
铆钉材料对铆接变形影响的有限元分析
2013-03-20 08:32李艳于克杰李小雷
机床与液压 2013年4期
李艳,于克杰,李小雷
(空军第一航空学院航空修理工程系,河南信阳464000)
在飞机结构战伤抢修中,铆接仍然是最主要的修理手段之一。当对受损飞机结构件进行铆接修理之前,需要选择铆钉材料。平时修理中一般要求选择的铆钉材料与铆接件材料在力学性能方面应彼此相当[1]。但在外场对受损飞机结构实施抢修时,可能会因条件有限或争取时间,修理人员就地取材,选择比铆接件材料强度高或低许多的铆钉。当选择与铆接件材料强度相差比较大的铆钉后,铆钉材料的变化是否会影响铆钉及铆接件的变形程度,是否会影响铆接修理的质量,相关文献[2-3]没有进一步展开研究。为此,作者采用ANSYS/LS-DYNA软件分析铆钉材料对铆接变形的影响,为铆接修理方案的优化设计提供理论依据。
1 铆接变形的有限元模型
1.1 有限元模型的建立
有限元建模中铆钉和铆接件的几何尺寸如表1所示。铆接件材料为铝合金2024,铆钉材料分别为2A10、2024 和7050,其材料参数如表2所示。冲头和顶铁是工具钢,其材料弹性模量是铝合金的近3倍,所以相对于铆钉变形很小,视为刚体材料。基于铆接件和铆钉几何形状和载荷等边界条件的对称性,其铆接变形可取1/4 进行模拟,网格划分后的模型如图1所示。计算模型中采用Solid164 六面体单元,铆接变形件之间的接触采用面-面自动接触(ASTS)算法,摩擦因数设为0.2。
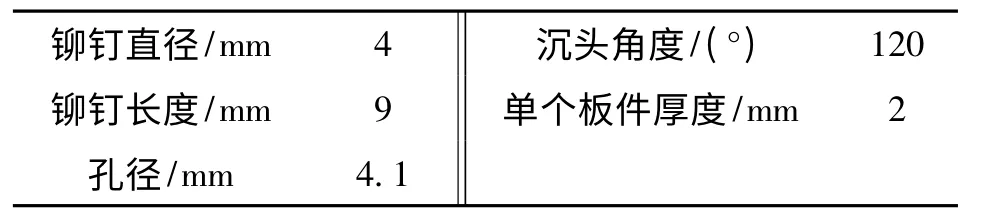
表1 铆钉和铆接件的几何尺寸
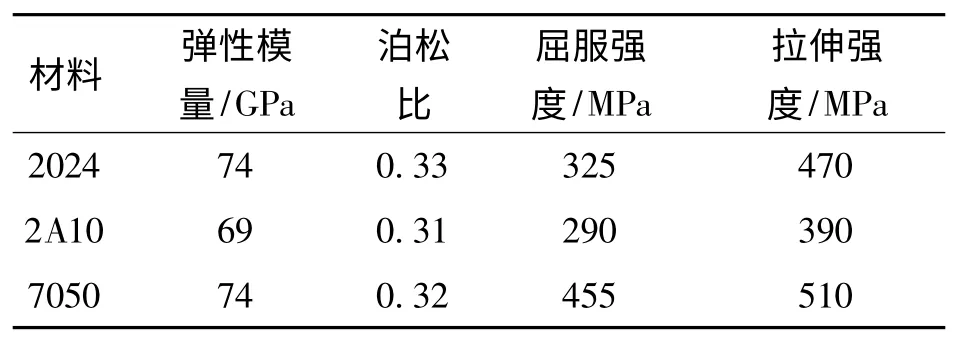
表2 铆钉和铆接件的材料参数
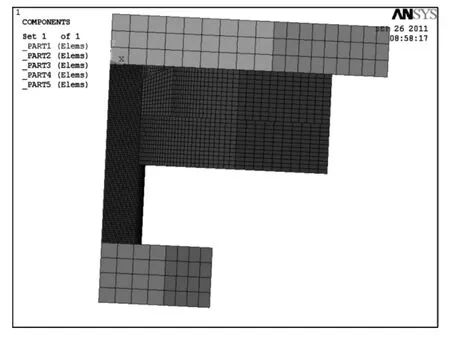
图1 划分网格后的有限元模型
1.2 约束和载荷的施加
由于铆接结构建立的是对称模型,所以需要分别对铆钉、铆接件、冲头和顶铁定义对称边界约束。铆钉尺寸与铆接件相比小得多,铆接件远端受铆钉的作用很小,所以可认为铆接件是无限域,但为减小工作量,在铆接件边界处施加非反射边界条件。
铆接过程的载荷主要来自于冲头的向下移动,由于冲头移动的时间-位移关系基本满足正弦定律[2,4],所以按照如图2所示的规律设置冲头的位移载荷。
