粗铅火法精炼中加硫铁矿除铜工艺探讨及试验研究
2013-03-17 11:09袁培新胡卫文谭平生
湖南有色金属 2013年5期
袁培新,郭 飞,胡卫文,谭平生
(1.中南大学冶金科学与工程学院,湖南长沙 410083;2.湖南水口山有色金属集团有限公司,湖南衡阳 421513;3.湖南有色金属研究院,湖南长沙 410100)
湖南水口山有色金属有限责任公司第三冶炼厂采用粗铅火法初步精炼→电解精炼的工艺生产精铅。粗铅火法初步精炼主要是通过熔析除铜来制造合格的阳极板,其原理是基于铜在铅中的溶解度随温度的降低而减少,理论上铅液降温至326℃,能形成含铜0.06%的铅铜共晶,即熔析除铜可将粗铅含铜降低至0.06%以下。但是该厂粗铅熔化热源为块煤燃烧,熔化时间长,熔析降温除铜时间短,温度很难降至340℃以下,因而导致阳极板含铜超标,最高时达到0.15%以上。
针对铅液含铜超标,大多数铅冶炼厂在熔析除铜后再增加一道加硫除铜工序,以进一步降低阳极板含铜。由于铅液温度较高,反应过程很难控制,容易造成硫单质的燃烧,生成SO2释放到大气中。这样既造成环境污染,也导致硫的用量大、利用率低、电铅生产成本增加。为解决这一生产难题,该厂特在熔析除铜工序后加一道加硫铁矿除铜工序来代替加硫除铜工序,以降低阳极板含铜。并综合回收硫铁矿中的金银等有价金属。本文对加硫铁矿除铜的基本原理、硫铁矿的加入量、搅拌时间、铅液温度等工艺条件进行了研究和试验,并通过生产实践得到了最佳的工艺参数。这种加硫铁矿除铜新工艺,对于降低阳极板含铜,降低生产成本,提高企业综合回收效益,有着十分重要的意义。
1 杂质铜在电解精炼过程中的行为及影响
1.1 杂质铜在电解精炼过程中的行为
Cu和As、Sb、Bi、Au、Ag同属于比铅正电性的一类杂质,在正常电解条件下,一般不会从阳极溶解呈离子状态进入溶液,而是与As、Sb、Bi、Au、Ag一起形成网状附在阳极表面加以除去。如某些技术条件控制不当,使槽电压升高到铜的溶解电压时,铜则会以离子状态进入电解液。当电解液中Cu2+的浓度上升到放电的极限浓度时,将极易在阴极放电析出,造成电铅含铜超标。
1.2 杂质铜对电解精炼的影响
阳极中的铜活性极小,在没有氧参与的情况下,一般不会呈离子状态进入电解液中。一般电解液中的铜含量极少,当电解液含铜在0.002 g/L以下时,析出铅含铜能保持在0.000 5%以下。但阳极板含铜>0.06%时,将导致阳极泥变得坚硬致密,阻碍铅的正常溶解,不仅造成电解液铅离子浓度下降,而且使槽电压升高而引起其它杂质金属的溶解和析出。
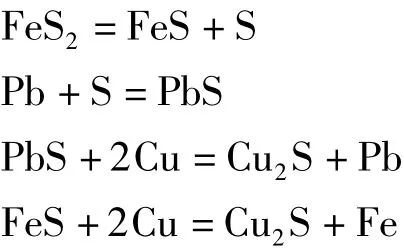
2 硫铁矿除铜的基本原理
硫铁矿又名黄铁矿,其主要成分为二硫化铁,分子式为FeS2。硫铁矿在空气中会缓慢氧化为三氧化二铁和二氧化硫,在高温下会进行分解,生成硫化亚铁和单质硫,硫化亚铁和金属铜发生反应生成硫化亚铜和单质铁。据有关资料介绍,当温度超过420℃以上时,二硫化铁开始显著发生分解反应,温度越高,反应越强烈。由于反应绝大部分都是在铅液中进行,生成的单质硫瞬间就和铅、铜发生了化学反应,硫的利用率大幅提高,减少了二氧化硫的挥发,降低了阳极锅台的低空污染。其化学方程式如下:
3 试验
3.1 物 料
硫铁矿:水口山公司某矿山自产硫铁矿,其主要化学成分如表1。

