基于PLC 和伺服定位在多功能装箱机中精确定位的应用
2013-04-09 06:54王立之
机械制造与自动化 2013年1期
王立之
(1.河海大学 能源与电气学院,江苏 南京 210024;2.昆山永邦自动化设备有限公司,江苏 苏州 215316)
0 引言
在家用电器、手机、手提计算机、数码产品、智能终端、玩具业等产业中,它们的外形封装、框架结构、按键等大部分是由塑料制品完成,这些产业都与塑料产业密切相关。近十几年来,随着这些产业的不断更新换代,注塑成型业也得到迅猛发展。特别近年来,随着人力资源成本的不断上涨,注塑企业为了降低成本,自动化设备得到了广泛应用。移载机和机械手得到了广泛应用。
在移载机或机械手的一般应用中,一般应用变频器或伺服系统。在逐个夹取堆叠中的物品,通常采取以两个光电检测来确定夹取点位,第一个光电检测用于减速,后一个停止夹取。在一些对点位精度要求不高的情况下,这样方案能满足设计要求。但因为光电检测响应时间、速度变更、加减速时间变更等相关影响,每次停止点位都有细微误差,这不能满足对停止点位的精确度有严格要求的场合。为了解决这个问题,本文提出一种新的方法,利用伺服系统精确度高的优点,通过PLC 精确计算来确定停止夹取点。并把这个新方法应用到注塑行业广泛需求的多功能装箱机中。
1 系统设计要求及工艺流程的设计
1.1 设计要求
利用PLC 具有强大的逻辑处理能力、可靠性高、抗干扰能力强、动态性能好及特别适用工业自动化控制中的优点,和伺服系统响应时间快、定位精度高等优点,设计出类似于机械手的多功能装箱机,代替人工作业。以达到提高生产效率、产品合格率和安全性,也降低生产成本的要求。
1.2 系统工作流程
系统主要由三部分组成:搬入胶箱,取胶箱,产品装箱,放胶箱,搬出胶箱。简易工作流程结构图如图1 所示。
