
浅析曲面图形数控加工宏程序编程与CAM编程
2013-06-13 12:53:16涂志标赵晓运
电子测试 2013年5期
涂志标 赵晓运
(台州学院机械工程学院,浙江台州 318000)
曲面加工在精密制造领域占有很重要的地位,通常采用数控编程的方法来完成。在数控加工中,数控编程的方法一般有两种:手工编程和自动编程。不同的加工对象,采用不同的编程方法,往往会有不同的效果。对于简单的曲面编程加工,采用宏程序编程(手工编程),具有明显的优势。
1 宏程序编程和CAM编程的特点
宏程序编程属于手工编程方法,其特点是包括分析零件图纸、制订加工工艺、运算刀具轨迹,编写零件加工程序等过程都是由人完成的.对于几何形状不太复杂的较简单的零件,计算较简单,编写的程序不多,采用手工较容易编程.对于形状复杂的零件,特别是对于具有规则曲面,手工编程也是具有很好的优势,此方法又称宏程序指令编程方法。宏程序指令编程是指用计算机高级语言(与计算机C语言相似)可以使用变量进行算术 运算(+、-、*、/)、逻辑运算(AND、OR、NOT)和函数(SIN、COS等)混合运算的程序编写形式。在宏程序编程形式中,一般都提供循环、判断、分支和子程序调用的方法,可用于编制各种复杂的零件加工程序。熟练应用宏程序指令 进行编程,可以显著地增强机床的加工能力,同时可精简程序量。
CAM编程属于自动编程方法,是在计算机上做好工艺设定,计算机自行进行数值计算,编写零件加工程序,并自动生成零件加工程序,最后利用CAM的后处理功能生出数控机床能读取的G代码程序,通过通讯接口将程序直接送到数控系统,控制机床进行加工.因此,其特点是数控程序编制工作的大部分或一部由计算机完成。CAM是CAD/CAM及CIMS的重要组成部分.从广义上讲包括:计算机辅助生产计划,计算机辅助工艺过程设计,计算机数控编程,计算机控制加工过程设计,计算机数控编程,计算机控制加工过程等内容。
2 宏程序编程和CAM编程的应用对比
如图1所示为一个简单的规则曲面图形,对于这样的图形用宏程序编程比CAM编程要简单方便。因为用宏程序可以对这样的图形编制一个母程序,对其同类图形只需改变其中一些参数,即可达到目的。