表1 硫铁矿主要化学成分
粗铅:阳极火法初步精炼后进行取样,制成约2.5 kg重的小块若干,其主要化学成分如表2。

表2 粗铅主要化学成分 %
3.2 试验工具
温控电炉一台、带导流桶铁制坩埚二个、试验用搅拌机二台、普通电炉一台、红外测温仪一台、捞渣筛网二个、粘土质坩埚若干。
3.3 加硫铁矿除铜试验
每次取二小块粗铅称重后放入温控电炉中进行熔化,按计算值缓慢加入硫铁矿(加入量按形成Cu2S理论需求量的1.25~2.5倍计)至搅拌机漩涡,连续搅拌适当时间后,捞渣,经过自然冷却得到除铜后的粗铅。通过控制不同的技术条件,如加入量、搅拌时间、反应温度等来进行试验,对除铜后的粗铅及浮渣取样化验来进行定性和定量分析,最后计算除铜率。
4 结果及讨论
4.1 硫铁矿加入量
除铜后粗铅中的铜含量与硫铁矿过量率的关系如图1所示(铅液温度400℃,搅拌时间30 min)。由图1可知,在铅液温度和搅拌时间不变的条件下,随着硫铁矿过量率的增加,粗铅中的铜含量呈先减少后几乎不变的趋势。这是因为开始随着硫铁矿加入量的增加,粗铅中的铜被除去的几率也就增加,故铜的残留率降低;但随着硫铁矿的继续增加,过量率达到50%以上后,粗铅中的铜大部分参与了反应,反应达到了终点,故粗铅中的铜含量几乎不变。但总体来说,当硫铁矿的过量率在50%以上时,除铜后的粗铅铜含量均降低至 0.04%左右,最低达到0.032%。这些数据表明,加硫铁矿除铜效果较好。需要指出的是,随着硫铁矿加入量的增加,渣率随之增加,渣中铜含量反而下降。

图1 除铜后粗铅铜含量与硫铁矿过量率关系
4.2 搅拌时间
除铜后粗铅中的铜含量与搅拌时间的关系如图2所示(铅液温度400℃,硫铁矿过量率50%)。由图2可知,在硫铁矿加入量和铅液温度不变的情况下,随着搅拌时间的增加,粗铅中的铜含量呈先下降后基本不变的趋势。这是因为随着搅拌时间的增加,硫铁矿在铅液分布得更加均匀、充分,化学反应更加充分、完全,铅中的铜含量下降,但当搅拌时间达到30 min后,粗铅中的铜大部分参与了反应,反应达到了终点,这时即使继续增加搅拌时间,粗铅中的铜含量几乎不变。

图2 除铜后粗铅铜含量与搅拌时间关系
4.3 铅液温度
除铜后粗铅中的铜含量与铅液温度的关系如图3所示(硫铁矿过量率50%,搅拌时间30 min)。由图3可知,在硫铁矿加入量和铅液温度不变的情况下,随着铅液温度的增加,粗铅中的铜含量呈先下降后上升的趋势。这是因为随着铅液温度的增加,硫铁矿分解反应加快,粗铅中的铜含量下降,但铅液温度过高,易造成硫铁矿在铅液表面发生分解反应而引起单质硫的烧损,从而造成后续反应中单质硫的不足而引起铜的反应不完全,故粗铅中的铜含量上升。试验现象显示,当铅液表面温度在400℃左右时,能闻到微弱的二氧化硫的气味,温度升高到450℃以上时,二氧化硫气味较为强烈。从试验期间除铜浮渣成分(见表3)可以看出,随着温度升高,浮渣中的硫含量显著下降,最高时达到9.77%,最低只有3.25%。

图3 除铜后粗铅铜含量与铅液温度关系
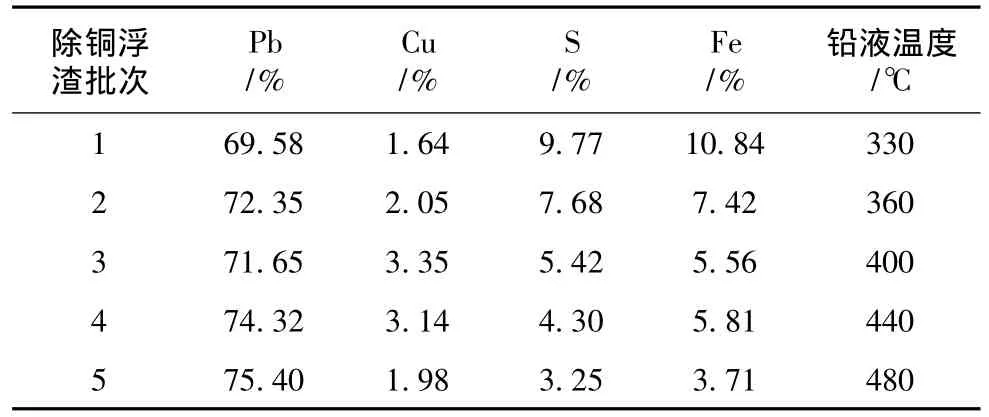
表3 除铜浮渣化学成分
4.4 最佳试验条件验证
根据以上单因素试验结果,确定了最佳试验条件进行验证试验:(1)硫铁矿过量50%;(2)铅液温度400℃;(3)搅拌时间30 min。试验结果见表4。试验结果表明,在上述条件下进行除铜,除铜效果好,试验结果重现性高,可作为工业试验技术条件选择的依据。