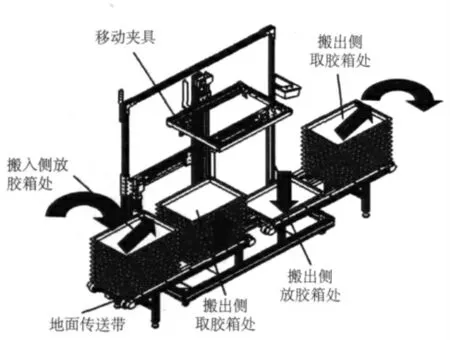
图1 多功能装箱机流程结构
搬入胶箱和搬出胶箱分别由搬入地面传送带和搬出地面传送带完成,根据实际需要可以适当地增加地面传送带的长度即工位数。这样,可以人为延长放置空胶箱的间隔时间,达到每天仅需放置一次胶箱,即可满足一天的生产要求。
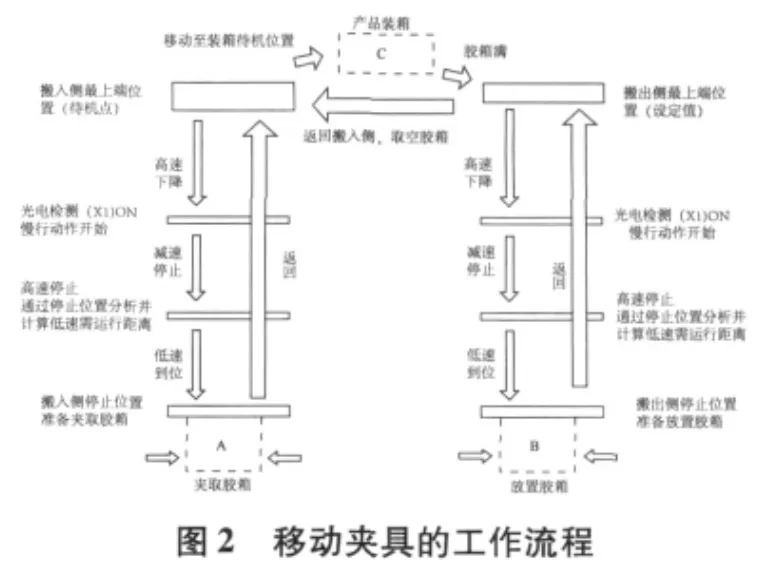
工作流程中的取胶箱、产品装箱、放胶箱,主要由移动夹具(类似于机械手)完成。移动夹具由伺服系统驱动来定位,这样可以精确地取走和放置每一个胶箱。根据不同产品要求,仅需对参数适当设定,可以放置不同规格的胶箱。移动夹具的工作流程图如图2 所示。
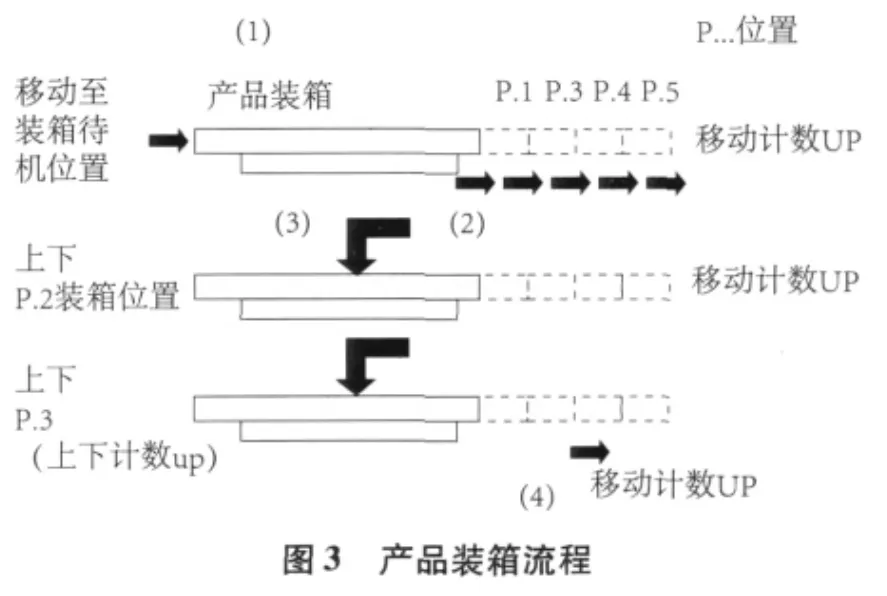
产品装箱工作流程主要是移动夹具配合从注塑机中取出产品的机械手工作。因为移动夹具的驱动是使用伺服系统来驱动,故可以完成复杂的装箱功能。这个功能可以满足目前仍大量使用的气缸机械手的要求。产品装箱的流程图如图3 所示。
2 硬件设计
根据设计要求,本设计选用国产的信捷PLC,型号为XC2-48T-E,它用晶体管输出,NPN 型,28 个输入点,20 个输出点,其中含有两组脉冲高达200 kHz 的输出端口,两组计数脉冲高达80 kHz 的输入端口,其满足本设计要求。PLC 的输入输出接线如图4 所示。
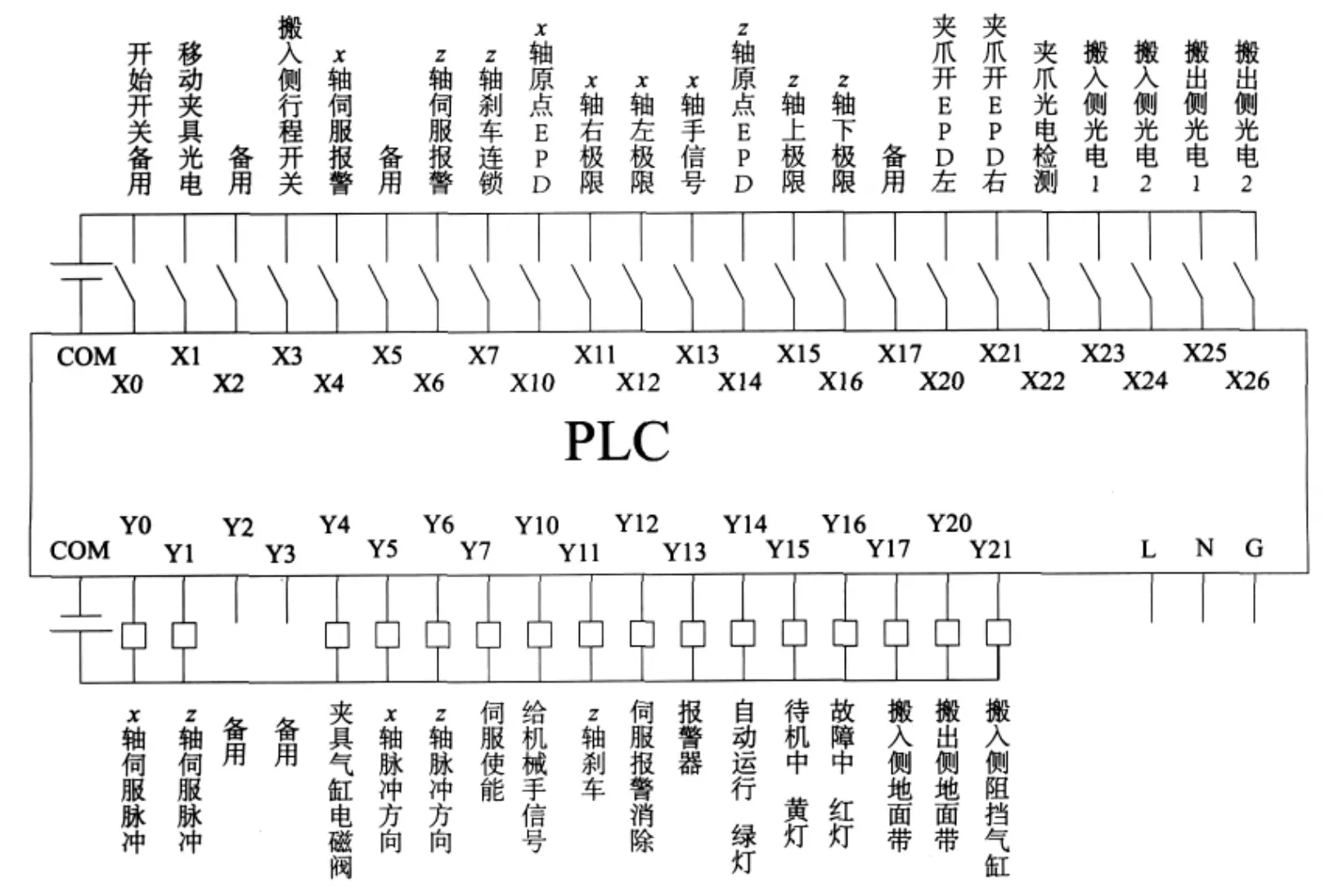
图4 PLC 输入输出接线
