
高速切削在精密微小零件加工中的应用
2013-03-25 06:34:48孙传国
机械工程师 2013年1期
孙传国
(中国电子科技集团公司第41研究所,山东青岛266555)
1 引言
在1931年德国科学家所罗门博士根据研究成果得出结论:“当以适当高的切削速度(约为常规速度的5~10倍)加工时,切削刃上的温度会降低,因此有可能通过高速切削提高加工生产率”。以此成果为依据的高速切削概念随后逐渐在工业实际应用中推广。
耦合环类零件是电子测试仪器的重要部件,尺寸细小,具有尺寸精度高、表面粗糙度低以及形位精度高的特点。如图1所示耦合环的壁厚为0.03mm。在最初的加工实验时采用过慢走丝线切割铜片加工成形,但因其壁厚为0.03mm,小于放电腐蚀尺寸,故加工结束时零件已经被电腐蚀掉。在其后长期采用模具冲压成型,虽然保证了壁厚要求,但形位精度一直得不到很好的满足,影响电性能指标。同时冲压此类零件的成品率低,生产效率也很低。随着电子测试仪器性能要求的不断提高,冲压成型的工艺方法已不能满足其电性能要求。近来我单位开始应用高速加工,为此类零件工艺方法的改进提供了很好的平台。

图1 耦合环示意图
2 高速加工的工艺设计
因耦合环的尺寸细小,其外形特征决定了零件不具有可夹持面和可夹持空间,无法通过正常的装夹方式进行加工,因此采用“微应力”装夹方式——胶结方式。
由德国科学家所罗门博士的研究成果可知,在高速加工时,高速铣削采用了比常用铣削加工更快的铣削线速度和进给速度,因此会选用比常用铣削加工更小的轴向和径向进给;高速铣削加工过程中,大量因铣削加工产生的热被高速飞溅出的切屑带走,工件表面因加工产生的温度也比常用铣削加工产生的温度低,由此减小了工件在加工中产生的热变形,同时高速铣床具备高刚性和高精度等性能,保证了耦合环的高精度要求;随着铣削线速度的提高,铣削力略有下降,表面质量提高,能保证耦合环侧面的质量要求,同时高速铣削加工铣削力小,高速主轴有较高的稳定性,可加工出高质量薄壁零件;高速加工较小的铣削力又适合使用小直径的刀具,有利于耦合环细小尺寸的加工。总的工艺设计为:下料→正面铣外形→清洗,胶结→反面落料→浸泡,得到成品。
在正面加工时,为了节约材料,同时减小变形对反面加工厚度的影响,采用排样加工的方式。选择合适的尺寸下料,排样编程,加工出零件的正面形状。针对图1耦合环,下料为35mm×35mm×8mm的黄铜板,排样加工尺寸如图2。
反面加工时,采用“微应力”装夹方式——胶结方式。对于示例零件先超声波清洗零件,然后将某种快干胶涂于正面已加工的深为4.0mm的腔内,再把尺寸为23mm×23mm×3.5mm的铜板胶结在正面的大腔内,反面编程加工落料,最后将加工完的零件放入有机溶剂浸泡一段时间,将自然脱落的零件取出。在正面腔涂胶时,应注意将胶尽量涂满零件周边的缝隙中,以增加胶与零件的接触面,增强零件的胶结牢固程度,减少反面落料加工时零件飞出的几率。反面落料时,先用加工正面尺寸一样的腔(如图3),在零件的厚度上留0.3mm余量,再用小直径刀具落料,以较小的切削力,保证零件不会飞出。
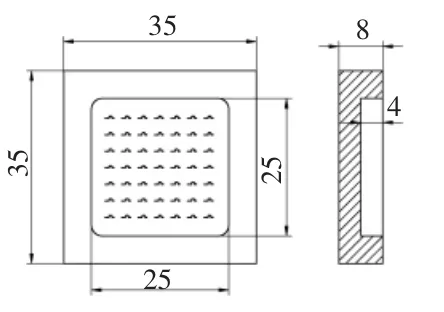
图2 正面排样图
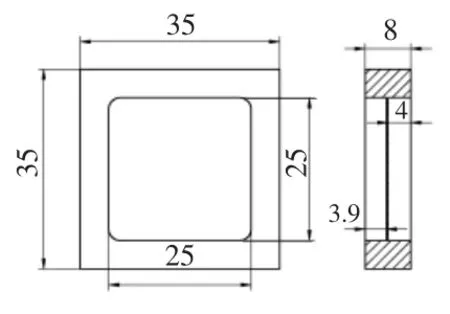
图3 反面腔
3 刀具和切削参数的选择
图2中,因深4.0mm的腔只有底面粗糙度的要求,故选用φ4.0mm的键槽直角刀开粗,再用另一把φ4.0mm的键槽直角刀精铣底面;在图1所示的耦合环中,最小的圆角为0.1mm,综合考虑刀具的成本,选用φ0.3mm的键槽直角刀粗铣,再用φ0.2mm的键槽直角刀精铣零件外形,以求保证零件的外形尺寸和粗糙度。

