
镗轴径向跳动超差原因及修复
2013-03-25 06:34:28张明涛
机械工程师 2013年1期
张明涛
(山东威达重工股份有限公司,山东滕州277500)
1 问题的提出
TPX6111型卧式铣镗床镗轴直径为110mm,主轴系统刚性强,可以满足具有多种不同转速的加工需求,机床稳定性好,适用于机器制造业的各种孔和平面的加工;同时平旋盘主轴上可以配置平旋盘刀架,用来加工较大尺寸的孔和平面,扩大了加工范围。镗轴组件是铣镗床的关键执行部件,它的功能是支承并带动工件或刀具完成表面运动,同时传递动力和转矩,承受切削力和驱动力等载荷的作用。镗轴组件的工作性能直接影响着机床的加工质量和生产效率,因此它是铣镗床的关键部件,所以对镗轴旋转精度的有效控制是控制镗轴装配精度的关键。
2 装配结构
如图1所示,TPX6111型卧式铣镗床主轴结构形式为:镗轴1装在空心主轴2中,用一对平键15把空心主轴的旋转运动传递给镗轴1,镗轴前部内有锥孔,用来安装各种加工刀具。镗轴同时依靠平键的导向可以在空心主轴2中作轴向移动。平旋盘5装在平旋盘主轴4前端并固定,平旋盘主轴4通过平旋盘前轴承3和平旋盘后轴承8支承在主轴箱体16上,厚锁紧螺母9用来消除前后轴承的游隙,并且将平旋盘主轴4固定在主轴箱体16中,薄锁紧螺母10是锁止厚锁紧螺母9的,防止它松动。空心主轴2由主轴前轴承3和主轴后轴承12分别支承在平旋盘主轴4和主轴箱体16中,锁紧螺母18是用来固定主轴前轴承的,主轴后轴承锁紧螺母13是用来消除主轴前轴承和主轴后轴承的游隙。

图1 TPX6111卧式铣镗床主轴结构图
镗轴的旋转精度包括镗轴的径向跳动,镗轴的轴向窜动,镗轴锥孔轴线的径向跳动。镗轴的旋转精度主要取决于主轴,主轴轴承和轴承锁紧螺母,主轴箱体的制造精度和装配质量。镗轴的径向跳动超差将直接影响被加工件尺寸精度超差,如果是进行镗孔加工,将会出现被加工面有振纹且圆度超差。
3 镗轴径向跳动的检验
如图2所示,将百分表固定在工作台上,百分表的测量触头触及镗轴外表面,注意压表不要太多,以0.2mm左右为宜。镗轴进行低速回转,分别在镗轴缩回(距平旋盘端面最近处)和镗轴伸出300mm处进行检验。根据《镗床制造和验收标准规程》的要求,在平旋盘端面最近处测量值,其径向跳动最大为0.01mm;镗轴伸出300mm处测量值,其径向跳动最大为0.02mm。而实际镗轴伸出300mm处测量值,其径向跳动为0.04mm。跳动超差,此项不合格。
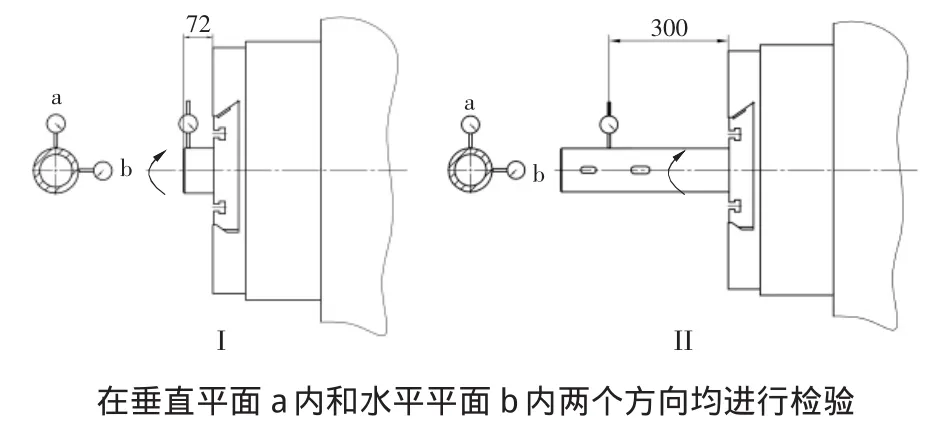
图2 镗轴径向跳动检验示意图
4 解决措施一:主轴前后轴承的调整
首先,拆去图1中主轴前部的平旋盘和平旋盘滑块等零件,露出主轴前锁紧螺母,调整前锁紧螺母,使主轴前轴承得到调整,调整后将主轴前锁紧螺母锁紧牢固,再装上防松锁紧块。
接着,把主轴箱后部的尾部箱拆下,露出图中的主轴后锁紧螺母及防松螺母,调整主轴后锁紧螺母,使主轴后轴承得到调整,调整后将主轴后锁紧螺母锁紧牢固,再装上防松锁紧螺母。
