
钢珠保持架铆合模设计
2013-07-09 11:40:50陕西渭河工模具总厂宝鸡722405
金属加工(冷加工) 2013年3期
陕西渭河工模具总厂 (宝鸡 722405) 赵 凯
1. 产品介绍
小保持架是某研究所研制的新型微型传动机构的轴承,如图1所示是将直径为1.5mm的小钢球铆合在保持架内径为12mm的孔内。钢珠铆合在孔内的铆合尺寸直接影响到保持架的质量,零件的具体要求如下:①将钢球放入孔内,将孔口铆合后,保持架不得有压伤、划痕及变形。②铆痕与圆孔同轴,铆合方向均匀,铆接深度一致。③铆接牢固并保证钢球在孔内转动灵活,不得有局部卡珠掉珠现象。④零件尺寸小、批量大,一致性精度要求高。⑤对铆合模具要求是便于生产操作,模具便于拆卸,维修方便。
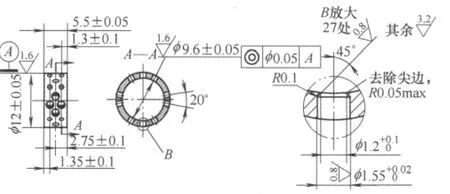
图1 φ12mm保持架产品图
2. 模具结构及特点
根据零件的形状要求,对所需压力机吨位的估算为0.5t左右。根据工厂现有设备,选择6.3t压力机,型号JC23—6.3:滑块行程35mm,滑块底面尺寸为120mm×140mm,工作台板尺寸为200mm×310mm。模具根据现有压力机台面设计并安装使用。
本模具结构具有以下几个特点:
(1)模具有精确的导向,模架上装有导柱导套,如图2所示。模架选用的是陕西渭河工模具总厂生产的BB–4a标准模架,模架的上模座、下模座材质为HT200。导柱材质为GCr15,淬火硬度62~65HRC;导套材质为GCr15,淬火硬度60~63HRC。
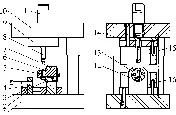
图2 模具结构图
(2)模具有可靠的铆合深度控制保护,即在凸模固定板9上安装有上限位柱15,在固定块2上安装有下限位柱16,分别为两组,保证了压力机工作时的铆合凸模的铆合深度及凸凹模的安全。
(3)模具主要结构及材质:主模架选用标准模架,各凸模固定板、凹模固定板、卸料板和垫板的材质为45钢,淬火硬度40~45HRC;凸模和凹模的材质为Cr12MoV,淬火硬度为56~60HRC。
(4)这套模具通用性和兼容性较强。只需更换定位块3、顶料块4、定位轴5和防转键12就可以铆合钢珠为φ1.5mm,从φ12~φ17mm不同内径的保持架,克服了铆合不同规格的保持架需制造不同模具这一状况,大大缩减制造成本。
(5)此模具因定位轴5是较细的悬臂梁结构,要保证定位轴工作时处于水平状态。所以该铆合模的顶料块4设计成可以前后活动的形式,如果要安放保持架,需要将顶料块拉向操作人员所处的方向,如果将保持架安放好,再将顶料块推向远离操作人员的方向,使顶料块支撑在定位轴的前端,这样做的目的是防止压力机铆合时瞬间产生的较大铆合力而使定位轴损坏。顶料块的上表面是由一段斜面和一段平面组成,先接触到定位轴的面是前一段的斜面,这样可以使顶料块很轻松的滑向定位轴的下端,顶料块的后一段是平面,最后使定位轴放置在顶料块的上平面来完成钢珠的铆合。
3. 模具设计
(1)在这套铆合模中,如何保证铆合后的钢珠所处的位置是均匀的环状,保持架的中心孔位置与铆合钢球孔的位置成为该套模具铆合成败的关键。为保证钢珠所处的位置在铆合钢球的环状保持架中心,定位轴下端安装了可以上下活动的弹性定位块3来固定保持架的中心位置,使保持架安放在定位轴外表面时,定位轴与保持架能配合紧密且不能转动,让操作人员采用钩状的定位工具,在铆合前将弯钩部分插入需要铆合的孔中,从而准确地保证了铆合的中心位置,而后放入钢球进行铆合。钩状工具保证了小保持架上需要铆合的圆孔与凸模压形中心的同轴度,铆合中限位柱的高度控制铆合深度,使铆后的钢珠能灵活地在孔内转动而不被卡死。
(2)保持架上有三排需要铆合的孔,为了能将这三排孔全部铆合完,需要在保持架后面增加不同厚度的调整片,使这三排需铆合的孔分别位于铆合的中心位置,从而完成全部圆孔的铆合。
(3)定位轴安装在下模13上,为了防止定位轴在下模的孔内转动,需要设计一个防转键将定位轴固定在下模13中,使定位轴处于两侧对称的平行状态。定位轴上端与保持架相配合的面是26°的圆面(见图3)。
图3 定位轴槽断面
定位轴上距中心1.5mm的位置有轴向的环形槽,使铆合三排中的任意一排时,其余两排均能空开,便于其他钢珠的铆合。
猜你喜欢
机床与液压(2022年10期)2022-09-20 01:57:46
中国钼业(2022年5期)2022-03-24 10:42:01
中国核电(2021年3期)2021-08-13 08:57:00
橡塑技术与装备(2021年15期)2021-08-12 03:28:22
建材发展导向(2021年13期)2021-07-28 07:14:46
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:04
橡塑技术与装备(2018年21期)2018-11-13 01:36:00
发明与创新·小学生(2018年1期)2018-02-02 08:54:26
发明与创新(2018年3期)2018-01-24 02:52:23
凿岩机械气动工具(2017年3期)2017-11-22 07:21:56