图2 冲头时间-位移关系曲线
2 计算结果分析
2.1 不同铆钉材料对应力分布的影响
图3是铆钉材料为2024的铆接变形应力云图。当把铆钉材料分别改为2A10 和7050时,其铆接变形的应力分布规律与图3相似。对于与铆钉头接触的板件,其应力最大部位是与镦头距离最近的孔边;对于与镦头接触的板件,其应力最大部位是与镦头接触的孔边。不同的是,铆钉和铆接件严重受载部位的最大应力值不一样。对于铆钉材料为7050的铆接结构,铆钉和铆接件严重受载部位的应力值最大;铆钉材料为2024的情况次之;铆钉材料为2A10的情况最小。这些受力严重的部位将对铆接品质造成影响,可能会造成裂纹等损伤的出现。由于铆钉材料为2A10时对这些受力严重部位的影响最小,所以造成铆接件出现裂纹等损伤的概率也较小。
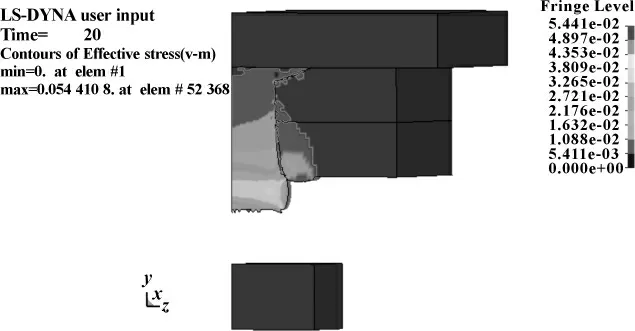
图3 铆接终了时的应力云图(铆钉材料为2024)
2.2 不同铆钉材料对应变分布的影响
图4是铆钉材料为2024 所对应铆接终了时的塑性应变图。当把铆钉材料分别改为2A10 和7050时,其铆接塑性变形的分布规律与图4相似,塑性应变区域都是主要集中在铆钉的镦头,其塑性应变区的分布情况与圆柱体镦头的难变形区、大变形区和小变形区[5-6]分布规律一样,这说明铆钉镦头形成过程与圆柱体镦粗过程的变形原理相似。
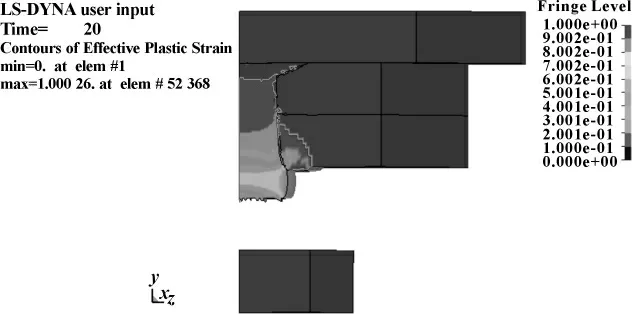
图4 铆接终了时的塑性应变图(铆钉材料为2024)
2.3 不同铆钉材料对铆孔径向尺寸的影响
为了得到铆接件铆孔径向尺寸的变化情况,在两块铆接件铆孔边缘分别取编号为31 997、31 990、31 995、21 437 和21 487的5个节点,这些节点的具体位置如图5所示。
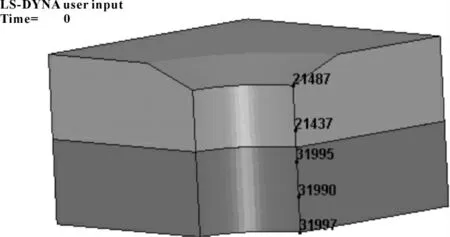
图5 铆孔边缘所选节点的分布情况
图6是铆钉材料分别为2024、2A10 和7050 所对应的铆接终了时铆孔边缘节点的径向尺寸图。由图6可知:铆孔在铆接过程中被扩张,而且离镦头距离越近的孔径,其位移增加的越多,反则越小;对于铆钉与铆接件均采用2024材料的情况,其铆孔径向尺寸在离镦头距离较近区域变化最大;铆钉材料为7050的铆孔径向尺寸在离铆钉头距离较近区域变化最大;铆钉材料为2A10的铆孔径向尺寸在整个铆孔轴向方向的尺寸变化最小。
