
PLC在涤纶短纤盛丝往复机中的运用
2013-05-29 06:59蒋文彬
电气技术 2013年11期
蒋文彬
(恒天九五重工邵阳纺织机械有限公司技术中心,湖南 邵阳 422000)
现在的大型的涤纶短纤生产线中,前纺生产线的稳定性以及可靠性直接影响到整个生产线的产量以及质量,作为前纺生产线中最关键部分,盛丝往复机就显的尤为重要。其运行的稳定性以及精确性直接与整条生产线废丝量的多少,以及产量效益直接挂钩。下面我将具体阐述我公司生产的盛丝往复机的原理、以及其在工厂实际运用中的优势。
1 系统组成
该往复机的电气主要由横动大车、纵动小车、进桶、出桶的异步电机组成。电机由西门子MM440变频器控制,横动大车、纵向小车、进桶、出桶电机的起停由S7-300PLC 集中控制,每台电机的运行速度都是通过一个TP177A 触摸屏来设定和显示参数,这样更方便生产时的灵活调整。其盛丝往复机的具体结构如图1所示。

图1 往复机结构图
2 简单的工艺介绍
2.1 机上电器元件名称及说明。
光电开关SQ601,前端有空桶。感应在往复机前端是不是有空桶摆放。
光电开关SQ602、SQ616,空桶定位。往复机进行盛丝桶更换动作时,空桶运行到此处等待换桶运动。
光反射感应开关SQ605,横动进桶开关。此开关作用为进行换桶时,进行推丝板等的连锁动作。
光电开关SQ609、SQ610、SQ611、SQ612,左端、左越位、右端、右越位,往复机纵向往复运动时的限位开关。
光电开关SQ607、SQ614、SQ608、SQ615,前端、前越位、后端、后越位,往复机横向往复运动时的限位开关。
光电开关SQ613,中心线位置。
光电开关SQ603 后端有满桶,进出桶动作时连锁。
光电开关SQ604 满桶越位,提示往复机后端有盛好丝的满桶。
2.2 主要控制开关及说明
空桶定位,首次手动入桶时将空桶运行到入桶等待位置。
慢速运桶,手动将位于往复机上的盛丝桶开出。
手动落桶,在往复机自动运行过程中按此按钮将进行换桶动作。定长复位,重置往复机运行时间或者盛丝总长度。横向起动,往复机将自动进行横向往复运动。纵向起动,往复机将自动进行纵向往复运动。向前寸动、向后寸动、向左寸动、向右寸动,往复机手动进行四个方向的运动,方便往复机故障时以及需要手动运动时的操作。
3 PLC 硬件配置
PLC 控制系统由于其简单易于实现,可靠性好,是代替继电器控制系统的有效方法。采用PLC 控制是实现往复机及其复杂顺序动作系统的有效方法。PLC 硬件编制软件采用西门子的STEP7 V5.5版本,组态 CPU313C-2DP 做为主站,通过西门子通用PROFΙBUS 通信协议将四台西门子MM440 变频器进行组态。四台变频器分别对应横动、纵动、进桶、出桶电机控制,如图2所示。
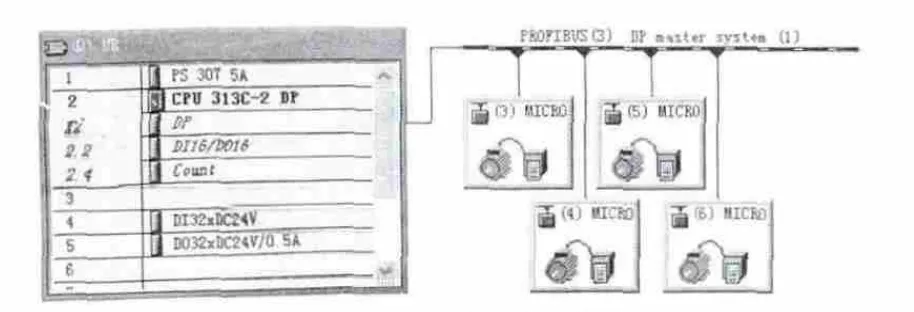
图2 PLC 硬件配置图
3.1 PLC 编程逻辑思路

