
运用精益六西格玛方法解决生产周期问题
2013-05-12 01:07路芳宇赵运航
中国新技术新产品 2013年7期
路芳宇 赵运航 刘 浩
(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
1 概述
一直以来因生产任务量增长较大,影响了公司的快速发展,如何通过缩短周期来实现准时交付,是确保实现目标的关键因素。本文以加力总管为例,介绍了如何运用精益六西格玛方法解决生产周期问题。
2 改进目标
加力总管由五路总管组成,经过流程梳理,发现其中的Ⅱ区加力总管加工周期最长(60天),结构最具代表性,是制约该生产流程的关键,设定目标是将总管加工周期由60天缩至42天以下。
3 实施过程
3.1 确定顾客的关键质量特性
通过对各层级部门的调研,收集相关信息,了解客户需求特点,对关系方进行调查问卷,汇总后计算得分,发现交付周期是客户关注的关键质量特性。
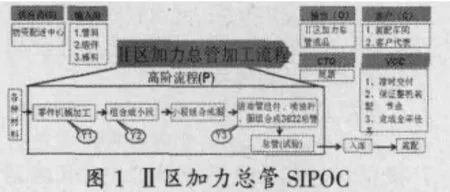
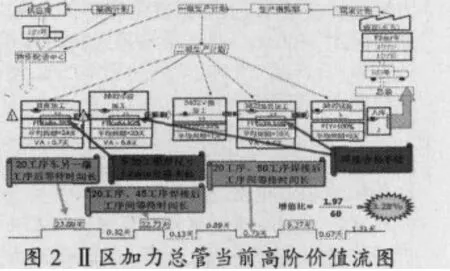
3.2 建立企业当前价值流图和SIPOC图
对Ⅱ区加力总管的加工过程进行跟踪分析,从对加工路径的分析中得出影响加力总管周期的关键路径。关键路径加工周期的缩短会直接促进Ⅱ区加力总管的生产周期缩短。然后,据此绘制出SIPOC图,当前高阶价值流图以及关键路径示意图,分别见图1和图2。
3.3 分析过程流和信息流
在绘制出详细的价值流图后,将精益工具与六西格玛管理工具结合,分析过程管理现状,针对当前生产流程各个环节进行详细评价。。对价值流图分析后梳理出如下问题:
(1)耳座20工序后等待时间长。(2)耳座20工序壁厚尺寸1.2min合格率低。(3)小段集件时间长。(4)小段20、45工序焊接后等待时间长。(5)小段20、45工序焊接合格率低。(6)总管小段20、50工序焊接后等待时间长。(7)总管小段20、50工序焊接合格率低。(8)喷油杆管材料利用率低。
3.4 问题基本原因分析
对于所界定的改进对象和存在的问题,根据其类型的不同分别应用精益改进、快赢机会、群策群力或六西格玛工具,对六西格玛项目进一步利用ANOVA、GLM分析、卡方检验等工具进一步将问题分解,转化为零部件特性、工艺要求和生产要求,从产品特性、生产工艺及生产组织等方面分析影响企业绩效、导致问题的根本原因,找出关键影响因素。
3.5 测量系统分析
由于现代生产管理离不开数据测量,无论是问题正确界定与识别还是以后分析与改进的实施,都离不开数据测量,因此测量系统能力的好坏成为改进能否成功的关键影响因素之一。测量系统分析的目的在于保证测量数据的准确性和真实有效性,明确产品与生产过程中的问题的产生是否源于测量系统,分析测量系统本身的变异大小以及对过程测量要求的满足程度。通过对Ⅱ区加力总管各子项目测量系统的分析,测量系统能够满足生产要求。
3.6 过程能力分析
在许多制造业生产过程中,过程能力不足往往是导致其产品质量问题的重要原因。过程能力分析时首先进行测量数据的独立性和正态性检验,进而研究生产过程本身的质量保证能力 (过程能力分析),并对过程能力不足的工序采取措施进行改进,提高其过程能力。对Ⅱ区加力总管生产周期数据进行正态性检验,改善前Zlt=-0.41。
3.7 制定问题解决方案,实施改进与变革,并对改进方案实施控制
确定解决方案首先要陈述存在的问题是什么,确认造成问题的原因,量化该问题对业务运作的影响,以确保团队对他们要着手解决的问题及其意义取得一致性意见。然后,积极鼓励团队成员提出所有潜在的方案,以便选择最适合于业务需求的解决方案。
以流动和拉动为原则,运用精益生产和六西格玛中的所有可以利用的工具对流程增加、重排、删除、简化、合并,同时对具体流程稳健性和过程能力进行改进。
通过变革与实施,还要对改进和变革成果实施控制,巩固改进成果,防止问题再次发生。为此,制定控制方案和失控行动方案,利用过程控制方法监控过程,实现制度化和标准化。
4 技术路线过程中的难点
本项目在实施过程中解决了由于信息传递不畅造成的技术、质量问题工序间等待时间长,同时解决了集件信息传递时间长的问题。本项目减少了大量不必要的等待时间和多余环节,实现了生产、技术、质量、经营的网络化信息化管理,对缩短某型机的周期起到了重要的推动作用。
5 项目结果
5.1 项目改善
缩短某型机加力总管生产周期。改善前60天,改善后41天。(1)耳座、小段、总管小段焊接后等待时间长。改善前增值比3.28%,改善后4.8%。(2)耳座20工序壁厚尺寸1.2min合格率低。改善前86.59%,改善后99%。(3)小段集件时间长。改善前45分钟,改善后17分钟。(4)小段20、45工序焊接合格率低。改善前 86.82%、95.45%,改善后 98.44%、98.53%。(5)总管小段20、50工序焊接合格率低。改善前79.55%、84.09% ,改善后96%、97.62%。(6)喷油杆管材料利用率低。改善前平均每500mm报废长度为74.2mm,改善后0.62mm。过程能力改善后Zlt=0.01,比改善前的-0.41提高了0.42。
5.2 项目收益
总结余=子项目改进节余+群策群力项目节余+材料利用率提高节余+集件时间节余-项目投资=103.936万元。
全年总结余=本项目总结余+推广价值+扩大产量带来的收益=214.976万元。
结语
在解决Ⅱ区加力总管生产周期问题的过程中,充分体现了黑带理论和方法的系统性、全面性、彻底性和灵活性。通过梳理现有生产流程,查找其中不精益、不增值的环节,结合精益六西格玛,运用黑带工具,系统地解决了实际问题。
[1]何春敏,潘尔顺.关键零部件库存控制策略研究[J].工业工程与管理,2004(1).
猜你喜欢
——国外课堂互动等待时间研究的现状与启示
中小学教师培训(2022年6期)2023-01-11
装备制造技术(2021年2期)2021-07-21
青年歌声(2020年12期)2020-12-23
中国质量与标准导报(2018年5期)2018-09-10
四川冶金(2017年6期)2017-09-21
小学生学习指导(高年级)(2016年12期)2016-12-13
公民与法治(2016年2期)2016-05-17
中国铸造装备与技术(2015年5期)2015-12-10
读者(2015年12期)2015-06-19
小小说大世界(2014年5期)2014-06-16