图1
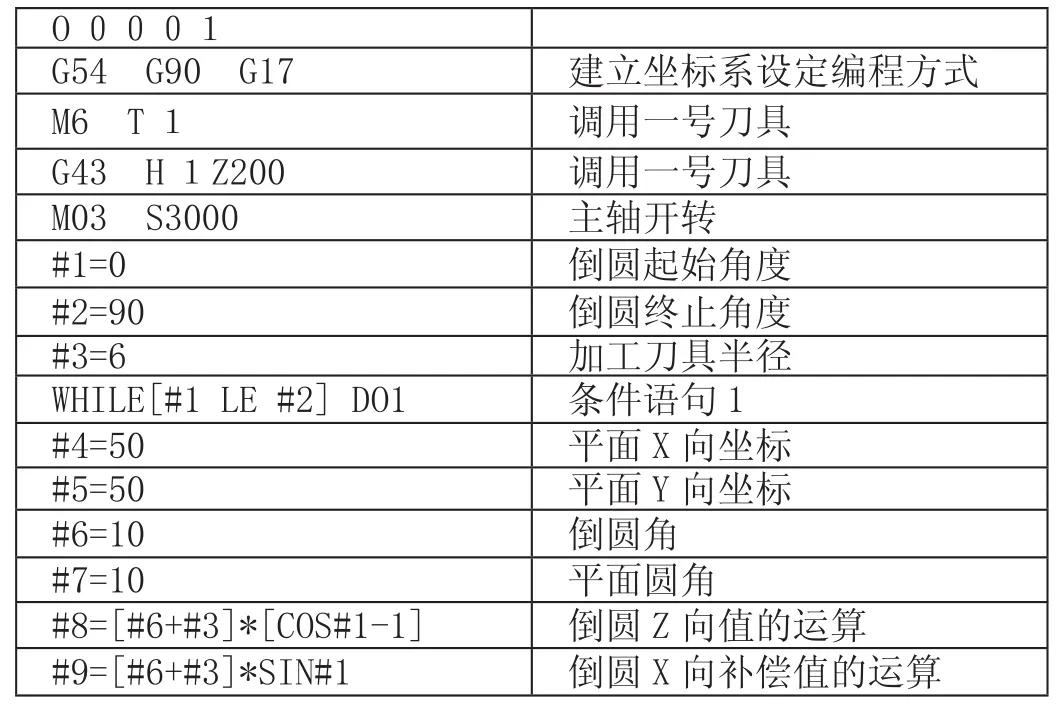
O0001 G54 G90 G17 建立坐标系设定编程方式M6 T1 调用一号刀具G43 H1Z200 调用一号刀具M03 S3000 主轴开转#1=0 倒圆起始角度#2=90 倒圆终止角度#3=6 加工刀具半径WHILE[#1 LE #2]DO1 条件语句1#4=50 平面X向坐标#5=50 平面Y向坐标#6=10 倒圆角#7=10 平面圆角#8=[#6+#3]*[COS#1-1]倒圆Z向值的运算#9=[#6+#3]*SIN#1 倒圆X向补偿值的运算
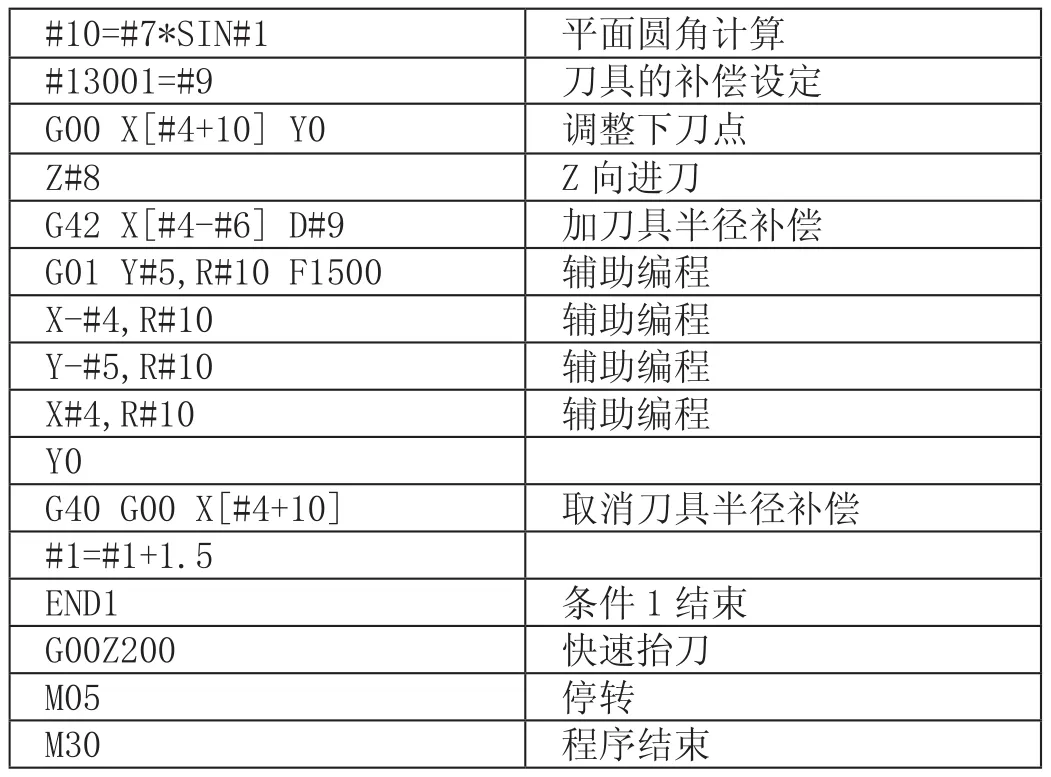
#10=#7*SIN#1 平面圆角计算#13001=#9 刀具的补偿设定G00 X[#4+10]Y0 调整下刀点Z#8 Z向进刀G42 X[#4-#6]D#9 加刀具半径补偿G01 Y#5,R#10 F1500 辅助编程X-#4,R#10 辅助编程Y-#5,R#10 辅助编程X#4,R#10 辅助编程Y0 G40 G00 X[#4+10]取消刀具半径补偿#1=#1+1.5 END1 条件1结束G00Z200 快速抬刀M05 停转M30 程序结束

