金刚石制品烧结机智能控制系统设计
2013-03-16 12:21梁万用江泳李世忠
机床与液压 2013年2期
梁万用,江泳,李世忠
(1.郑州轻工业学院电气信息工程学院,河南郑州450002;2.郑州机械研究所,河南郑州450052)
金刚石制品热压烧结机广泛应用于金刚石锯片、金刚石砂轮等产品的生产,生产过程中控制系统对温度和压力的控制精度对产品质量有着至关重要的影响。目前,国内的烧结机控制系统均采用了成品PID仪表控制方案。但PID 仪表在该系统中的应用存在几个方面的问题:工艺参数设置操作复杂;不具备自适应功能,加工对象改变时,必须重新整定控制参数;成品PID 仪表均采用数码管或小型液晶屏显示,不能实时显示控制曲线,用户不能判断整个工艺过程的控制效果;成本高。基于此,作者介绍一种烧结机智能控制系统,提出一种基于继电整定的模糊PID控制算法,实现了对温度、压力的精确控制,同时采用LCD显示实时加工工艺曲线,成本低,使用方便。
1 设计要求及系统工作原理
1.1 系统设计要求
设计要求:能根据温度压力设定曲线进行实时控制,温度控制误差小于0.4 ℃,压力控制误差小于0.2 kN;在不同加工对象下具有自适应控制功能;具有实时控制曲线显示功能。
1.2 控制算法原理设计
由于烧结机属于典型的大延迟、非线性系统,且加工对象经常改变,一般的PID控制不能达到温度控制要求,该系统采用了基于继电整定的模糊PID控制算法,其结构图如图1所示。
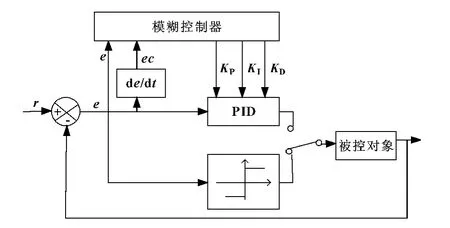
图1 基于继电整定的模糊PID控制器算法结构图
首先通过继电整定得出PID 参数KP0、KI0、KD0作为模糊PID的初始比例系数、积分系数和微分系数;然后采用模糊推理的方法,根据不同的系统偏差e 和偏差变化率ec,在线实时调整PID的参数KP、KI和KD,使PID控制器具有自适应能力,从而使系统时刻处于最优的控制状态下,达到更高要求的控温效果。
1.3 系统组成及工作原理
系统结构框图如图2所示,主要包含微处理器及外围电路、显示及键盘电路、数据采集及处理电路、控制输出电路几个部分。
