
Larox压滤机机电故障的分析与处理
2013-05-07 07:55:50胡庆保
铜业工程 2013年1期
胡庆保
(江西铜业集团公司贵溪冶炼厂,江西贵溪 335424)
1 引言
随着工厂产品产量不断提升,伴随着主产品而产生的废酸废水也明显增多,作为废酸处理工序核心设备的压滤机,如何提高其工作台效在此时显得尤为重要。硫酸车间从1999年至今由芬兰LAROX公司共整套引进6台立式压滤机,其中4台用于处理铜砷滤饼,2台处理铅滤饼,由于使用年限偏长,前期引进的几台压滤机在日常生产中都不同程度的出现一些问题,如储能罐压力低、密封压力低、油温高、电机故障等。
2 压滤机工作过程简介
LAROX压滤机通常选用短程序运行,在选择01短程序下整个循环过程大致可分为以下程序:(1)压力释放;(2)板框打开;(3)卸饼及滤布清洗;(4)重新操作;(5)板框闭合;(6)管道清洗;(7)过滤;(8)管路清洗;(9)软管冲洗;(10)挤压;(11)管路污水排放;(12)风干。压滤机采用PLC控制,自动化程度高,通过触摸屏显示工作步骤、时间、报警信息等。在触摸屏和手动操作器上都可以手动操作各部分,能很方便地对每个阀门、电机进行试验。正常情况下有两种工作方式,即自动和手动。在自动方式下,所有的动作和循环程序都是由PLC来完成。在手动模式下,操作员通过手操器或触摸屏来控制压滤机各传动机构的运行、试验及停止[1]。维修人员可在此状态下进行设备维修、保养和试车工作。如果压滤机处于故障报警状态,则不能工作,直到故障被排除,复位后方能开启。
3 故障现象分析与处理
在生产实践中,根据对压滤机故障现象类型和原因分析,通常将压滤机常见运行故障大致分为:机电故障、工艺故障、和其它故障。在本文中仅对贵冶硫酸车间2#铅压滤机的机电故障进行分析,并采取相应的处理措施。
表1为2#铅压滤机各种故障次数分布情况(2011.10.28 -11.30)。
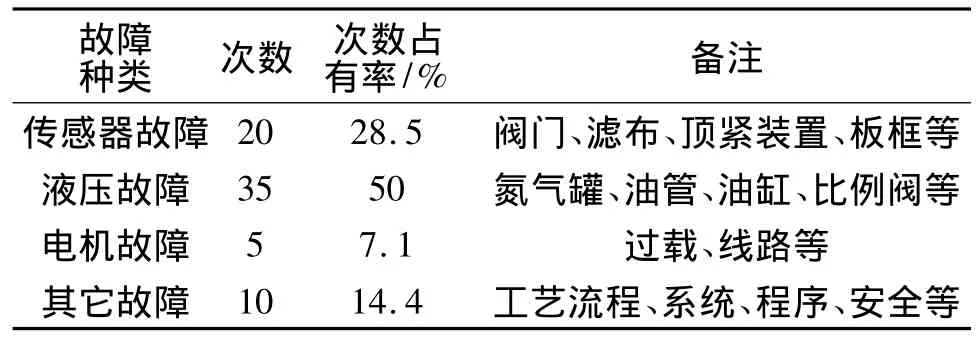
表1 2#铅压滤机2011.10.28 -11.30 报警分布表
3.1 机械故障
3.1.1 储能器故障
2#铅压滤机的液压系统中有一个储能器,用来控制各阀门动作,其形状为球胆形,介质为氮气,预充好的压力为主油管压力90bar的0.9倍,可通过SV01来检查预充好的压力,PS01决定储能器重充的起动压力,设置为100~120bar,此压力通过压力表PG01检查。PR01是储能器的安全阀,起到控制储能器的最大压力,设置220~250bar,PR02是油管线的减压阀,起到驱动各缸体的动作,设置为95~105bar,储能器的预充压力为90bar,过高的管线压力将导致储能器充气的频率增大,从而缩短橡胶球形胆的寿命[2]。储能器的主要故障是充压频率高,充压频繁可能是预充压力太低失压很快、氮气充压缸内隔膜破、流量控制块FC1内漏等,检查储能器的充压、FC1的调节螺丝紧固情况、更换内胆和重新充氮气后故障会消除。
3.1.2 挤压压力达不到
挤压程序时,当挤压压力达到挤压设定值时,挤压程序时间开始倒计时,如挤压压力设定值过高或挤压水减压伐调整减压压力过低,会造成挤压水压力达不到。如压滤机在未做任何调整又出现挤压压力达不到时,可能是滤板隔膜破、挤压水管道漏水造成的[3]。挤压水正常时只在高压水站及隔膜间循环使用,如管道或隔膜出现漏点,会造成挤压水压力达不到设定值而出现报警,也会出现高压水站液位低报警。
3.1.3 液压输出压力的调节
主油泵为轴向柱塞泵,其设置有负荷感应调节及最大压力限制装置,以保持泵的运行压力稳定性。系统中的体积流量及压力由调节阀控制,其中PF11为流量调节阀,PP11为压力调节阀。Y54是用于流量调节阀的放大,当流量从一个值向另一个值变化时可以减缓流量变化程度。Y64用于压力调节阀的放大。由于该设备已运行十多年,油缸活塞密封材料老化比较严重,出现了内漏情况,当设备运行在板框动作、滤布驱动、保压及密封等情况时,原来设定的输出压力就不能完成以上各步骤,这时就需要调整压力调节阀YPP的压力输出。其内部原理图如图1。
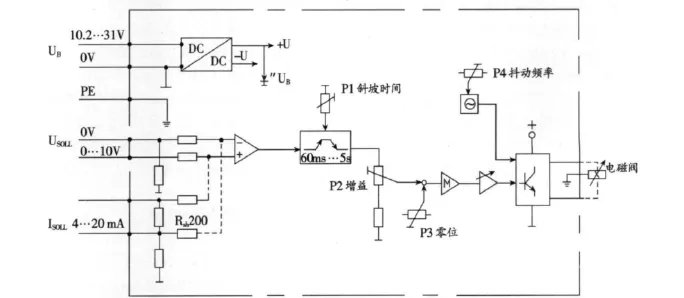
图1 压力调节阀原理图