伺服系统选用松下MINAS A5 系列,松下MINAS A5系列是新推出用于代替A4 系类,它相比于A4,具有更高的速度频率,定位超调整时间更短,控制精度更高,可实现更高速的定位。伺服驱动器型号为MBDHT1510,电动机功率为400 W、高惯量、增量式编码器的三相交流伺服电动机,型号为MHMD042G。其中垂直轴(z 轴)要特别注意,在突然断电情况下,如没有使用制动装置即刹车装置,因自重而下坠,损坏设备装置。故垂直轴需要使用含有刹车装置的伺服电动机。
本设计伺服控制模式选用位置控制模式,指令脉冲输入处理采用脉冲列+符号。具体参数设置如:控制模式设定(参数代码001)设为位置模式;指令脉冲输入模式设定(参数代码007),设为“脉冲数量+脉冲方向”方式。因本设计要求移动速度高和加减速度大,故要增加外部再生放电电阻,并同时需对再生放电电阻的选择(参数代码016)进行设定。又因为本系统中有垂直轴,为了防止突然断电,故垂直轴需使用含有制动器的伺服电动机,为了使外设制动器解除输出与电动机开始运行相一致,解除制动器的信号应使用伺服内部同步信号,对机械制动器参数(参数代码437、438)也要设定。最要的是电子比的计算及设定,为了实现输入的脉冲数与实际移动的值相一致,以便于系统测试调整,故需对此进行设定;电子齿轮比主要与减速比、带轮直径、分辨率、编码器位数等有关,操作手册上有详细计算公式;通过选择合适的分辨率,对电子比(参数代码008、009、010)进行设定;若设定正确,当分辨率取0.01 mm,根据公式设定电子比后,PLC 输出给伺服系统100 个脉冲,移动夹具则移动1 mm。伺服驱动器的接线如图5 所示。
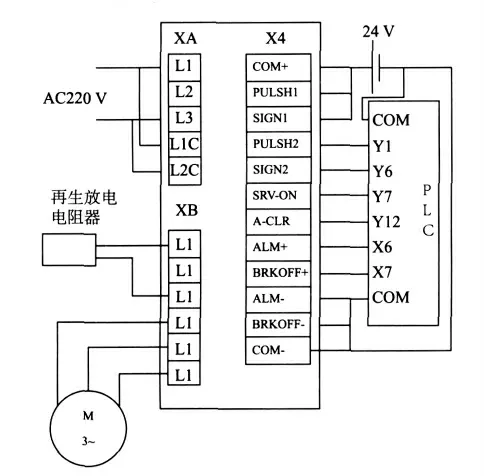
图5 伺服系统接线
触摸屏便于人机信息交换。使用触摸屏后,在触摸屏上设置软按钮,可以省去很多实物按钮开关,并且可以直接在触摸屏上进行操作,方便于数据输入和查询。
3 软件设计
3.1 控制主流程图
