摊铺机熨平板前板的工艺分析及镗工装设计
2013-03-16 08:29丁联凤王鹏昌
机电信息 2013年9期
丁联凤 王鹏昌
(徐工机械科技分公司,江苏 徐州221005)
1 摊铺机熨平板前板的结构和工艺分析
1.1 摊铺机熨平板前板的结构分析
摊铺机熨平板前板是熨平板上的一个重要组件,前板与熨平板振捣器振捣梁间隙要求为1~2 mm,以减少前板与振捣梁之间的摩擦阻力,有利于熨平板振捣梁高效率地工作。因此,前板装配完成要求表面平整、无翘曲、无磕碰。为了保证前板装配间隙,要控制前板的焊接及加工质量。摊铺机熨平板基础前板的结构如图1所示。
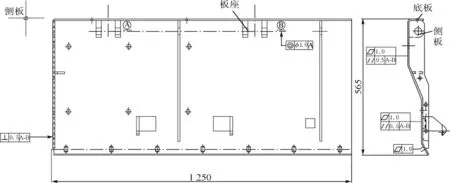
图1 摊铺机熨平板基础前板
前板分为基础前板和加长前板,主要由底板、侧板和板座组成。从图1可以看出,底板和侧板相对于板座的轴心线有形位公差要求,底板本身有位置公差要求。底板厚为6 mm,形状不是规则的平板,侧板厚为8 mm,板座上有铰接孔。前板长短不一,但结构基本相近,因此我们采用了相近的工艺手段。
1.2 摊铺机熨平板前板的工艺分析
对于前板中的底板,由于不同型号的底板外形也有区别,因此我们采用2种工艺方法来保证:一种是采用压型模压型,另一种是采用折弯方法。板座上的孔由于焊接后不易加工,因此工艺安排在前板焊接前加工。侧板的板厚为8 mm,单边留4 mm的加工余量,焊接后铣加工。前板焊接时使用设计的焊接工装,为了保证焊接基准与加工基准一致,在使用焊接工装对焊前板时,我们以板座上已经加工好的孔定位来焊接其余各件,因此,前板的铣工装也要以板座上的孔定位。其工艺安排如下:拼点—焊接—油漆—整形—钳工—镗—油漆。
2 摊铺机熨平板前板的镗工装设计
2.1 摊铺机熨平板前板的镗工装结构
使用镗工装前,前板在镗床上用靠板定位夹紧,此种加工方法是以前板底板的前面(图2所示A面)为基准加工侧面,加工基准与焊接基准、图纸装配基准不一致,造成装配时前板与熨平板振捣器振捣梁间隙不均匀,影响熨平板振捣效率。我们设计的摊铺机熨平板前板的镗工装结构如图2所示。

图2 摊铺机熨平板前板镗工装结构
前板的镗工装根据前板长短不一设计了2套,结构相同,可以加工750~1 250 mm之间的前板。镗工装以厚60 mm的钢板为基础底板,序号1定位轴采用2根短轴是为了避免长轴不易装卸,序号3 V型定位块可以根据前板的型号不同在序号8 V型定位支座内滑动,相应的序号5支撑块也可以在序号7支撑支座内滑动。
2.2 工装的使用方法
将工装通过导向键与镗床工作台连接,用螺栓夹紧;取序号1定位轴穿在前板板座的孔内,将穿好定位轴的前板反过来放在序号3 V型定位块上,移动序号5支撑块找到最佳支撑点;调整前板与对刀块的位置;取序号2支撑螺栓、序号6螺旋支撑底座和序号4压板将前板压紧,就可进行前板的镗加工。
3 结语
摊铺机熨平板前板的镗工装解决了熨平板前板铰接孔与侧面不垂直的问题,从而很好解决了熨平板振捣器振捣梁与前板间隙不均匀的问题,保证了熨平板振捣的高效率。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
模具制造(2019年4期)2019-06-24
股市动态分析(2016年17期)2016-10-20
股市动态分析(2016年13期)2016-10-17
股市动态分析(2016年10期)2016-09-30
股市动态分析(2016年2期)2016-09-27
Coco薇(2015年10期)2015-10-19
筑路机械与施工机械化(2014年8期)2014-03-01
筑路机械与施工机械化(2014年5期)2014-03-01