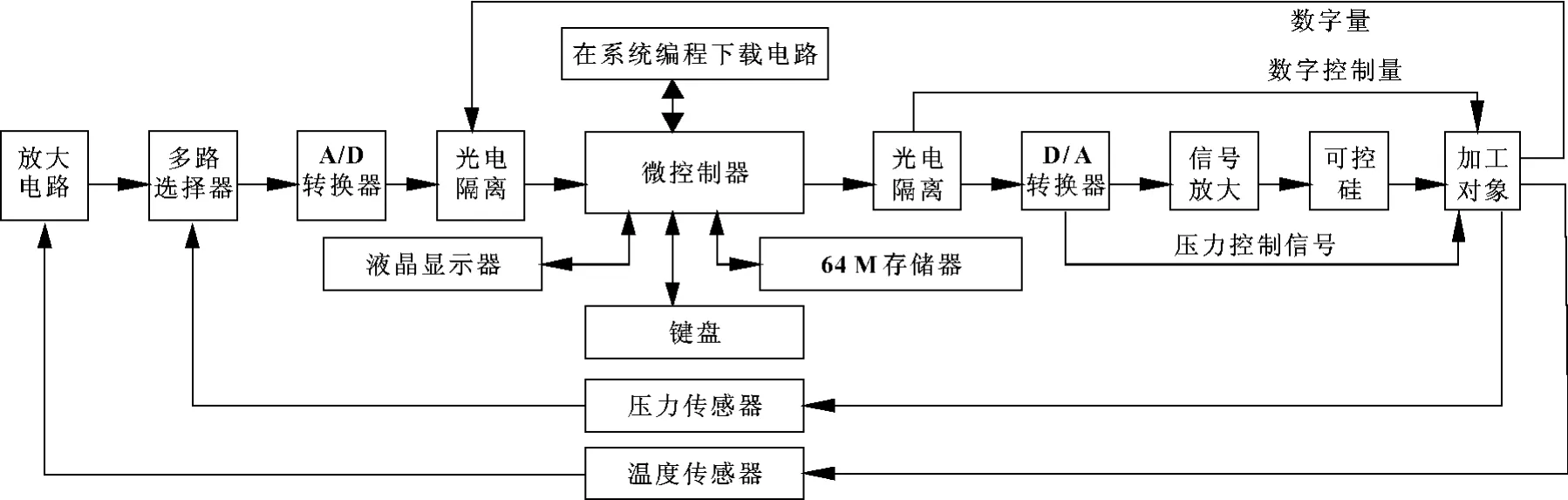
图2 烧结机控制系统结构框图
2 硬件电路设计
2.1 微处理器选择
微处理器选用了STC12C5A48S2 单片机,该处理器具有48 kB程序代码区、16 kB 掉电不丢失的EEPROM,执行速度高,能满足该系统程序代码量大、算法相对复杂、要求工艺曲线存储等需求。
2.2 采集电路设计
考虑到该系统的复杂使用环境及精度要求,系统采集电路采用了多路模拟开关CD4051 和AD 转换器ICL7135 相结合的方案,实现了温度、压力、电压和电流4 路模拟量的采集。
2.3 输出电路设计
温度输出控制电路选用了TI 公司的TLC5615 数模转换器,压力控制采用PWM控制方式,开关管选用了IRF540。
2.4 硬件电路可靠性设计
由于烧结机复杂的使用环境,抗干扰能力是系统的重要指标,该系统中对系统的可靠性设计进行了以下几个方面的处理: (1)器件选择上,均选用了工业级集成电路;(2)系统输入、输出及核心电路均采用独立的隔离电源供电,实现了输入、输出及微处理器电路之间的完全电气隔离;(3)采用了合理的接地技术。
3 软件设计
控制系统的软件编程是该系统的核心部分。硬件电路往往具有通用性,因此各个具体功能的实现都是靠软件实现,特别是控制算法的实现。
3.1 主程序设计
控制系统主程序主体流程图如图3所示,该图主要突出了整个程序的主体部分,没有体现系统的启停、故障判断等开关量。
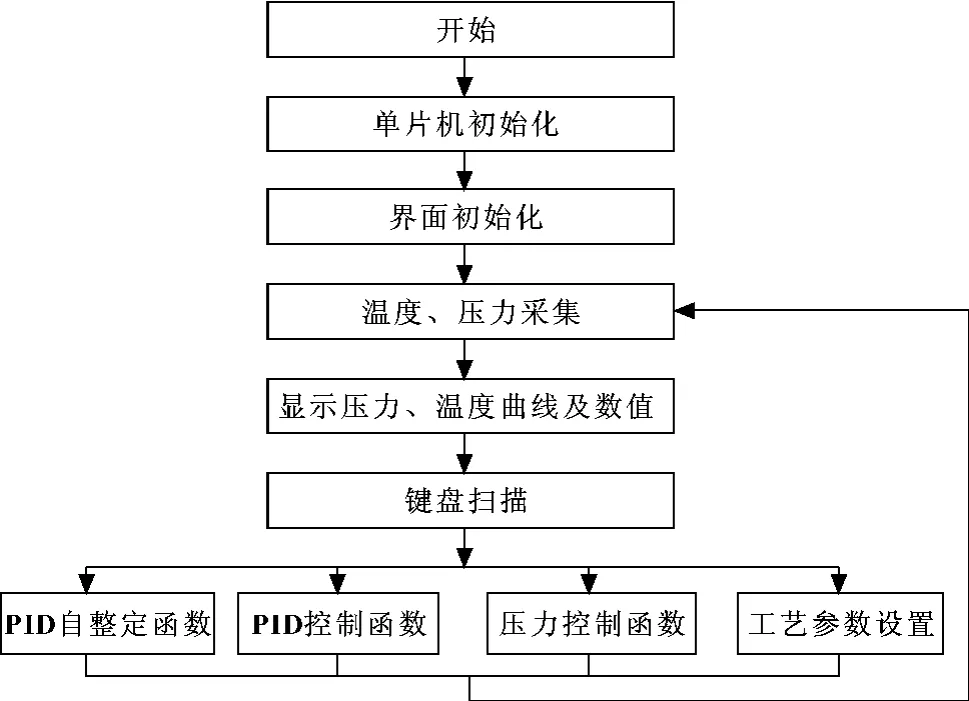
图3 系统主程序流程图
3.2 PID控制算法程序设计
模糊PID控制算法的程序流程图如图4所示,图中y(k)是当前温度采样值,e(k)、e(k-1)分别为当前误差和上次采样误差,ec(k)为当前误差变化率,u(k)是PID 运算结果。
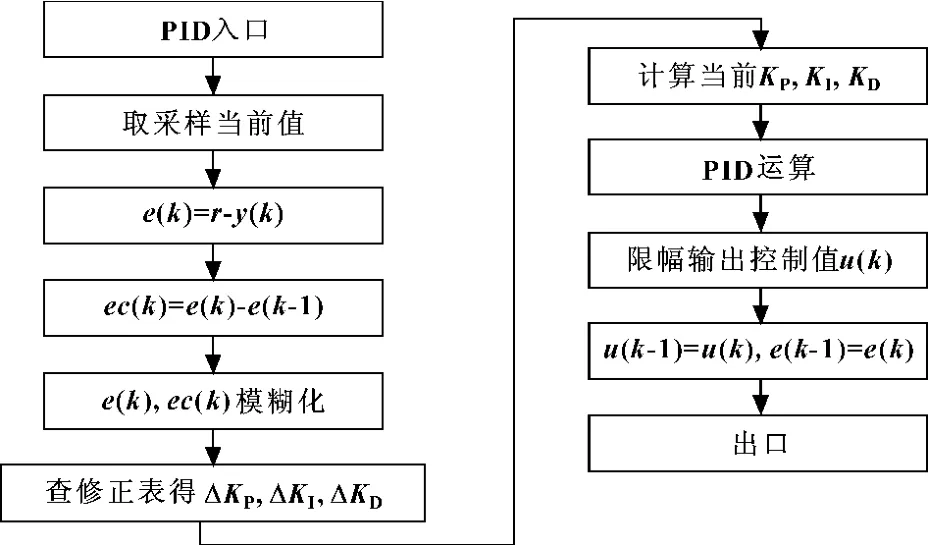
图4 PID控制算法流程图
3.3 继电自整定的程序设计
