期)2023-09-25 05:58:48
小猕猴学习画刊(2022年11期)2022-11-26 08:10:24
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
制造技术与机床(2019年6期)2019-06-25 10:17:34
快乐作文·低年级(2016年2期)2016-02-24 19:17:30
海军航空大学学报(2015年1期)2015-11-11 17:18:35
少儿科学周刊·儿童版(2013年7期)2013-10-09 05:48:30
少儿科学周刊·儿童版(2013年7期)2013-10-09 05:48:30