调整结束后,对主轴箱总成进行空运转试车,以最高转速1000r/min运行约20min后,重新按照上述检验步骤进行复检,结果是镗轴伸出300mm处测量值,其径向跳动最大为0.04mm。径向跳动依然超差。
5 解决措施二:主轴前轴承锁紧螺母的调整
在解决措施一没有奏效的情况下,我们把目标对准了主轴前轴承锁紧螺母(见图3和图4),将百分表的测量触头触及主轴前轴承锁紧螺母端面,注意压表不要太多,以0.2mm左右为宜。镗轴进行低速回转,测量出锁紧螺母端面跳动值是0.06mm,这个测量面虽然不是紧固轴承的工作面,但是如此大的跳动量也反映出锁紧螺母加工存在问题。于是把前轴承锁紧螺母拆下,在锁紧螺母端面薄薄地均匀涂上一层红丹粉,重新装配后,将它与轴承端面贴合紧密,再拆下此螺母,仔细观察到锁紧螺母端面与轴承的接触面为点接触,接触面不均匀紧密,导致轴承被锁紧后,轴承歪斜,进而引起镗轴径向跳动超差。于是,将该锁紧螺母拆下进行返修,返修后保证锁紧螺母锁紧轴承的端面与螺母轴心线的跳动控制在0.01mm内,重新将锁紧螺母安装到位。再一次对镗轴的径向跳动检验项目进行复查,镗轴伸出300处测量值,其径向跳动为0.02mm。同样地,在空运转试车后再检验此项目,镗轴的径向跳动精度和主轴轴承的温升均符合《镗床制造和验收标准规程》,说明此项精度修复合格。
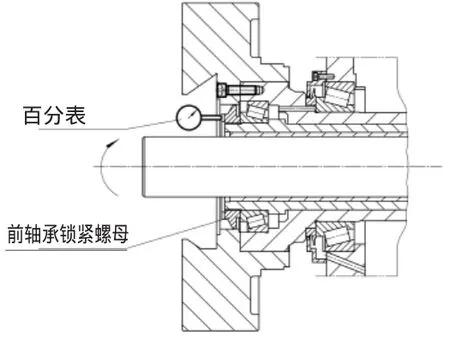
图3 镗轴前锁紧螺母跳动检验示意图
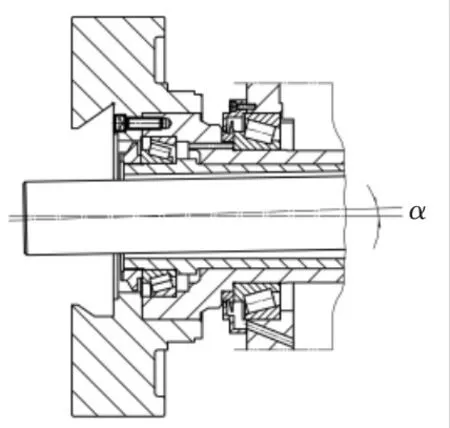
图4 前锁紧螺母跳动超差示意图
6 结语
我们通过不断对镗轴装配和精度检验、调整方式方法的实践摸索,了解到调整主轴轴承的重点在于合理调整主轴轴承的预紧力;而当调整预紧力无效时,就需要对锁紧螺母的制造精度予以检查,以保证锁紧螺母对主轴轴承锁紧后,主轴轴承不会被强制锁紧变形,引起精度超差。
[1] 成大先.机械设计手册[M].北京:化学工业出版社,2008.
[2] SKF Bearing in machine tools 1969 years[Z].
[3] FAG Ball and Rolling Bearing Engineering[Z].
猜你喜欢
中国设备工程(2024年6期)2024-04-08 07:07:08
装备制造技术(2021年2期)2021-07-21 05:38:32
装备制造技术(2020年9期)2021-01-26 00:15:24
学生天地(2020年17期)2020-08-25 09:28:48
有色金属加工(2020年4期)2020-08-20 04:35:04
农村青少年科学探究(2020年4期)2020-06-24 11:35:52
红领巾·探索(2018年11期)2018-12-10 01:43:30
福建质量管理(2018年20期)2018-11-14 04:42:46
制造技术与机床(2018年9期)2018-09-19 06:47:56
制造技术与机床(2017年6期)2018-01-19 02:41:14