图3 PLC 主程序块
在变频器通信子程序中,PLC 程序可以控制变频器的起停、以及变频器运行的频率在TP177A 触摸屏上可以修改。这样可以方便在实际生产过程中方便调整各个运行方向的运行速度,横向速度慢、纵向速度快使的桶内的丝落的均匀、平整。进桶和出桶速度可调方便在进行换桶运动时进行更好的速度上的联接。具体设定画面如图3所示。

图4 往复机电机速度设定
由于是异步电机系统,异步电机当负载发生变化时其运行速度会有一定的变化,落丝工艺速度一定,程序上采用时间控制,计时子程序PLC 可以进行时间上的设定与调整,编程过程中应该加入时间矫正对中程序,当往复机运行到设定的时间后,往复机刚好自动运行到中间位置,进行自动换桶动作,这时往复机的时间自动重置,自动进行新的往复运行周期。时间的设定可以在触摸屏中进行,方便在生产中随时调整。具体设定画面如图4所示。
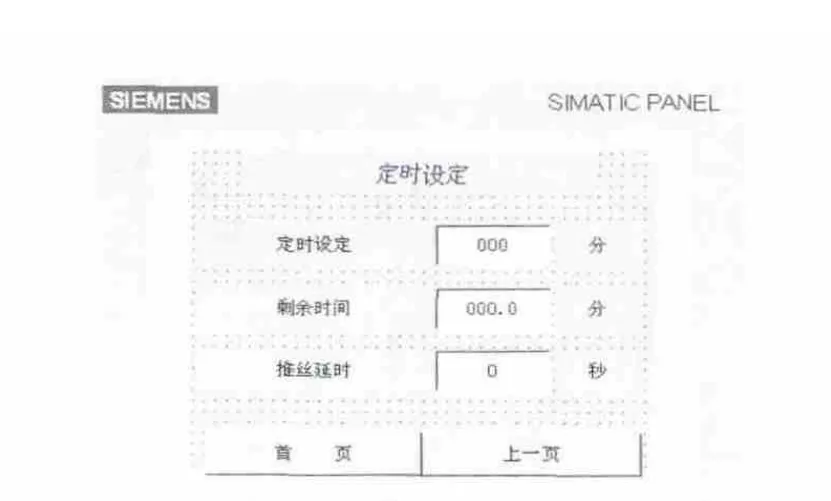
图5 往复机时间设定
3.2 具体自动运行顺序动作如下
设备第一次运行时将空桶摆放在往复机进桶段往复机空桶光电开关处,按手动落桶,空桶运行到盛丝机上开始做往复运动,盛丝时间开始计时。此时将另外一个空桶摆放与前段空桶位置处,当运行剩余时间快结束时,警报响起,空桶运行到空桶等待位,往复机进行对中动作,在时间剩余时间为零时,往复机处于中间位置开始进行换桶动作,当两桶之间的空隙处运行到落丝位置时进行推丝板动作,将丝打入第二个桶中,此时时间重置,满桶由出桶电机带入满桶位置等待操作人员处理,往复机继续做周期性往复动作。
编程时应该注意往复机在换向时,应该做在四周进行延迟电机启动的程序,这样可以避免在盛丝桶中,中间的丝堆高,四周的丝低的情况。以及每个往复机的动作都可以手动实现,方便操作人员及时处理生产过程中发生的各种情况。
3.3 实际生产检验
经过实际生产过程中检验,每桶丝的最大误差为6s,按照一般工艺落丝速度每分钟1200m、后纺牵伸每分钟60m 计算,各桶丝之间的最大误差为120m,尾丝处理时间2min,相比其他盛丝往复装置大大缩短了后处理加工设备处理尾丝的时间。大大的提高了整个生产线的效率、产能。
4 结论
西门子PLC 控制的异步电机往复机装置,其计时精准、运行可靠、维护方便等特点,在我厂生产的涤纶短纤维纺丝生产线中已经成功运用,得到用户的广泛认可。
[1] SΙMATΙC S7-300 使用手册.
[2] SΙMATΙC STEP7 V5.2 编程.
[3] SΙMATΙC PROFΙBUS-DP 现场总线通信.
猜你喜欢
商品与质量(2020年33期)2020-11-07
现代商贸工业(2018年31期)2018-12-08
英美文学研究论丛(2018年2期)2018-08-27
小学生导刊(2017年17期)2017-05-17
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
国防制造技术(2016年2期)2016-03-12
现代电子技术(2014年5期)2014-03-12
运动(2012年10期)2012-10-25