表4 最佳试验条件下除铜后粗铅含铜 %
5 工业试验
根据试验结果,2012年7月在电铅阳极工序进行了连续一个星期的加硫精矿除铜工业试验,以获得最佳的工艺条件和技术参数。试验结果见表5。
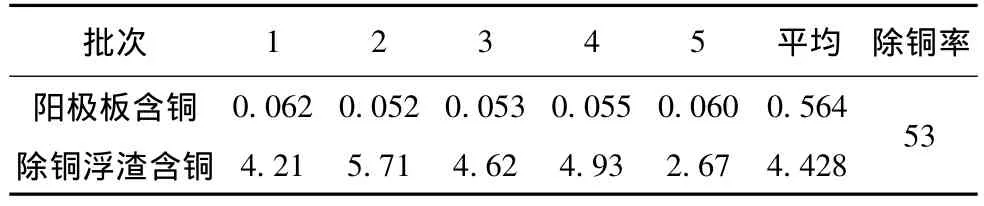
表5 阳极工业试验结果 %
从工业试验结果可以看出,采用加硫精矿除铜,除铜效果较为明显,阳极板含铜达到了铅电解精炼的标准,但其除铜率比在试验室试验结果要稍低,而除铜后浮渣含铜明显比试验室要高得多。其主要原因在于:
1.工业试验期间,进厂粗铅含铜较高,平均约在2.5%左右,最高达到3.2%,粗铅经熔化捞初渣后其铜含量比正常情况下要高得多,达到1.2%以上,且捞初渣时还有少量浮渣没有捞干净,故造成除铜率稍低及浮渣含铜高得多。
2.工业试验期间,发现阳极搅拌机搅拌效果不甚理想。一是搅拌机故障率较多,造成搅拌时间不够;二是由于硫精矿含有少量水分,为防止冲泡伤人,不能将硫精矿直接用铲子洒入搅拌机漩涡,而只能洒在铅液表面,再进行搅拌,造成搅拌效果较差。
3.工业试验期间,加硫精矿除铜时铅液温度控制不甚理想,铅液温度从350℃至500℃不等,造成硫精矿化学反应过程控制有一定偏差,造成除铜率稍低。
6 结论
粗铅火法初步精炼过程中采用加硫铁矿代替硫磺进行除铜效果较为明显,解决了该厂目前生产中因工艺缺陷而造成的难题,工业试验表明,即使处理高铜粗铅,阳极板含铜也完全能达到铅电解精炼的要求。据测算,火法初步精炼中采用加硫铁矿除铜,每年可多回收铜含量约50 t,还可综合回收硫铁矿中的金银,年创效可达170余万元,有较好的经济效益。
通过工业试验,得出以下工艺技术条件和参数:
1.硫铁矿的加入量为理论量的1.5倍时,铅中的铜含量可降低至0.06%以下,完全能满足铅电解精炼的要求。
2.铅液温度控制在400~450℃时,硫精矿化学反应过程控制较好,铜的反应较为完全,二氧化硫的逸出较少,对阳极锅台环境也影响不大。
3.搅拌机搅拌效果要好,中间要形成漩涡,使硫铁矿进入铅液中进行化学反应,可促进反应完全和减少单质硫的烧损。搅拌机搅拌时间应控制在30 min以上。
[1] 班丽丽.一种除铜新工艺在粗铅精炼中应用研究[J].昆明理工大学学报,2006,31(4):11-22.
[2] 剪英军.铅电解过程中杂质的行为及控制[J].湖南有色金属,2001,17(增刊):13-16.
[3] 曹忠良.无机化学反应方程式手册[M].长沙:湖南科学技术出版社,1982.
[4] 《铅锌冶金学》编委会.铅锌冶金学[M].北京:科学出版社,2003.
猜你喜欢
山东冶金(2022年2期)2022-08-08
广州化工(2021年12期)2021-07-02
四川环境(2021年1期)2021-03-01
世界有色金属(2020年12期)2020-09-03
东坡赤壁诗词(2020年4期)2020-09-02
世界有色金属(2020年11期)2020-09-01
硫酸工业(2020年12期)2020-03-01
中国资源综合利用(2019年3期)2019-04-11
硫酸工业(2017年2期)2017-03-12
化工设计通讯(2017年12期)2017-03-06