GZK4050带锯床前虎钳液压系统改进
2013-03-16 12:21贾巍超
机床与液压 2013年2期
贾巍超
(石家庄煤矿机械有限责任公司,河北石家庄050031)
某公司有一台GZK4050型快速自动切割带锯床。该锯床在使用过程中,一直存在前虎钳夹紧速度慢、夹紧力小等问题,严重影响了生产效率。在割锯长度小于200 mm的毛料时,只能用前虎钳单独夹紧工作,由于夹紧力小,无法进行切削,致使该段料无法使用。
针对该问题,作者进行了多方面分析,最终认为前虎钳的液压系统设计存在缺陷。对此进行了改进,克服了上述缺陷。现将改进方案介绍如下。
1 前虎钳存在的问题
带锯床GZK4050 前虎钳在夹紧时,夹紧力小,不能用前虎钳单独夹紧割锯长度小于200 mm的毛料,且动作慢,工进需要1 min,对带锯下料带来很大影响。
2 问题原因分析
原液压系统前虎钳夹紧松开部分如图1所示。
原液压系统工作原理如下:启动变量叶片泵,将减压阀压力调定为3~3.5 MPa,两位两通电磁阀YV8通电,两位两通电磁阀YV9 不通电,形成差动油路,推动油缸向左快速夹紧。当阀YV9通电,阀YV8 不通电时,推动油缸向右松开,液压油通过YV9 回油箱。当两组阀不通电时,两组阀均不通油,形成保压系统,对油缸起定位作用。
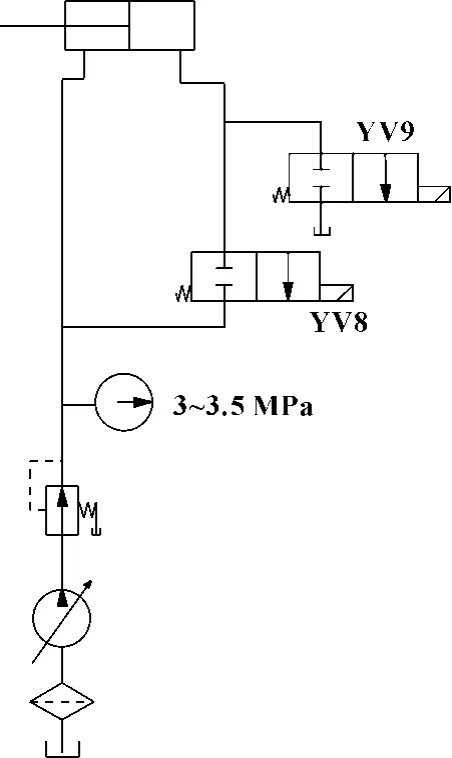
图1 原液压系统前虎钳夹紧松开部分液压系统
根据上述对液压阀压力的设定和对该液压差动系统的分析发现,该系统存在以下不合理之处: (1)由于系统额定工作压力设定为p=3 MPa,油缸直径D=80 mm,活塞杆直径d=30 mm,经计算油缸夹紧力仅为F1=pA2=3 MPa×302mm2×π/4=2 119.5 N,致使夹紧力不够,而毛料长度小于200 mm时,后虎钳夹不到毛料,无法割锯毛料;(2)差动系统尽管速度快,但是承载能力小,由于夹紧阻力大,无法提高速度。
3 液压系统的改进
根据以上对原液压系统的分析,作者认为采用差动系统是为了提高速度,在机床液压系统中常用在快进油路上,但是其作用有限,用于夹紧不合理。故对差动油缸系统进行了改进,同时对原液压、电气系统也做了改进。
改进后液压系统前虎钳夹紧松开部分如图2所示。

图2 改进后液压系统前虎钳夹紧松开部分液压系统
在油缸有杆腔支路增加了两位三通电磁换向阀(YV10),型号3WE6A61/CG24N9Z5L,将其与阀YV8 并联联动。并且更换密封件、阀组,清理管路、接头,修理油缸内腔,校直活塞杆,研磨前虎钳导轨和虎口支座,保证了油路顺畅,减少夹紧时阻力。
启动变量叶片泵,将减压阀压力调定为3~3.5 MPa,电磁阀YV8通电,电磁阀YV10通电,电磁阀YV9 不通电,液压油通过电磁阀YV10 回到油箱,推动油缸向左夹紧。当阀YV9通电、阀YV8 不通电、阀YV10 不通电时,推动油缸向右松开,液压油通过YV9 回油箱。当3组阀均不通电时,形成保压系统,对油缸起定位作用。前虎钳夹紧时间变为10s,夹紧力增加到可以单独夹紧使用。
4 结束语
经过对带锯床GZK4050液压系统的改进,在实际使用过程中,满足了前虎钳单独夹紧割锯长度小于200 mm 毛料的需要,提高了毛料利用率和工作效率,为企业节约了成本,增加了效益。以割锯棒料45号钢φ400×200为例,一年可以节约成本310 464元。
【1】章宏甲,黄谊.液压传动[M].北京:机械工业出版社,2006.
【2】《机修手册》第3版编委会.机修手册[M].3版.北京:机械工业出版社,1993.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
石油商技(2021年1期)2021-03-29
铁道通信信号(2020年11期)2020-02-07
汽车与新动力(2019年5期)2019-11-07
——访行家林建棋先生
中国宝玉石(2017年3期)2017-07-25
藏天下(2016年10期)2016-09-03
电子器件(2015年5期)2015-12-29
中国修船(2014年5期)2014-12-18
机电信息(2014年27期)2014-02-27
中国新技术新产品(2013年5期)2013-09-07