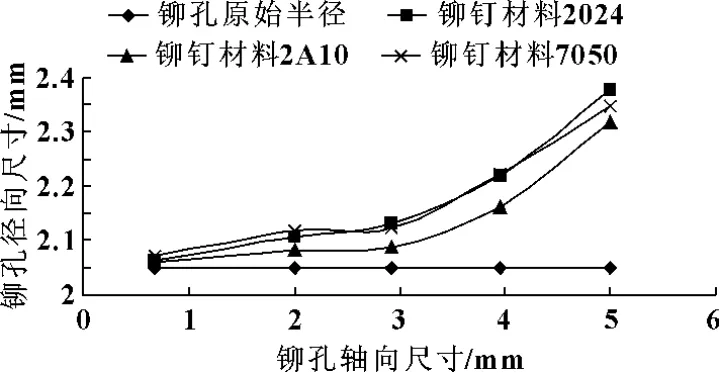
图6 不同铆钉材料对铆孔径向尺寸的影响
3 结论
在建立铆接变形三维有限元模型的基础上,分析了不同铆钉材料对铆接件的应力应变分布和铆孔孔径扩张的影响,得出了铆钉和铆接件的最大应力和应变主要集中在铆钉镦头和铆钉孔边缘处的结论,但对于铆钉材料强度比铆接件小的情况,其对应的最大应力值最小,对铆孔孔径扩张的影响也最小。这说明采用比铆接件强度小的铆钉可有效减低裂纹等损伤出现的概率。
【1】代永朝,郑立胜.飞机结构检修[M].北京:航空工业出版社,2006:58-59.
【2】刘平,张开富,李原.铆接变形及其有限元分析[J].航空制造技术,2008(22):94-97.
【3】张洪双.铆接工艺参数分析[J].机械设计与制造,2011(6):241-243.
【4】BLANCHOT V,DAIDIE A.Riveted Assembly Modelling:Study and Numerical Characterisation of a Riveting Process[J].Journal of Journal of Materials Processing Technology,2006,180(1/2/3):201-209.
【5】王少刚,郑勇,汪涛,等.工程材料与成形技术基础[M].北京:国防工业出版社,2008:234-240.
【6】康永林,韩静涛.固态成形工艺原理与控制[M].北京:国防工业出版社,2008:106-111.
猜你喜欢
小资CHIC!ELEGANCE(2022年3期)2022-01-11
China’s foreign Trade(2021年6期)2021-12-26
装备制造技术(2020年2期)2020-12-14
西南石油大学学报(自然科学版)(2018年2期)2018-06-26
汽车与新动力(2017年3期)2017-06-29
雷达学报(2017年1期)2017-05-17
光学精密工程(2016年1期)2016-11-07
工业设计(2016年8期)2016-04-16
中华奇石(2015年5期)2015-07-09
重庆建筑(2014年12期)2014-07-24
