
浅谈钢轨焊接施工的技术管理
2013-04-11 02:41李铁
科学之友 2013年2期
李 铁
(太原铁路局侯马北工务段,山西 临汾 043000)
1 铝热焊接施工技术管理的必要性
1.1 铝热焊接施工进行技术管理是工务维修的需要
工务维修工作的基本任务就是经常保持线路设备完整和质量均衡,使列车能以规定速度平稳和不间断地运行,并尽量延长设备的使用寿命。在无缝线路全面铺设以后,焊接轨缝成为线路设备的薄弱环节。要提高工务线路设备质量,首先就要提高轨缝的焊接水平。
1.2 铝热焊接施工进行技术管理是钢轨铝热焊自身的需要
要对铝热焊接作业进行严格的科学管理,使整个过程有条不紊,就必须对铝热焊接的工艺和特性有所了解。
1.2.1 铝热焊接作业的特性
专业性强。铝热焊接具有材料和工具专业性强,相互不能替代,各个环节必须衔接好,操作人员专业分工较细等特点。
工种交叉作业。焊接、机械、机电、运输和养路等工作贯穿于施工的全过程,从准备到焊后恢复线路,任何的失误和疏漏都可能影响施工的进度,造成焊接失败,延长封锁时间,甚至于影响列车的运营。
1.2.2 铝热焊接作业的内容
内容包括:施工计划的提出、人员定岗、焊药准备、工具配备、机器连输安排、焊接训练和焊缝设定等。
以上铝热焊接作业的特性和内容,决定了焊接作业必须采用先进的技术工艺和严格科学的管理方法才能全面提高钢轨铝热焊接质量。
2 铝热焊接施工作业中存在的问题和原因分析
在工作中会经常发现,铝热焊接作业中经常会遇到汽割钢轨不合格、浇注时砂箱跑铁、汽割时氧气压力不足、预热时气体流量配合不好和发电机中途不发电等问题,是工艺流程中漏洞还是其他原因,以下将焊接过程中易出现的问题一一列出,并进行分析。
2.1 操作中存在的问题
准备工作:各工种责任不明,施工现场杂乱,操作中过于紧张,氧气、乙炔、丙烷准备不足,坩埚检查不严格。
焊接工艺:设备运用复杂,焊接工序多,焊后有气孔,焊接设备不稳定。
工艺执行:简化程序,切割钢轨不合格,气体压力不准确,预热时砂箱未封严。
机械动力:发电机工作不稳定,除瘤机除瘤不干净,打磨机打磨轨面时间长。
2.2 形成问题的主要原因和表现
人员素质差:业务理论水平低,焊前未训练,责任心不强,技术人员把关不严。
机具质量差:除瘤机除瘤不干净,发电机质量不稳定,打磨机打磨速度慢,各种卡具不标准。
管理不规范:管理责任不明确,人员分工不明确,准备工作不足,各工序衔接不上。
工艺落后:人为因素多,工序复杂,工具种类多。
通过分析得出,工艺执行不严格和准备工作不细致,集中显示了施工管理组织未实行规范化管理。心理压力过重反映了操作过程不熟练。所以在焊接作业中,必须纳入规范化、科学化、标准化的管理,才能提高钢轨的焊接质量。
3 铝热焊接施工技术管理
3.1 制订有关的施工技术规范
由于铝热焊接是多工种交叉作业,因此首先制定了《焊接班组职责分工表》及《焊接装备表》,明确了责任分工,防止遗忘工具,作业混乱、碰头等现象的发生,使施工进入相对安静、配合默契的状态。
3.1.1 焊接班组职责分工
工长:①负责本小组在施工中的技术指标。②负责对轨掌握轨缝宽度。③负责切轨前的准备工作,切轨后的除锈检查清理。④指挥装模。④负责预热时间。⑤指挥除瘤工作。⑥指挥打磨找细。⑦检查焊轨质量。⑧指挥线路的整理工作。⑨需佩带秒表、钢尺、对轨尺。
预热人员:①负责氧气、乙炔、液化瓶配件以及预热炬、割炬的检查、保养、运输和气体准备。②负责工地的气源布置、供气。③负责锯轨、协助对轨。④负责预热,参加除瘤工作。⑤协助打磨找细,完成工长布置作业。
