电石法V C M转化器能力分析
2013-03-31 03:08:36刘庆林
中国氯碱 2013年11期
刘庆林
(包头海平面高分子工业有限公司,内蒙古 包头 014060)
电石法生产PVC的乙炔工艺分为干法工艺和湿法乙工艺。湿法工艺,工艺相对成熟,最好企业的电石折标单耗为1.35 t/t PVC,汞触媒单耗为0.8 kg/t PVC;干法乙炔工艺的电石单耗和湿法工艺区别不大,但汞触媒单耗却远远高于湿法乙炔。因此触媒消耗高,更换频率大。汞触媒从使用到失效,经历以下阶段:更换、干燥、活化、培养期、壮年期、衰老期,每个阶段产能负荷不同。所以,干法乙炔工艺在VCM转化器设计上就不能照搬湿法乙炔工艺,同规模的企业,干法乙炔的转化器台数,要明显多于湿法乙炔工艺。以下以某氯碱企业为例,介绍转化器能力的核算方法。
1 某氯碱企业设计说明
PVC设计产能为40万t/a,VCM转化器64台,采用前3台后3台(或前2台后2台)结构布置,见图1。转化器规格为Ø3200mm×3290mm×2680mm× 45 mm,单台转化器触媒填充量为7.5 t。运行一段时间,表明产能无法达到设计产能。
为确定转化器的数量,经过同行业对标分析,走访多家氯碱企业(含干法乙炔工艺和湿法乙炔工艺),湿法乙炔工艺的汞触媒单耗一般都能做到1 kg/t PVC,而干法乙炔工艺的汞触媒单耗一般为1.8~2.8 kg/t PVC。该企业确定按照触媒单耗为2 kg/t PVC的标准,测算现有64台转化器的能力,以及要达到40万t/a的产能需要的转化器台数。
2 转化器能力及台数的计算
(1)按照湿法乙炔工艺触媒单耗1 kg/t PVC,测算现有64台转化器的产能测算。
a.计算方便,1前台+1后台为1组,64台共计32组,每组设计最大通量为730 Nm3/h乙炔气。
b.触媒翻倒现状是新触媒填充后台,使用1个周期后,前台失效,后台触媒翻到前台,后台再填充新触媒。
假设触媒使用周期为N天,即后台转化器填充新触媒投入使用到第N天,前台触媒失效,将该组转化器切出,对该组转化器进行置换、更换、干燥、活化后,投入使用。每个更换周期中各工序耗时和负荷分析如下:
置换、更换、干燥、活化平均需要6天,负荷为零;投入使用后第一个10天平均负荷为50%;投入使用后第二个10天的平均负荷为80%;失效前最后14天的平均负荷为60%,投入使用后第21天到第(N-40)天为满负荷。
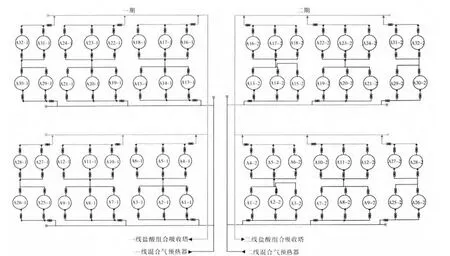
图1 VCM转化器平面布置图
转化器有效利用率为:(N-6×100%-10×50%-10×20%-14×40%)/N=(N-18.6)/N×100%。
c.现有64台转化器设计产能为40万t/a,则触媒翻倒周期、触媒单耗计算如下:
730×(N-18.6)/N×32×8 000×0.85×62.5/22.4/ 1 000=400 000 t/a
计算得:N=190.76天。
则,转化器利用率为:(N-18.6)/N=90.25%;
1年翻倒触媒次数:
8 000/(190.76×24)=1.75(次);
1年耗用触媒总量为1.75×7.5×32=419(t);
触媒单耗为419×1000/400000=1.0475(kg/tPVC)。
由以上计算可知,触媒单耗为1.047 5 kg/t PVC时,现有64台转化器1年(8 000 h计)产能可达40万t。可见,如果按照湿法乙炔工艺,触媒单耗做到1 kg/t PVC,基本能达到设计产能。
(2)按目前的照干法乙炔工艺,触媒单耗达到2 kg/t PVC,分析现有64台转化器的能产并计算所需转化器台数。
假设每组转化器翻倒周期为y天,因每组转化器每次翻倒,前台触媒淘汰7.5 t,则每组转化器1个周期内产量为7 500/2=3 750(t)。
转化器触媒翻倒过程如上述湿法乙炔工艺。
在一个触媒翻倒周期内,该组转化器的利用率为(y-18.6)/y;
一个翻倒周期内每组转化器产量为:(y-18.6)× 24×730×0.85×62.5/22.4/1 000=3 750(t);
计算得y=86天,即触媒翻倒周期为86天。
转化器利用率为(86-18.6)/86=78.372%,现有64台转化器年产能为730×78.372%×0.85×8 000×62.5× 32/22.4/1 000=34.7(t)。
式中,0.85为乙炔气一次性转化为氯乙烯效率。
可见,按照干法乙炔工艺目前的触媒单耗2 kg/t PVC测算,产能40万t/a需要该规格转化器台数为:64×40/34.7=73.8台,即在现有64台的基础上,需要新增转化器10台。
3 说明
因目前干法乙炔工艺汞触媒单耗与湿法乙炔工艺相比有差异,所以在转化器能力设计上,不可照搬湿法乙炔工艺。以上介绍的转化器能力的测算过程,仅是提供一种测算方法,具体数据比如触媒更换、干燥、活化等工序所耗用时间,不同企业,可根据实际情况进行修订。
猜你喜欢
环球时报(2022-03-16)2022-03-16 12:14:11
今日农业(2020年13期)2020-08-24 07:34:56
园林科技(2020年3期)2020-02-18 11:02:08
建筑热能通风空调(2018年5期)2018-07-09 03:16:44
聚氯乙烯(2018年12期)2018-06-06 01:42:44
现代制造技术与装备(2018年4期)2018-03-30 02:53:04
聚氯乙烯(2018年7期)2018-02-18 14:24:34
中国氯碱(2017年2期)2017-03-13 05:53:44
中国氯碱(2014年11期)2014-02-28 01:05:06
化学分析计量(2013年3期)2013-03-11 16:37:26