表1 刀具参数表
反面落料时,选用正面腔加工时采用的同一把刀具加工反面腔体。落料刀具选用φ0.3mm的键槽直角刀,以保证切削力小于快干胶固定零件的力量。通过如下关系式确定刀具的参数表: S1=S2/nZ
式中:S1-每齿进给量;S2-每分进给量,mm/min;n-铣刀的转速,r·min-1;Z-铣刀的齿数 Z。

图4 折线下刀
刀具参数确定后,用CAM编程,使用的加工策略如下:
(1)φ4.0mm的刀具加工深4.0mm的腔时,选用Pocket加工策略中的Standard加工,为避免扎刀,选用了折线下刀方式下刀(如图4)。
(2)φ0.3mm的刀具粗铣零件外形,在Contour选项中,没有折线或螺旋下刀,为保护刀具,选择了Contour中的子选项Ramp(如图5),产生的刀具路径模拟如图6。

图5 Ramp选项卡
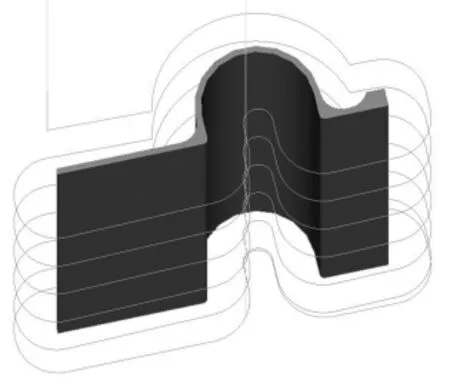
图6 Ramp路径模拟
(3)φ0.2mm的刀具精铣外形时,选用Contour加工策略中的2D加工,为保护外形的粗糙度,采用了圆弧进刀(如图 7)。
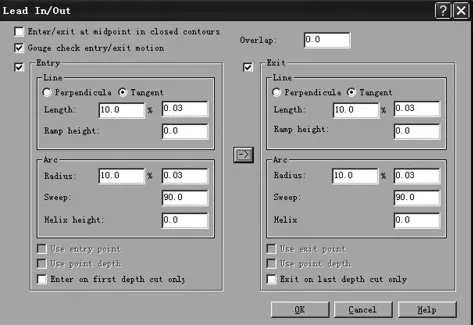
图7 圆弧进刀选项卡
(4)φ0.3mm 的刀具反面落料加工,选用Pocket加工策略中的Standard加工,在零件外折线下刀(如图8),消除下刀时切削力对零件的影响。
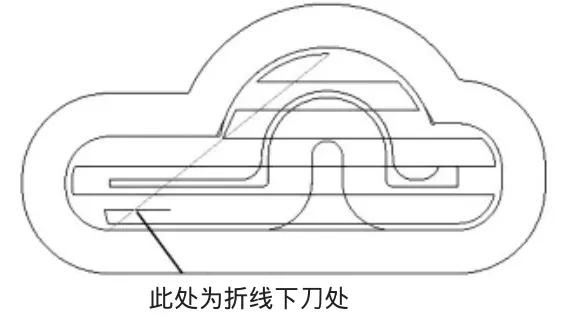
图8 零件外折线下刀模拟图
4 结语
通过高速加工在耦合环类零件中的应用,拓展了高速加工在我单位的应用范围,固定了高速加工在高精密微小零件中的加工工艺,确定了高速加工合理的刀具参数、加工策略,为以后的此类零件的高速加工总结了经验。
[1] 艾兴.数控高速切削技术[M].北京:机械工业出版社,2003.
猜你喜欢
小读者·阅世界(2025年1期)2025-01-27 00:00:00
锻压装备与制造技术(2021年2期)2021-07-19 08:50:50
装备制造技术(2019年12期)2019-12-25 03:06:56
模具制造(2019年4期)2019-06-24 03:36:42
中学生数理化·七年级数学人教版(2018年5期)2018-06-26 08:35:30
精密制造与自动化(2018年1期)2018-04-12 07:42:46
青年文学家(2017年20期)2017-07-29 02:15:54
表面工程与再制造(2016年5期)2016-12-15 11:42:26
山东工业技术(2016年15期)2016-12-01 05:30:44
城市道桥与防洪(2014年4期)2014-02-27 07:25:50