它是一种插入式放大器,直接插入电磁阀插头中。采取接收到4~20mA的电流信号或者是0~10V的电压信号来控制输出的大小,当电源接通时,LED灯变亮。设定值可以通过零位(P3)和增益(P2)来调节。在采用电压信号的情况下,可以使用差动输入。设定点还可以通过斜坡时间(P1)来控制。一般情况下,只需调节零位和增益就可以满足工艺生产的需要。如无特殊情况高频振动频率(P4)是不需要调整的,斜坡时间(P1)的设定范围为10ms~5s之间。该调节阀初始位置设定为P2为转到一半的位置,P1、P3、P4逆时针调至最小。调节时应该先设定增益(P2)的值,不能满足需要的时才相应的调节零位(P3)值。在滤布驱动不了的情况时,应首先设定滤布的驱动速度,如若驱动速度在最大值时仍不能驱动滤布,接下来则需要调节增益和零位。
3.1.4 液压油引起的故障
由于液压油品质的变化而引起的故障也很多,如:高温报警、液压阀件动作失灵、液压系统不保压、不卸压等。分析其中原因主要有外部原因与内部原因两点:(1)外部原因:设备处在高温、粉尘大、稀酸腐蚀的环境,而稀酸的强腐蚀性对设备各个部分的危害都很大;(2)内部原因:压滤机液压系统线路长且设备连续运转数年后,进入设备液压系统的粉尘和液压阀件的磨损颗粒均布在液压系统内,仅靠清理压滤机液压站油箱以及回油过滤器,无法彻底清除液压系统内的污染物。采用在线滤油机能够在不影响压滤机正常运行的情况下,很好地清除设备液压系统的细微颗粒污染物和液压阀件的金属磨屑,并将液压油品清洁度维持在很高的水平[4]。
3.2 电气故障
3.2.1 电机故障
M01油泵电机、M02高压水站电机的故障通常有:(1)过载,需要对运行电流确认,检查三相电流、电压以及电机保护装置好坏的情况[5]。(2)电机运行、停止确认报警,在接触器动作2s后没能及时将动作信息发送反应给CPU,需要检查各接触器的辅助接点、信号电缆及接线端子等。
3.2.2 检测器故障
由于压滤机自动化程度较高,共有几十个接近开关控制各部位,但现场使用环境较差,稀酸、滤渣、泥浆等容易导致传感器发生故障。压滤机传感器故障可以分为阀门传感器故障、压力传感器故障、滤布传感器故障、限位传感器故障等[6],包括传感器坏,连接线的插接头腐蚀导致接触不好,检测块腐蚀、松动导致没检测到等,电磁阀线圈损坏会导致阀杆不动作,也会出现阀门传感器报警。
3.2.3 程序问题
2#铅压滤机由于该设备当年进厂时逻辑程序还不够完善,梯形图里没有编写再密封条件,当工艺情况要求过滤、风干时间较长时,在这两个步骤中往往会出现喷浆、漏液等现象,因此需要对程序中不完善的地方进行补充,如在PLC程序里增加在过滤、风干程序时的再密封条件,根据工艺状况调节设定压力等。
4 结束语
通过几年来对压滤机的运行情况、工艺性能、故障处理等各方面深入的了解,在一定程度上保证了设备的稳定运行。同时也体会到自动化程度高的设备特别需要更细心的维护,要操作人员、点检人员、维修人员的共同努力,才能让其更高效更长久的稳定运行。
[1] 黄宴委.新型压滤机液压控制系统研制及故障诊断方法研究[D].秦皇岛:燕山大学,2002:52-56.
[2] 曾庆坚,译.LAROX压滤机安装、操作、维护说明书[Z].贵溪:江西铜业集团公司贵溪冶炼厂,1999:63-69.
[3] 郑华.LAROX立式压滤机的故障诊断分析[J].中国高新技术企业,2012(7):89 -91.
[4] 赵修坦,张跃明,胡忠磊,等.Lorax PF型压滤机常见故障分析及预防处理措施[J].山东冶金,2009(1):77 -78.
[5] 陈明云,高兴.降低 LAROX压滤机运行故障的实践研究[J].湖南有色金属,2001(17):2.
[6] 朱壮志.LAORX压滤机控制原理及故障分析[J].硫酸工业,2002(6):42-48.
猜你喜欢
选煤技术(2023年3期)2023-11-14 12:42:16
仪器仪表用户(2022年10期)2022-09-29 04:36:58
仪器仪表用户(2022年9期)2022-08-30 05:39:48
仪器仪表用户(2022年4期)2022-04-01 03:17:02
选煤技术(2021年3期)2021-10-13 07:33:40
煤气与热力(2021年6期)2021-07-28 07:21:24
选煤技术(2021年6期)2021-04-19 12:22:08
石油化工自动化(2018年5期)2018-11-14 02:34:26
通信电源技术(2018年3期)2018-06-26 06:33:42
能源(2017年12期)2018-01-31 01:42:59