浇注封箱人员:①负责坩埚、模型、焊剂、高温火柴、接碴斗、除瘤机、打磨机的养护运输。②负责砂型的焊前整理,工地装药,封箱;负责封锁前的准备工作。③清理轨头,除锈及氧化皮。④操作打磨机上下道。⑤打磨、找细。⑥完成工长指定工作。
注:气割人员和浇注封箱人员在工长的领导和指挥下协调工作。
3.1.2 焊接装备
如表1所示。
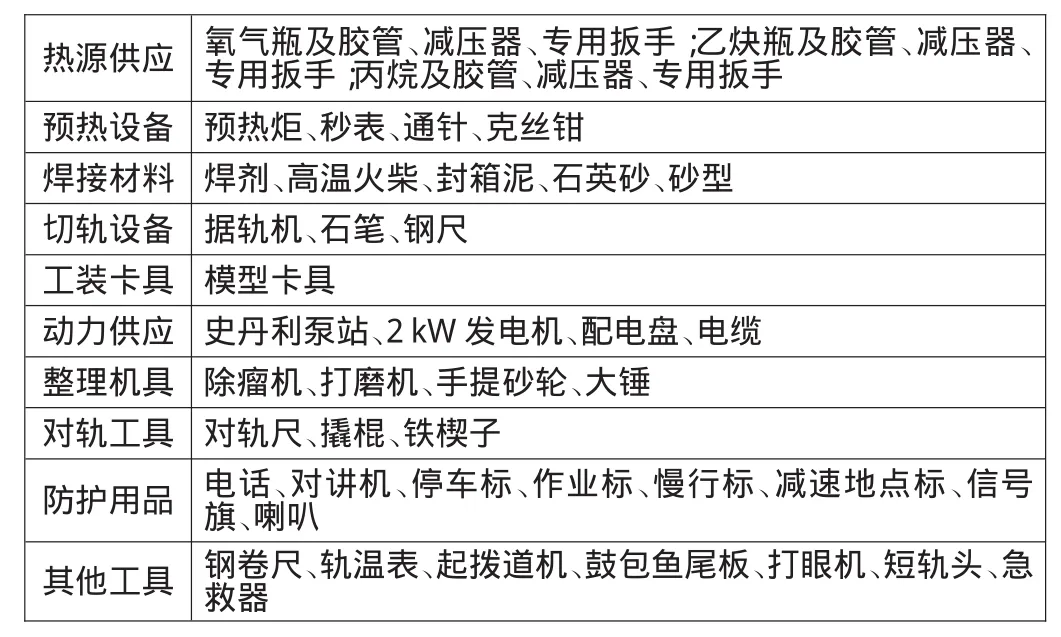
表1 焊接装备表
此外,还制定了单项作业标准和每道工序的卡控指标,使每个工种明确了自己的工序规范,保证了施工质量。对线路车间、焊联班组和探伤车间的职责进行了详细的划分,对焊联资料的管理、焊缝标识做了进一步的明确,重新修订了焊联施工的安全措施,加大了焊联接头质量的考核力度。
3.2 加强职工的业务素质
经段业务主管安排,组织焊接高级技师和技师对各线路车间焊接施工管理人员进行相关知识培训,职教科在培训基地对相关人员作业人员进行专业知识培训,并进行考试。颁发上岗证,同时进行定期检查。除了平时加强对职工的业务培训外,每次施工开工前,都要组织施工人员学习施工规范条文和单项作业标准,强化作业过程的质量控制,充分发挥操作者自我控制的作用。
3.3 各施工人员职责
养路车间主任负责施工要点,联系组织工区人员参加有关施工作业。
养路工长负责防护人员的安排、线路的提前锁定、看轨向以及焊后线路整理。
焊接工长负责组织焊接人员的焊前训练,监督各项准备工作和施工装车及人员的作业程序。
技术员负责组织外观评定,写出质量及焊接情况汇报。
以上记录均需存档管理。
3.4 计算插入钢轨长度
L=L1——2b.
式中:L——插入钢轨长度;
L1——切除钢轨长度;
B——预留焊缝值(25 mm)。
3.5 施工质量的卡控
制定了《作业工序图》《施工质量卡控图》《钢轨焊接验收标准》来对钢轨焊接质量进行控制。验收时注意轨向、接头高低、接头外观、接头直度和探伤等几项内容。
焊接接头轨头顶、轨头侧面应保持纵向打磨平顺,不得有低接头和左右错牙。用1 m直尺测量,不直度轨顶面不得超过0 mm,轨头内侧面不得超过0.5 mm。
4 效果
4.1 技术效益
施工管理标准化后,可使各道工序的关键控制点的衔接均置于控制之下。从管理上,层层负责,各工种明确自己干什么、怎么干,并始终分工有序,管理人员对下实施监督,对上保证目标实施。从工艺上看,各工位职责分明,上道工序为下道工序负责,下道工序检查上道工序质量,使焊接合格率和成功率均大大提高。
此外,还绘制了《焊接各工种职责分工图》《焊联工序图》,细化了《侯马北工务段钢轨焊联管理办法》《焊联施工安全风险管理措施》《焊联机具、焊剂库房管理办法》等,对焊接质量进行规范化管理,使焊接质量更加稳定可靠,同时还大大压缩了焊接时间。封锁的剩余时间可做大量的恢复线路及其他收尾工作。
4.2 安全效益
焊轨技术管理实行规范化以后,焊接接头的质量得到了有效提高,有效地延长了钢轨的使用寿命,相应的材料支出也大大下降。焊接成功率的提高也避免了由于重新焊接造成损失,并且可以保证列车的正常秩序,从而降低了列车的运营成本。也降低了焊接接头断轨的风险,保证了列车的行车安全。
猜你喜欢
铁道建筑(2022年7期)2022-08-06
科学之友(2021年12期)2021-12-23
语数外学习·高中版中旬(2021年4期)2021-11-24
科学家(2021年24期)2021-04-25
小猕猴智力画刊(2021年2期)2021-02-22
上海故事(2020年8期)2020-10-22
建材发展导向(2019年5期)2019-09-09
电子制作(2018年10期)2018-08-04
电子制作(2018年12期)2018-08-01
山东工业技术(2016年15期)2016-12-01
