高炉槽下4个中间斗振筛电气控制系统的改造和应用
2013-03-16 08:29石琳芳刘晓兵
机电信息 2013年9期
石琳芳 刘晓兵
(山东钢铁股份有限公司莱芜分公司炼铁厂,山东 莱芜271104)
0 引言
槽下是高炉设备最集中的地方,而槽下4个中间斗是上料过程的最主要设备之一,4个中间斗设备运行不正常,会直接影响高炉的正常上料,甚至导致其休风。4#高炉自投产以来,槽下4个中间斗设备原有电气控制系统保护简单,导致事故频发,设备损坏严重,备件更换周期短,这不仅影响了高炉的正常生产,同时也在无形中增加了生产成本。
1 改造前槽下4个中间斗振筛电气控制系统
改造前,4#高炉槽下4个中间斗的电气控制方式为:每个中间斗的2台电机共用1套电气控制系统,由1个空气开关、1个接触器、1个电机保护器和1条电机动力电缆来带动2台电机的运行(图1)。当控制系统出现故障时,2台电机都不能工作,严重影响槽下的正常备料。
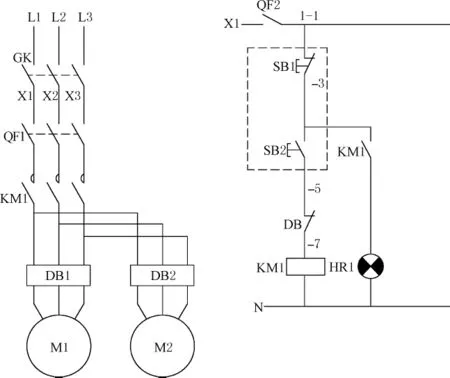
图1 改造前槽下4个中间斗振筛电气控制系统图
2 改造措施
对槽下4个中间斗设备电气控制系统进行重新设计、改造安装,采用新型电气元件,增加保护点,完善保护功能。利用4#高炉检修的机会,对4个中间斗振筛实施电机控制分离,使2台电机的电气控制实现独立。
2.1 电气控制系统设计
每台振动筛有2台电机,对槽下4个中间斗,每台振筛各增加一套电气控制系统,2台电机控制分离,一旦一台电机故障,另一台电机可照常应急运行,不致影响正常上料,亦可为另一台电机的故障处理创造时间。其电气原理如图2所示。

图2 改造后振筛电机电气控制系统图
2.1.1 增加安全保障点
2台电机主回路动力电缆各加装一个3P小型空气断路器QF3与QF4,采用施耐德品牌,型号为C40,该小型断路器安装于机旁操作箱。改造后控制回路操作按钮及自动控制点没变,增加了电机启停中间继电器KA1,采用欧姆龙品牌,型号为LY4。在自动控制回路中加装2个1P小型断路器QF7与QF8,采用施耐德品牌,型号为C6。
2.1.2 元器件选用
采用安全可靠、质量过硬的元器件,以增加元器件的使用寿命,减少设备故障率,延长元器件的更换周期。主回路空气开关采用人民品牌,型号为RMM1-100 H,脱扣电流32 A;接触器采用施耐德品牌,型号为LCD4011;电机保护器采用苍南品牌,型号为JDB-LQ+/30Z;动力电缆采用橡套电缆。
2.2 电机保护器替代热继电器设计
2台电机各采用一个电机保护器,实现双电机保护器保护,增加了保护功能。采用电机保护器控制电机启动运行,可实现每台电机的热过载保护、轻载保护(欠电流保护)、断相保护、堵转保护、欠电压保护、漏电(接地)保护、启动超时保护及三相电路不平衡保护等,具有RS-485远程通讯接口,能在控制室内实现对电机保护参数运行状态的监控、历史数据的查询,以保证在第一时间内发现故障并及时处理,同时也为故障分析提供了有力依据,预防了同类事故的再次发生。
3 改造效果
改造之后,加装了启停中间继电器KA1。如果没有中间继电器KA1,接触器K M1与K M2并联之后会与自保点K M1与K M2的并联相串联。在手动操作时,按下启动按钮SB1,自保点KM1或K M2闭合,会导致接触器K M1与K M2同时得电。在电机保护器失灵的情况下,电机保护器保护点DWT1或DWT2断开之后又闭合,如果其中一台电机出现故障,则接触器KM1与K M2会继续得电,故障电机的接触器断开后会立即吸合,故障电机会一直通电,容易烧毁电机。改造之后,避免了此类情况的发生。
在自动控制回路中加装2个1P小型断路器QF7与QF8,在其中一台电机或该电机接触器出现故障时,应断开该台电机的自动控制回路,即断开QF7或QF8之后,可以使自动控制只控制其中一台电机的启停,实现应急上料,并可在应急上料的过程中对故障点进行恢复。如果没有QF7与QF8,当其中一台电机或该电机的接触器出现故障时,只能停止自动操作,即使转为手动操作,也需要停该故障回路电机保护器电源QF5或QF6之后,才能继续手动启停振筛应急上料。改造之后,避免了此类情况的发生,能够极大地节约人力、物力,并为应急生产提供了保障。
2台电机主回路动力电缆各加装一个小型空气断路器QF3与QF4之后,当电机电流急速增大时,能够快速切断主回路,与电机保护器共同作用,及时避免事故的进一步扩大;在更换电机后试车发现电机转向错误时,可以把小型断路器QF3或QF4切断,并在该断路器下直接调整电机相序,既节省了工作时间,又减少了工作量。
改造实施后,能有效避免中间斗的一台电机出现故障时,该振筛必须停机不能应急上料造成料车单车上料的现象,从而确保了高炉上料的连续性。
[1]彭鸿才.电机原理及拖动[M].第2版.北京:机械工业出版社,2007
[2]周德泽.电气传动控制系统的设计[M].北京:机械工业出版社,1985
[3]赖福新.电机控制系统[M].上海:上海交通大学出版社,1995
猜你喜欢
橡塑技术与装备(2021年24期)2021-12-30
橡塑技术与装备(2021年12期)2021-06-24
橡塑技术与装备(2021年1期)2021-01-05
河北省科学院学报(2020年4期)2020-03-19
铁道通信信号(2020年11期)2020-02-07
电子制作(2019年7期)2019-04-25
中学生数理化·中考版(2017年12期)2017-04-18
电子制作(2016年1期)2016-11-07
工业设计(2016年4期)2016-05-04
电测与仪表(2014年15期)2014-04-04