图2

图5
图2所包含的是一些宏程序中的赋值,这样的表达简洁易懂。在给出的程序中只需要根据具体尺寸修改#1至#7这几个赋值的数字就能得到这一类图形的加工程序。
对于加工过程中角度的计算,由宏程序铣削倒圆时增量值的计算方法的通用公式可以推算:即

其中R为倒角半径,r为刀具半径,Ra为表面粗糙度
例如,轮廓周边倒圆角R10,粗糙度要求为Ra1.6,加工刀具半径为r6则算出,θ≤1.775°这里θ取1.5°。
基于UG软件的CAM加工如图3和图4(刀具为φ12R6球铣刀):

图3

图4
图3和图4所示是UG的CAM加工参数设置和生成的刀路,由此刀路可得到一个1600多步左右的程序(程序在这里因篇幅略去)。
3 宏程序编程和CAM编程的加工对比
3.1 加工时间的对比
两种编程方法对于加工时间可以用一个简单的计算公式来估算

其中:T为加工时间;L为每层加工的周长,单位为M;D为加工的次数;F为加工进给,单位为M/MIN。
根据所给公式可以大概算出,对于图1所示图形,宏程序编程的时间T1=0.4*60/1.5=16;CAM编程的时间T2=0.4*100/1.5=26.7。
3.2 编程时间的对比
对于单个零件,用宏程序编制的母程序,只需改动#1至#7这几个赋值就可以进行加工。用CAM编程,加工单个工件要分以下步骤:①根据图纸绘制三维零件;②制定加工工艺;③设定加工参数;④加工程序的输出。可以看出,加工一个零件,用宏程序编程所需时间对于用CAM编程所需时间具有明显优势。
3.3 加工精度的对比
比较上述两种编程加工方法,可以发现两种切削方式均为环切。所谓环切就是根据曲面的Z向值的变化而改变下刀深度,再根据相应的下刀深度走出曲面所对应的轮廓线。上述两种加工方法不同之处在于Z向的进给不同,宏程序编程用的是角度的调节,即运算#8=[#6+#3]*[COS#1-1]-#3,这里起调节作用的是COS#1。这样,Z向数值变化不是等值的,而是根据圆弧角度的曲率的变化而变化,令

求函数的导数可得到函数[#6+#3]*SINX,而SINX在区间[0,90]是单调递增。由此可以得出结论:函数F(X)在区间[0,90]的斜率是慢慢递增的。因此,越靠近0度的范围增速越缓慢,图5所示为COSX图形。在此情况下加工出来的图形才能反映出真实的圆度。而CAM加工则采用的是自上而下的匀层加工方法,从反映真实的圆度方面看,CAM编程加工不如宏程序编程加工。
4 结论
通过具体分析对比,对于简单曲面图形和复杂但较规则的曲面图形,采用宏程序编程进行数控加工具有较高的优越性。
[1]陈良骥.复杂曲面数控加工相关技术[M].北京:知识产权出版社,2011,7.
[2]陈海舟.数控铣削加工宏程序及应用实例[M].北京:机械工业出版社, 2008,5.
[3]王海叶,石教慧,彭中年.基于宏程序的曲面数控铣床加工及编程应用研究[J].机械研究与应用,2009,3:95、96、102.
[4]刘加孝,马秋成.宏程序铣削倒圆/倒角时增量值的计算方法[J].机械工程师,2010,1:68、69.
猜你喜欢
智能制造(2021年4期)2021-11-04 08:54:44
制造技术与机床(2019年11期)2019-12-04 05:50:14
数学年刊A辑(中文版)(2019年1期)2019-01-31 02:35:28
数学物理学报(2018年5期)2018-11-16 05:49:44
制造技术与机床(2017年7期)2018-01-19 02:29:55
发明与创新(2016年5期)2016-08-21 13:42:48
浙江大学学报(工学版)(2016年10期)2016-06-05 09:20:56
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:22
焊接(2015年9期)2015-07-18 11:03:53
机械工程师(2015年10期)2015-02-02 01:14:01
