
零件内球面的加工
2013-07-09 11:40:46山东省菏泽生建机械有限责任公司274000崔新显
金属加工(冷加工) 2013年3期
山东省菏泽生建机械有限责任公司 (274000) 崔新显
我厂是生产印刷机械的老厂,最近在研制的高速三面切书机的零件中,有一个需要加工的内球面的零件(见图1),按照我厂的实际情况,内球面的加工应安排在镗床上加工,由于镗床不仅担负着我厂的零件加工,还承担零件的外协加工,加工压力比较大。后来通过QC小组攻关,通过制作简易靠模工装,在车床上一次试验成功,该工装如图2所示。
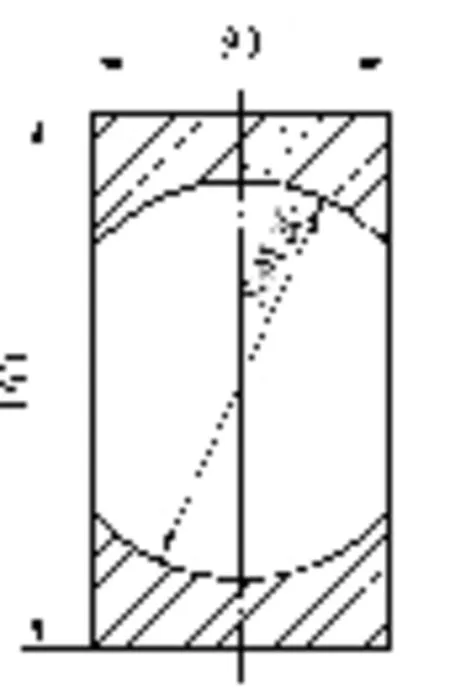
图 1

图 2
该工装可以通过更换靠模板,还可以加工不同规格的球面、弧面、锥面等型面,具有结构简单、使用方便等特点,适用于单件和批量生产。靠模板15与支架11通过联接螺钉17固定,松开联接螺钉17后,靠模板15可以在支架11的长槽中上下自由滑动,更换靠模板方便。
使用该工装前,应将工件周面加工完毕,如果球面周面有平行度或垂直度要求,还要将工件周面磨削,以提高工件的安装精度。将周面加工完毕的工件用车床的单动卡盘固定,然后预钻孔、粗加工球面,留加工余量2mm。将夹具体6固定在车床刀架上,移动床鞍,使刀头刀尖对准工件球面中心,支架11固定在车床的导轨上,然后移动尾座16,使靠模板15的中心与滚轮14的中心对齐,用尾座顶针顶住支架11,然后把尾座锁紧,拔出插销7,最后就可以进行内球面的车削加工。
该刀架靠模具有结构简单,使用方便,加工不同规格的内球面或者球面,只需更换靠模板即可。加工时可以用床鞍纵向自动走刀,加工精度可达H7级,能达到一般技术要求,表面粗糙度值可达Ra=3.2μm。
另外,在加工时应注意以下三点:
(1)刀头4刀尖到刀杆销8中心距与滚轮14到刀杆销8的中心距应该相等,否则加工出的球面与模板不一致。
(2)工件球面尺寸的测量应选用游标卡尺。首先测量出尾座套筒伸出的长度,然后退出刀架,即可进行内球面的尺寸测量。若需继续吃刀,再把刀架摇回,尾座伸出的长度应与原先的伸出长度一致,否则会造成工件球面中心的偏移。
(3)适当调整调节螺钉9,使压簧10对刀杆有一定的压力,以便使滚轮14始终靠在靠模板15上,使加工出的内球面与靠模板完全一致。
猜你喜欢
设备管理与维修(2020年23期)2021-01-04 00:15:10
中小企业管理与科技(2019年22期)2019-09-09 00:40:04
商品与质量(2019年43期)2019-05-25 08:34:54
山东冶金(2018年6期)2019-01-28 08:15:06
制造技术与机床(2017年3期)2017-06-23 08:11:51
制造技术与机床(2017年2期)2017-05-04 04:17:34
精密制造与自动化(2015年4期)2015-11-28 00:35:25
金属加工(热加工)(2015年17期)2015-04-23 04:23:34
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:57
河南科技(2014年1期)2014-02-27 14:04:25