在该系统中,采样周期T为1 s,振荡周期TC是通过定时器在一个振荡周期内的计数来获得;振荡幅值A 是一个周期内采样温度的最大和最小值差的一半。然后可以通过以下两个公式得到系统的振荡频率ωC和增益KC,即
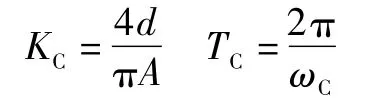
其中:d 为控制输出幅值的一半。
由于继电整定出PID 参数只是用作一个估计参数,所以不需要很精确,因此可以用Ziegler-Nichols临界比例法计算出系统的PID 参数。具体计算公式为:KP=0.6Ku,TI=0.5TC,TD=0.125TC。
4 结论
该系统主要用来进行金刚石、石墨等超硬材料的加工,在冶金行业有很大的实用价值,目前已经在国内市场大量投入使用,部分出口至印度、巴基斯坦等地。系统的实验及实际运行数据表明:该系统温度控制精度高,在400~1 000 ℃内,控制误差小于0.4℃;压力控制在10~300 kN 内,误差小于0.2 kN;工作效率高,运行稳定,具有友好的人机接口。解决了使用成品PID 控制仪表参数设置、工艺设置繁琐、工艺数量少和不能实时显示工艺曲线等不足之处,操作简单,使用方便。
【1】邵惠鹤.工业过程高级控制[M].上海:上海交通大学出版社,2003.
【2】梁万用.超硬材料烧结炉控制系统的研制[D].郑州:郑州大学,2005.
【3】陶永华.新型PID控制及其应用[M].北京:机械工业出版社,2003.
【4】李昕,曲梦可,荣誉.基于MSP430 单片机的模糊温湿度控制器的设计[J].传感技术学报,2007,20(4):805 -808.
猜你喜欢
石材(2020年10期)2021-01-08
山东冶金(2019年5期)2019-11-16
山东冶金(2018年5期)2018-11-22
河南科技(2016年8期)2016-09-03
河南科技(2016年6期)2016-08-13
设备管理与维修(2016年6期)2016-03-16
超硬材料工程(2016年1期)2016-02-28
超硬材料工程(2016年1期)2016-02-28
安徽地质(2016年4期)2016-02-27
山东冶金(2015年5期)2015-12-10