根据控制要求,建立多功能装箱机的主控制流程图(图6)。
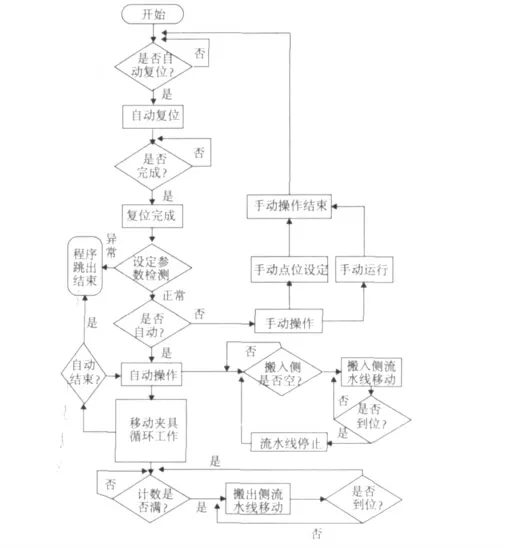
图6 系统主控制流程图
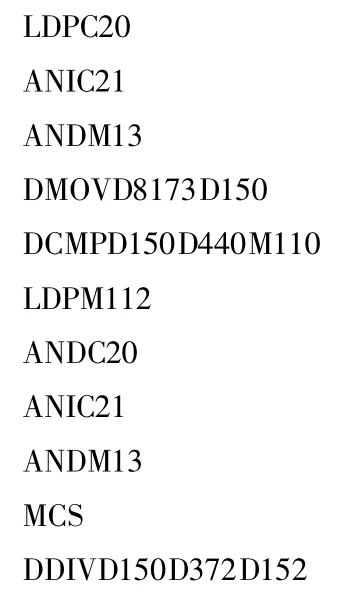
3.2 伺服脉冲程序设计
根据控制要求,需要使用有关于伺服输出脉冲控制的指令,本设计应用的是‘相对位置多段脉冲控制’的32 位指令DPLSR。在使用脉冲输出指令时,要特别注意,同样的指令控制某个脉冲输出端口,在整个程序中只能出现一次,也就说在脉冲输出指令使用前面,要增加多层中间寄存器过渡。另外,在脉冲输出指令执行完成后,要及时复位其执行条件寄存器,不然程序会出故障,造成系统不能正常工作。通常都是用PLC 系统的内部的脉冲输出特殊寄存器来及时复位(本设计中是M8170 和M8173),具体相关程序的部分如下:

3.3 移动夹具原点回归程序设计
因为使用的是增量式伺服电动机,故每次重新开机需对系统做原点回归。移动夹具原点回归如图7 所示。
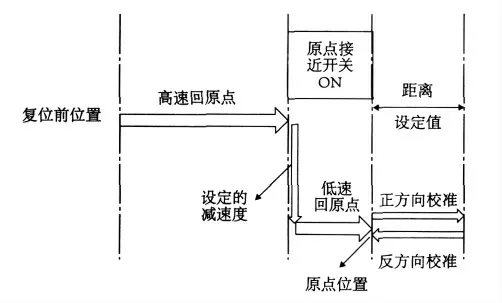
图7 移动夹具原点回归
3.4 移动夹具运行及其精确定位的程序设计
移动夹具移动程序是本设计的主要部分。移动夹具的控制流程图见图8。
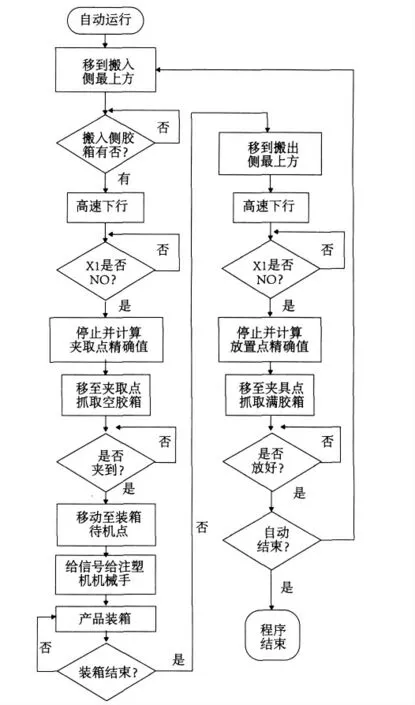
图8 移动夹具控制流程图
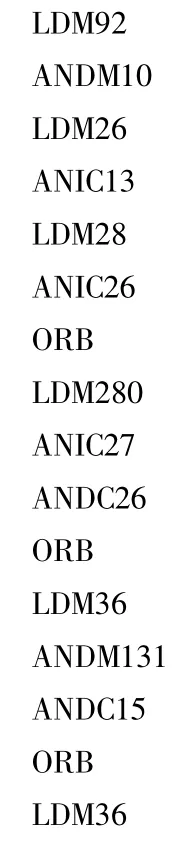
而移动夹具抓取点是否精确,是本设计的关键,它是充分利用伺服定位精确和PLC 数据处理能力强的优点。定位处理及计算的主要程序如下:

搬出侧相对于搬入侧,区别仅在于其商m 不需要加1,因为搬入侧是取走检测到的胶箱,而搬出侧是放置在检测到的胶箱上一层。
