
工艺尺寸链的应用实例
2013-06-06 04:34:08陈庆焦熊丽萍
机电工程技术 2013年6期
曹 伟,陈庆焦,熊丽萍
(1.河南工程技术学校,河南焦作 454000;2.焦作市技师学院,河南焦作 454000)
0 引言
在设计各类零部件结构时,除需要进行运动、强度、刚度等计算外,还需要进行几何量分析计算,以确定零件的尺寸公差、形状和位置公差、技术要求等。其目的在于保证机械零件加工完成后,能顺利地保质保量进行装配,并能满足预定的设计功能要求。为此,提出了尺寸链,同时,运用尺寸链的计算来解决此问题。
常用的公式[1]:

1 工艺基准与设计基准不重合时的尺寸换算
1.1 测量基准和设计基准不重合时尺寸的换算
在零件加工中,有时会遇到一些表面加工之后,按设计尺寸不便(或无法)直接测量的情况。因此需要另选一个易于测量的表面作为处理基准,间接保证设计尺寸的要求。此时,需要通过尺寸链进行换算[2-3]。

解:(1)确定封闭环、画出尺寸链图:根据加工过程可知,A∑为间接获得是封闭环,画出尺寸链图如图1(b)所示。
(2)确定各环的性质:由于A∑是间接得到的,是封闭环,而X和A1是直接测量得到的,是组合环。
(3)计算:车内孔端面C的尺寸X及公差。
由公式(1)得:
30=X-10,即X=40mm。
由公式(2)得:
0=ES(X)-(-0.1),即ES(X)=-0.1mm。
由公式(3)得:
-0.2=EI(X)-0,即EI(X)=-0.2mm。
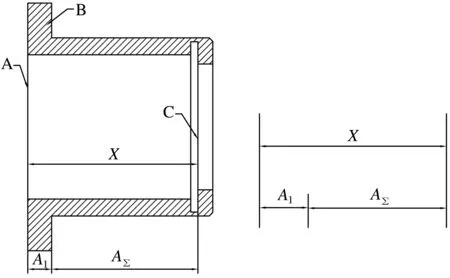
图1 测量基准和设计基准不重合
从上述可以看出:通过尺寸换算来间接保证封闭环的要求,必须提高组成环的加工精度。当封闭环的公差较大时(如第一组设计尺寸),仅需要提高本工序(车端面C)的加工精度,当封闭环的公差等于甚至小于一个组成环的公差时,则不仅要提高本工序尺寸X 的加工精度,而且要提高前工序(或工步)的工序尺寸A1的加工精度。因此,工艺上应尽量避免测量尺寸的换算。
1.2 定位基准和设计基准不重合时尺寸的换算
如图2(a)所示零件,镗孔前,表面A、B、C 已经加工。镗孔时,为使工件装夹方便,选A面为定位基准,并按尺寸L3进行加工。试求镗孔工序尺寸L3及其公差。

图2 定位基准和设计基准不重合
(1)确定封闭环、画尺寸链图:根据加工过程,设计尺寸L∑是在本工序镗孔时间接获得的,是封闭环,按组成环的查找原则查找组成环,并画出尺寸链图2(b)所示。
(2)确定各环的性质:根据组成环对封闭环的影响情况判断,L2与L3为增环,L1为减环。
(3)计算:本工序镗孔的工序尺寸L3可按下列公式计算。
由公式(1)得:
100=L3+80-280,即L3=300 mm。
由公式(2)得:
0.15=0+ES(L3)-0,即ES(L3)=0.15 mm。
由公式(3)得:
-0.15=-0.06+EI(L3)-0.1,即EI(L3)=0.01 mm。
2 多尺寸同时保证工序尺寸链的计算
在零件加工中,有些加工表面的测量基面或定位基面是一些尚需继续加工的表面。当加工这些基面时,不仅要保证本工序对该加工基面的一些精度要求,而且同时还要保证原加工这些表面的要求,即一次加工后要同时保证两个尺寸的要求。此时即需要进行工艺上的尺寸换算[4]。
插键槽至尺寸A(通过工艺计算确定);
热处理;
求插键槽工序尺寸A,步骤如下。

(3)计算:
由公式(1)得:
90.4=A+42.5-42.4,即A=90.3 mm。
由公式(2)得:
0.2=ES(A)+0.017 5-0,即ES(A)=0.182 5 mm。
由公式(3)得:
0=EI(A)+0-0.035,即EI(A)=0.035 mm。

图3 加工孔和键槽时的尺寸链
3 表面处理工序尺寸的计算
表面处理一般分两类:一类是渗层;另一类是镀层。它们的区别是渗层后还要加工,而镀层后不加工。因此,渗层类加工后,留在表面的渗层深度为封闭环,渗层深度为组成环;镀层类则是镀后形成的工件尺寸为封闭环,镀层厚度为组成环[5-6]。

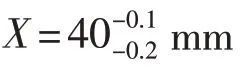
(1)确定封闭环、画尺寸链图:根据加工过程,渗层深度0.3 mm~0.5 mm 是在精磨内孔后间接得到的,为封闭环,按组成环的查找原则查找组成环,并画出尺寸链如图4(b)所示。
(2)确定各环的性质:根据组成环对封闭环的影响情况,尺寸A2为减环,尺寸A1及t1为增环,如图4(c)、图4(d)所示。
(3)计算:由公式(1)得:
t1=(145+0.6-144.76)mm=0.86 mm。
由公式(2)得:
ES(t1)=(0.4-0.04)mm=0.36 mm。
由公式(3)得:
EI(t1)=0.04 mm。
氮化处理时渗层深度:t1/2=0.44 mm~0.6 mm。
图4 保证渗氮层深度的尺寸链
4 结语
在建立工艺尺寸链时,应首先确定哪一个尺寸是间接获得的尺寸,并把它定为封闭环,依次画出有关直接获得的尺寸为组成环,形成一个封闭的尺寸链图,同时,还必须注意使组成环的环数达到最少,就是最短尺寸链原则。
[1]王先逵.机械制造工艺学[M].北京:机械工业出版社,2000.
[2]张福润.机械制造技术基础[M].武汉:华中科技大学出版社,2008.
[3]韩秋实.机械制造技术基础[M].北京:机械工业出版社,1998.
[4]顾崇衔.机械制造工艺学[M].西安:陕西科学技术出版社,2002.
[5]严晓光,张福润.机械制造工艺学[M].武汉:华中理工大学出版社,2006.
[6]宾鸿赞,曾庆福.机械制造工艺学[M].北京:机械工业出版社,1996.
猜你喜欢
安徽冶金科技职业学院学报(2023年1期)2023-08-15 07:32:44
腐蚀与防护(2022年6期)2023-01-10 11:25:20
航空发动机(2022年5期)2022-11-28 13:41:26
金属加工(热加工)(2022年1期)2022-02-14 07:38:04
设备管理与维修(2021年18期)2021-01-29 02:09:20
中国科技纵横(2017年7期)2017-05-16 14:55:22
综合智慧能源(2017年10期)2017-01-18 22:07:15
高中生·天天向上(2016年10期)2016-11-23 09:02:08
现代制造技术与装备(2016年11期)2016-04-07 02:13:47
综合智慧能源(2016年1期)2016-02-03 10:04:44