3 结语
本文介绍了PLC 结合伺服系统在多功能装箱机中的设计和应用。充分利用PLC 强大的逻辑处理能力、伺服系统控制精度高、触摸屏便于人机交流等优点,设计出夹取定位精度高的多功能装箱机。经过生产中应用证明,硬件运行可靠,极大地提高了生产效率,显著地提高产品合格率,取得了良好的效果,有较高的使用和推广价值。
[1]史晓伦.多轴精密机械手关键技术研究[J].控制工程,2009,(1).
[2]黄惟一,胡生清.控制技术与系统[M].北京:机械工业出版社,2002.
[3]信捷PLC 编程手册,信捷触摸屏使用手册,松下交流伺服马达和驱动器使用说明书[S].
[4]郭建宇,冯刚.无阀电液伺服系统[J].轻工机械,2005,(04).
[5]王世红,徐世许,张传林.送料机长送料的伺服控制系统设计[J].机械制造与自动化,2010,(1).
[6]毛跃辉.基于PLC 控制的全自动剪板机系统设计[J].可编程控制器与工厂自动,2008(02).
[7]张传林,许世坚,王世红.伺服系统在自动攻丝生产线上的应用[J].电气技术与自动化,2010,(01).
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
测控技术(2018年12期)2018-11-25
上海大中型电机(2017年3期)2017-11-13
河南科技(2016年8期)2016-09-03
河南科技(2016年6期)2016-08-13
北京航空航天大学学报(2016年4期)2016-02-27
铁道科学与工程学报(2015年5期)2015-12-24
弹箭与制导学报(2015年1期)2015-03-11
河南科技(2015年2期)2015-02-27
浙江共产党员(2014年12期)2014-07-10